Навигация
З'єднання, відгалуження та окінцювання струмопровідних жил проводів
29725
знаков
0
таблиц
10
изображений
3. З'єднання, відгалуження та окінцювання струмопровідних жил проводів
Надійна робота електроустановок значною мipoю залежить від якості виконання з'еднань, відгалужень, окінцювання та приєднання проводі. З'еднання, відгалуження, окінцювання та приеднання повинні бути мехашчно міцними, мати малий електричний опір і залишатися справними за умов нагрівань і охолоджень, що часто виникають внаслідок різких змін струмових навантажень у мережі. Ці вимоги забезпечуються чітким дотриманням технології монтажу, а також правильним вибором застосовуваних з'єднувальних деталей та робочого інструменту.
Основними способами з'єднування і окінцювання алюмінієвих та мідних струмопровідних жил проводів і кабелів є опресовування і зварювання — електричне, газове або термітне. В деяких випадках застосовують і паяння струмопровідних жил проводів і кабелів, яке хоча й створює надійне з'єднання, проте вимагає більших витрат часу і припою, що дорого коштує. Вибір способу окінцювання, з'єднування і відгалуження залежить в основному від матеріалу проводів (алюміній або мідь), оскільки фізичні властивості алюмінію суттєво відрізняються від фізичних властивостей міді.
Останнім часом більшість електропроводок виконують проводами з алюмінієвими жилами. Це пояснюється тим, що алюміній менш дефіцитний, проводи і кабелі з алюмінієвими жилами дешевші від мідних і мають меншу масу. Разом з тим алюміній має деякі фізико-механічні властивості, які потребують дотримання особливих умов під час з'єднування алюмінієвих проводів між собою або з мідними проводами і контактами.
Однією з негативних властивостей алюмінію є швидке окислення при сполученні з повітрям і утворення на його поверхні тугоплавкої (з температурою плавлення близько 2000 °С) плівки оксиду, який погано проводить електричний струм і тому перешкоджає створенню щільного контакту. Крім того, під час контакту алюміній—мідь утворюється «гальванічна пара», внаслідок чого алюміній, зазнаючи електрокорозії, руйнується, що призводить до поступового погіршення з'єднання. Для запобігання погіршенню і руйнуванню контактних з'єднань алюміній захищають від окислення, змащуючи з'єднання в процесі монтажу кварцовазе-ліновою або цинковазеліновою пастою, а також вкриваючи готові з'єднання лаками (асфальтовим, гліфталевим, полівінілхлоридним).
Наявні в пласті тверді часточки руйнують плівки оксидів, що утворюються на контактних поверхнях, а вазелін перешкоджає надходженню повітря до контактних поверхонь і таким чином запобігає їх окисленню та утворенню на них плівок.
З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом до 10 мм2 опресовуванням
З'єднування і відгалуження однодротяних алюмінієвих жи,л перерізом до 10 мм2 виконують опресовуванням в алюмінієвих гільзах місцевим вдавлюванням гільзи в одному або двох місцях за допомогою кліщів ПК-2 або гідравлічних кліщів ГКМ. Після опресовування з'єднання вкривають шаром асфальтового або гліфталевого лаку, а потім ізолюють липкою стрічкою впівнапуску і вдруге вкривають лаком для запобігання доступу повітря й вологи. Під час опресовування алюмінієвих жил проводі і кабелів обов'язково застосовують кварцовазелінову або цин-ковазелінову пасту. Цинковазелінова паста токсична, тому слід побігати потраплянню її в їжу, на пошкоджені ділянки шкіри обличчя й рук та в очі.

З'єднування одножильних алюмінієвих проводів опресовуванням
а - підготовка проводів до однобічного опресовування, б — те саме, для двобічного опресування, в — момент опресовування кліщами ГКМ, г — опресовані з'єднання д —готові з'єднання, 1 — гільза ГАО, 2 — кліщі ГКМ, 3 — пластмасовий ковпачок, 4 — липка вінілхлоридна стрічка
З'єднування і відгалуження однодротяних алюмінієвих проводів і кабелів перерізом 2,5—10 мм2 паянням і зварюванням
Паяння є одним з найнадійніших, але трудомістких способів з'єднування. Для паяння алюмінієвих проводів застосовують припій мгрки А
З кінця кожного із з'єднуваних проводів, які підлягають паянню, видаляють ізоляцію, ретельно зачищають їх сталевою щіткою або ножем і з'єднують внапуск подвійним скручуванням так, щоб ворився жолоб (рис. 15, а). Потім нагрівають проводи паяльною лампою або гасовим пальником до температури, близької до температури плавлення алюмінію (860°С), і з натиском натираюсь паличкою припою ділянку з'єднання, щоб зняти тугоплавку плівку оксиду, яка утворилася на поверхні проводу припій, що за плавиться при цьому, повинен заповнити жолобок між двома проводами. Пропаявши провід з одного боку жолобка, операцію паяння повторюють на його другому боці. Ділянку з'єднання протирають чистою ганчіркою, змоченою в бензині, а потім вкривають шаром гліфталевого або полівінілхлоридного лаку і ізолюють липкою стрічкою Ізольовану ділянку з'єднання вкривають шаром лаку.
За Будівельними нормами і правилами (БНІП, розд. VI — «Електротехнічні пристрої») з'єднування і відгалуження алюмінієвих жил перерізом від 2,5 до 10 мм2 рекомендується здійснювати переважно зварюванням.
Електрозварювання проводів здійснюють в обоймі за допомогою кліщів та вугільних електродів із застосуванням флюсу або без нього.

Рис.15. З'єднування алюмінієвих жил перерізом до 10 мм2: а — паянням;
б — зварюванням в обоймі за допомогою кліщів з вугільними електродами. 1 — газовий пальник. 2 — паличка припою, З — плоскогубці, 4 — кліщі з вугільними електродами
У разі зварювання без застосування флюсу (рис. 15, б) звільнені від ізоляції і зачищені кінці проводів обтискують за допомогою плоскогубців обоймою із куска штабової сталі розміром 20X160 і завтовшки 0,8—1 мм так, щоб кінці зварюваних проводів виступали з обойми на 3—4 мм, а потім зварюють у полум'ї дуги, утвореної між вугільними електродами кліщів, приєднаних до зварювального трансформатора. Після остигання металу знімають обойму, зачищають сталевою дротяною щіткою з'єднані кінці і вкривають їх гліфталевим або асфальтовим лаком, розгинають жили (якщо електропроводка відкрита), а потім ізолюють з'єднання ізоляційною стрічкою або вініпластовим ковпачком і вдруге вкривають лаком.
Зварювання із застосуванням флюсу відрізняється від способу електрозварювання без застосування флюсу лише тим, що зварювані кінці проводів скручують разом, вкривають флюсом і, не розміщуючи їх в обоймі, сплавлюють у полум'ї дуги між вугільними електродами кліщів.
З'єднування і відгалуження багатодротяних алюмінієвих проводів і кабеліз перерізом понад 16 мм2 зварюванням
Список використаних джерел
1. Ктиторов А. Ф. Электрослесарь строительный: Учеб. для проф.-тех. училищ. -М.: Стройиздат, 1990.- 383 с: ил.
2. Атабеков В.Б. Монтаж электрических сетей и силового электрооборудования: Учеб. для сред. проф.-тех. училищ. - 4-е изд., испр. - М.: Высш. шк., 1985. -176 с,ил. - (Профтехобразование).
3. Корнилов Ю.В., Бредихин А.Н. Слесарь-электрик: Учеб. пособ. для СПТУ. 2-е изд.,перераб. и доп. - М.: Высш. шк., 1988. - 256 с: ил.
Похожие работы


00-200 мм від стелі або на відстані 50-100 м від карниза або балки. У приміщеннях, що обклеюються шпалерами, верхню горизонтальну проводку плоскими дротами виконують по можливості вище за шпалери. Найменший допустимий радіус вигину дротів з гумовою ізоляцією приймають не менше 6d, з пластмасовою ізоляцією 10d і мідною гнучкою жилою, де d - зовнішній діаметр дроту. Проходи дротів через стіни і ...

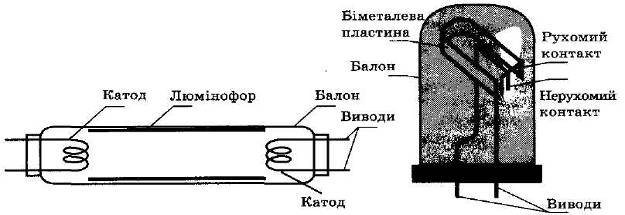
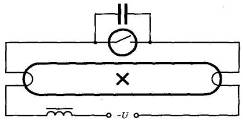
... радіозавади. За способом засвічування ПРА поділяються на три групи: стартерного, швидкого та миттєвого засвічування. 9. Структура умовного позначення більшості ПРА має такий вигляд: Рис. 7 10. Люмінесцентні лампи можуть вмикатися в електричну мережу за двома схемами: стартерною та безстартерною. Ці лампи вмикають в електричну мережу послідовно з баластним опором, який обмежує струм у ...
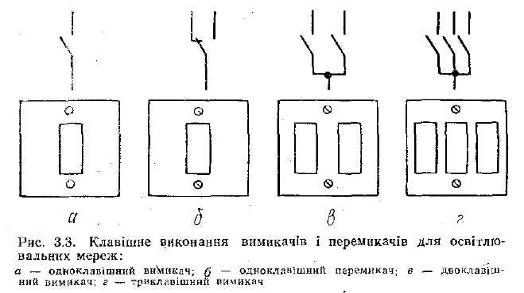
... сталеве вушко для підвішування патрона Вимикачі (рис 2.3, а, б) і перемикачі (рис. 2.3, в) однополюсні на напругу до 250 В і на струми до 10 А призначені для комутації електричних кіл освітлювальних електроустановок змінного струму частотою 50 Гц. Вимикачі й перемикачі однополюсні захищеного і герметичного виконання для відкритого та схованого встановлення повинні витримувати не менше 20 тис. ...
... , геологічні розрізи. В розділі технологія будівельного виробництва було вивчено науково-теоретичні положення сучасної технології будівельного виробництва і оволодіння практичними методами проектування технологічних процесів. Розроблені технологічні карти виконання робіт по зведенню монолітного каркасу, до яких входять: схема монтажу, схема організації робочого місця при бетонуванні вертикальних ...
0 комментариев