Навигация
Совмещение производства аммиака и метанола позволит регулировать выработку продуктов и компенсировать сезонные циклы в спросе на удобрения
47414
знаков
0
таблиц
13
изображений
1. Совмещение производства аммиака и метанола позволит регулировать выработку продуктов и компенсировать сезонные циклы в спросе на удобрения.
2. Технология внедрения производства метанола в действующее производство аммиака позволит использовать существующую установку подготовки газа, компрессора, заводские сооружения, поэтому капитальные затраты на создание метанольной установки будут минимальными и выпускаемый метанол должен быть конкуренто способным на любом рынке.
3. Так как создание установки не требует дорогостоящего оборудования (компрессоров), то ее можно быстро изготовить и ввести в действие. (рис.12)
Таким образом, преимущества создания совмещенной установки метанола по сравнению с традиционными заключаются в следующем: низкие капитальные и топливно-энергетические затраты; компактность и простота в эксплуатации; сжатые сроки строительно-монтажных работ.

Рис. 12. Блок-схема совместного производства аммиака и метанола
2.8 Комбинированный автотермический риформинг (КАР)
В новом процессе парового риформинга отсутствует печь первичного риформинга с огневым обогревом. Для проведения парогазовой конверсии природного газа используется тепло технологического газа, отходящего из реактора вторичного риформинга. На рис. 13 показаны основные стадии процесса: первичный каталитический паровой риформинг; частичное окисление; адиабатический каталитический паровой риформинг (по желанию); теплообмен. Все три (или четыре) стадии совмещены в одном аппарате и из-за своей компактности он получил название “комбинированный автотермический реактор риформинга” - КАР. Новый реактор имеет следующий вид (рис. 14): 1- ввод парогазовой смеси; 2- зона теплообмена; 3- окислитель; 4- камера частичного охлаждения; 5- изоляция; 6- трубы с катализатором первичного риформинга; 7- трубы вокруг трубы риформинга (труба в трубе); 8- продукты реакции.

Рис. 13. Схема конверсии природного газа в первичном риформинге
Для КАР характерны в основном три проблемы:
1. Ввод окислителя в поток, выходящий из труб риформинга, обеспечивающий надлежащее перемешивание реагентов и достаточное время пребывания газов в камере частичного окисления.
2. Конструкция устройства для усиления теплообмена с целью достижения оптимальных температур и проблемы теплового расширения этих устройств.
3. Вопрос эффективного размещения катализатора вторичного риформинга.
Трубчатая решетка имеет слоистую конструкцию и служит для распределения парогазовой смеси по отдельным трубкам риформинга. Процесс парогазовой конверсии первичного риформинга протекает в трубках, заполненных катализатором. Трубы обогреваются газом, возвращающимся из камеры частичного окисления. Частично конвертированный газ, выходящий из труб риформинга, и окислитель поступают через форсунки в камеру частичного окисления. В этой камере они поддерживают общий тепловой баланс процесса и обеспечивают окончательный состав конвертированного газа (это в случае, если отсутствует стадия вторичного каталитического риформинга).
Для решения проблемы теплообмена применена установка внешних труб вокруг каждой реакционной трубы, обеспечивающая наличие кольцевых пространств. Этим решаются все проблемы теплопередачи и теплового расширения. Внешние трубки подвешиваются к трубной решетке, а их нижние концы располагаются в зоне умеренных температур, так что они не подвержены сильному напряжению.
Для решения первой проблемы следует все потоки продуктов реакции подавать глубоко в зону частичного окисления после введения в них окислителя. В противном случае не достигается эффективная конверсия метана.
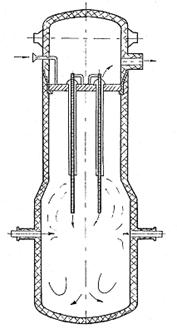
Рис. 14. Комбинированный автотермический риформинг (тандем)
Для процесса КАР важно, чтобы конвертированный газ (выходящий из труб риформинга) и окислитель, входящие в мертвую зону камеры частичного окисления, были хорошо перемешаны и оставались бы в этой зоне до достижения требуемых равномерных температур и состава газа. Число и место расположения форсунок для ввода окислителя, их размер и направление выбираются так, чтобы они создавали вихревой поток в камере.
Зона относительного затухания вихревого потока в центре его является той зоной, где поток направляется в сторону мертвого сектора камеры, а возвращается по стенке. Поэтому газ поступает в зону трубы исключительно с периферии, и отсутствуют вертикальные потоки вверх между выходами труб риформинга. На качество получаемого газа, а также на расход окислителя не влияет, проводилась ли реакция во вторичной зоне как частичное окисление, или применялся катализатор вторичного риформинга. Происходит это ввиду того, что тепловой баланс КАР можно регулировать путем утилизации тепла, поступающего из зоны вторичного риформинга, и путем подачи эндотермического тепла в зону первичного риформинга.
Основные отличия при применении катализаторов вторичного риформингов: температура в зоне частичного окисления снижается на 250°С; в результате меньше становится потребность в тепле, а отсюда и меньше становится зона, необходимая для теплопередачи на стадии первичного риформинга.
2.8.1 Отличительные особенности КАР1. Трубы в трубных пучках можно устанавливать и снимать по одной.
2. Каждый пучок труб можно заглушить отдельно от других.
3. Каждый КАР может быть оборудован отделением вторичного риформинга, а может быть и без такового.
4. Теплопередача в трубах риформинга идет за счет конвекции со встречным потоком.
5. Вся система свободно расширяется без применения каких-либо компенсаторов.
6. Трубы риформинга не испытывают никаких нагрузок от давления системы и поэтому, по меньшей мере теоретически, ожидается, что срок их службы не ограничен.
7. Отсутствуют входной и выходной коллекторы, пигтейли, передаточный коллектор, керамический свод.
8. Отсутствует паровой котел высокого давления, в который поступал бы газ под давлением и температурой примерно 1000°С.
9. Отсутствуют вентиляторы, конвекционная зона, труба.
10. Поверхность, требующая огнеупорного покрытия, сократилась примерно на 90%.
11. Сократилась площадь установки и затраты на строительные и монтажные работы примерно на 90%.
2.8.2 Риформинг фирмы “Uhde”
Принципиальная технологическая схема парогазовой конверсии природного газа и конверсии СО фирмы “Uhde” представлена на рис. 13. Трубчатая печь 1 состоит из двух зон: радиантной и конвекционной. В зависимости от конкретного проекта в радиантной зоне может быть расположено 540 или 630 реакционных труб. В конвекционной зоне расположены змеевики для подогрева: пара высокого давления (пароперегрев 2 степени), природного газа в смеси с паром после аппаратов сероочистки, технологического воздуха для вторичного риформинга, природного газа для стадии сероочистки, воздуха для горения.
Как видно, исключение отдельного огневого подогревателя для стадии сероочистки дает существенную экономию природного газа на топливо, этому также способствует подогрев воздуха для горения на обогрев печи первичного риформинга. Подобные агрегаты по проекту Uhde работают с энергопотреблением на уровне 7Гкал/т аммиака.
Основные технологические показатели стадии:
- соотношение пар:углерод - 3,0:1
- t парогазовой смеси, на входе в первичный риформинг, °С - 530¸580
- давление на выходе из первичного риформинга, бар - 39¸43
- содержание СН4 на выходе из первичного риформинга, % - 13¸15
- содержание СН4 на выходе из вторичного риформинга, % - 0,3¸1,0
- температура подогрева технологического воздуха, °С - 520¸600
- температура воздуха для горения, °С - 350¸440
- температура перегретого пара давлением 125 бар, °С - 530
- температура дымовых газов на выходе, °С - 120¸160.
Подогретый природный газ поступает на обессеривание в аппараты сероочистки 2, выходя из них после подогрева, поступает на конверсию в смеси с паром в реакционные трубы печи первичного риформинга.
Выйдя из реакционных труб в сборные коллектора через передаточный коллектор, расположенный внизу под печью первичного риформинга, конвертированный газ поступает по центральной трубе шахтного реактора в верхнюю часть аппарата на слой катализатора. В реактор, как обычно, подается технологический воздух. Пройдя слой катализатора, конвертированный газ через боковой штуцер выходит и поступает на котел-утилизатор 4, где происходит генерирование пара высокого давления. Отдав часть тепла в котле-утилизаторе, конвертированный газ поступает в аппарат 5, где расположен перегреватель 1 ступени для пара высокого давления. Дальнейший перегрев пара происходит в конвекционной зоне печи первичного риформинга. Горелки пароперегревателя 2 ступени исключены, что приводит к экономии природного газа на топливо.
Дальше конвертированный газ поступает на стадию 2-хступенчатой конверсии СО. Проходит аппарат ВТК СО, поступает в котел-утилизатор 7, где происходит генерирование пара высокого давления и поступает в 8 НТК СО, выходя из которого поступает в подогреватель питательной воды 9. Охлажденный газ с температурой 220¸240°С поступает на стадию очистки от СО2.
Фирма “Kellogg” предлагает технологию риформинга KRES. KRES заменяет сложный горелочный паровой риформинг посредством использования технологической конфигурации, состоящей из огневого подогревателя и теплообменника. Смешанное и подогретое сырье – обессеренный природный газ и пар, поступают параллельно в реактор-теплообменник и в автотермический шахтный риформинг. Окислитель, пар и часть природного газа подаются раздельно в специальную зону смешения на входе в автотермический риформинг. Внутри вторичного риформинга происходит экзотермическое частичное окисление природного газа и эндотермическая конверсия природного газа с паром.
Выходящий из автотермического риформинга газ с температурой около 980¸1010°С поступает в межтрубное пространство реактора-теплообменника. Остальная часть углеводородного сырья и пара (не поступавшая в автотермический риформинг) подается в трубное пространство реактора-теплообменника. По мере протекания паровоздушной смеси по трубкам она контактирует с катализатором паровой конверсии, применяемым для ускорения реакции конверсии. Тепло поступает от газов, находящихся в межтрубном пространстве, которые состоят из смеси газов, прореагировавших в автотермическом реакторе и в трубках. После теплообмена с газами, находящимися в трубках, газы межтрубного пространства покидают теплообменник для дальнейшей обработки.
Реактор-теплообменник (рис. 4) установки KRES является кожухотрубным теплообменником с трубками, открытыми с одной стороны. Трубки, заполненные катализатором, подвешены на простой трубной доске, расположенной на холодном конце теплообменника. Благодаря открытой конструкции трубки могут расширяться независимо, без каких-либо ограничений для удлинения. К тому же, перепад давления между внутренней и наружной поверхностью трубки ограничивается перепадом давления на трубках.
Значительная выгода от использования KRES состоит в уменьшении выбросов NOx и CO2. Это происходит из-за того, что благодаря использованию отходящего печного газа выбросы с потоком газа сокращаются примерно на 40%.
Утилизация тепла отходящих газов в системе KRES происходит в единственном теплообменнике, который генерирует пар высокого давления. Эта новая конструкция в KRES исключает теплообменник для перегрева пара. [1]
Заключение Подводя итог представленной курсовой работы, необходимо отметить, что представленный материал не охватывает все стороны данной проблемы. Особый акцент сделан на энергосберегающие процессы и на пути их более полной реализации. Также довольно подробно рассмотрены пути реализации безотходного и малоотходного принципов производства. Например, приводится технологическая схема совместного производства аммиака и карбамида, аммиака и мочевины, рассмотрена установка утилизации отдувочных газов синтеза аммиака. Интересным в этой связи являются предложенные различными фирмами технологические процессы; здесь описаны различные аппараты и технологические схемы. В целом поставленная в работе задача выполнена.
Литература
1. Аммиак. Вопросы технологии / под общей редакцией Н.А. Янковского / Москва, 2002, http://yankovsky.org.ua/bibliography/book_ammonia.htm
2. http://www.peton.com/rus/ex01.htm
3. http://www.sciteclibrary.ru/rus/catalog/pages/4702.html
4. http://inleasing.narod.ru/uuogsa.htm
5. Патент N 449051 Германия
Похожие работы

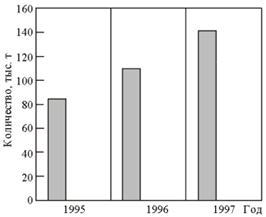
... отходам производства. В докладе «О состоянии окружающей природной среды Российской Федерации в 1997 году» Государственного комитета Российской Федерации по охране окружающей среды отмечается, что на начало 1997 г. на предприятиях различных отраслей промышленности накоплено 1431,7 млн. т токсичных отходов. За 1997 г. на промышленных предприятиях РФ образовалось 89,4 млн т токсичных отходов, из ...
... реакции относятся к самопроизвольным процессам. Со временем катализатор изменяется и после определенного срока может полностью необратимо потерять свою активность. Прогрессивные химико-технологические процессы Радиационно-химическую технология. За последние два десятилетия сформировалась новая область химической технологии - радиационно-химическая технология (РХТ). Ее предшественницей ...
... , в очень широких пределах изменяется к. п. д. газификации (от 0.5 до 0,8), что также влияет на эффективность использования потенциальной энергии исходного угля. В большинстве процессов термической переработки твердых горючих ископаемых, а также при гидрогенизации образуются фусы и шламы. Их количества при коксовании незначительны (в среднем около 0,16% от угля); при полукоксовании их количество ...

... продукции, которая используется практически во всех отраслях народного хозяйства и в повседневном быту. 2. Оценка современного состояния химической и нефтехимической промышленности 2.1 Основные показатели развития химической и нефтехимической отрасли в России Структуру себестоимости (в %) продукции в типичных подотраслях химической промышленности можно представить следующим образом ( ...
0 комментариев