ПОЯВЛЕНИЕ ФОРДИЗМА
Основные вехи биографии Г.Форда
Г.Форд и развитие массового производства
Основные принципы производственной деятельности и социальной политики Г.Форда
ФОРДИЗМ ПОСЛЕ СМЕРТИ ОСНОВАТЕЛЯ
Жесткая научная производственная система (фордизм)
Стандартизируй — разрабатывай системы и правила для поддержания и отслеживания первых трех S
Навигация
Жесткая научная производственная система (фордизм)
Эволюция фордизма
197610
знаков
0
таблиц
0
изображений
2. Жесткая научная производственная система (фордизм).
3. Мягкая научная система, основанная на гибких производственных технологиях (тойотизм).
Для военно – анархической системы характерны следующие черты: фабричное и мануфактурное производство, первое опирается на механизацию производства‚ передачу основных технических функций машине‚ простые узкие специальности. Система универсальных машин (неспециализированные станки и оборудование), однообразный рутинный полушаблонный и шаблонный труд, принудительный ритм труда, заданный работой машины, экстенсивное использование человеческих и материальных ресурсов с целью их удешевления, простой процесс труда, конфликтный характер управления производством. Отсюда название военно - анархический. В основе надсмотр над работниками. Неустойчивость отношений. Использование неэквивалентного обмена и внешних рынков (создание остроконфликтных ситуаций на предприятиях и во взаимоотношении с партнерами).
Для фордизма характерно: конвейерное производство. Система специализированных машин. Технологический императив. Простой шаблонный труд; низкая квалификация работников, принудительный ритм труда заданный конвейером. Массовое, серийное производство (стабильное‚ повторяющееся производство единообразных товаров и услуг). Управление техникой, технологиями, товарно-материальными и производственными запасами. Невысокие организационные издержки - расходы‚ связанные с привлечением ресурсов при организации нового производства товаров и услуг - высокая текучесть кадров‚ внешние рынки [47,c.2].
В начале 1970-х гг. стало очевидно, что прежняя система производства капитала оказалась в кризисе. С одной стороны, прибыли росли все медленнее, с другой, во всех западных странах после нефтяного кризиса начал распространяться феномен массовой безработицы. Прежние стратегии рационализации и постоянное повышение объема производства натолкнулись на свои границы. Это стало результатом, с одной стороны, все большего перенасыщения рынков, а с другой - растущего сопротивления трудящихся против усиливающейся монотонности труда.
Когда спрос сделался непредсказуемым ни по количеству, ни по качеству; когда рынки во всем мире диверсифицировались и вследствие этого стали с трудом поддаваться контролю; когда темп технологических изменений сделал устаревшим узкоспециализированное производственное оборудование, система массового производства стала слишком жесткой и дорогой для новой экономики.
С распространением неолиберальной экономической доктрины влиятельные круги, стоящие у руля управления промышленностью, начали оглядываться в поисках новых концепций реорганизации производства с целью (вновь) поднять уровень прибылей. Они были найдены в Японии, стране, которая, казалось, не была затронута спадом экономического роста и массовой безработицей [54,c.5].
Там уже вскоре после второй мировой войны и опять-таки на фабриках автомобильной промышленности - в концерне “Тойота” - была введена названная по его имени производственная организация “тойотизма”.
Центральный момент тойотистской организации производства - переход к модели гибкого, децентрализованного и изменчивого производства. Важной основой для внедрения новой организации производства являются новые информационные, коммуникационные и транспортные технологии. С прогрессом микроэлектроники была создана база для все более сложных систем автоматизации процессов и обработки данных. Особо монотонные производственные процессы тейлоризированного конвейерного изготовления могли теперь постепенно заменяться автоматами и роботами. Компьютеры повышают производительность управления и вместе с новыми возможностями передачи данных на расстоянии образуют предпосылки для системы “гибкого производства” и “гибкого управления” [54,c.17].
Что же такое гибкие производственные системы?
Гибкость характеризует возможности изготавливать на одном станке, на одной автоматической линии или ином оборудовании разные модификации одного изделия или даже разные изделия и быстро переходить от одного к другому.
Такие возможности особенно важны для производства со сравнительно частой сменой моделей. Гибкие технологии помогут, например, автомобильному заводу менять или радикально совершенствовать выпускаемую модель не раз в 8—10 лет, как это часто бывает, а раз в 2—3 года, как этого требуют изменения технического уровня в мировом автомобилестроении. Сегодня в условиях так называемой «жесткой», «неподвижной» автоматизации переход на новую модель — это колоссальная ломка, радикальная смена чуть ли не всего оборудования, оснастки, инструмента, систем транспорта. При гибком производстве переход на новую модель в основном сведется лишь к переналаживанию действующего оборудования, причем без перерывов в выпуске старой модели. Именно в этом и состоит одно из главных достоинств такого производства [50,c.2].
Чем же обусловлен сегодня переход на гибкие производственные системы?
Прежде всего, быстрыми переменами в условиях и характере производства. Дело в том, что развитие производства и спроса привело к резкому расширению номенклатуры продукции, ее конструктивной сложности, тогда как время освоения выпуска новых товаров и машин резко уменьшилось. Современная научная и конструкторская мысль непрерывно поставляет обществу массу новых технических решений. Реализация их будет тем успешней, чем быстрее мы научимся эти технические решения не только внедрять в производство, но и создавать для этого необходимую техническую базу путем перехода на гибкие производственные системы.
Какие же основные преимущества гибкой автоматизации?
Значительные выгоды она дает в небывалом увеличении производительности и лучшем использовании мощностей. Это обеспечивается круглосуточной работой предприятий фактически без участия людей. Гибкую производственную систему можно молниеносно заново перепрограммировать, чтобы она производила новые детали и изделия.
Большую экономию можно получить и за счет меньших капиталовложений и экономии площадей. Ведь одна гибкая система может заменить несколько обычных автоматических линий. Самый большой потенциал гибкой производственной системы заложен в ее способности изготавливать товары дешево, небольшими партиями. ГПС обеспечивает и неслыханную ранее возможность разнообразить продукцию. Можно на одной и той же линии изготавливать различные изделия.
Если при негибкой автоматизации наибольшая экономия достигается только при предельной массовости продукции, то при использовании ГПС можно получить аналогичную экономию при самых различных масштабах производства. Они могут производить небольшие партии или даже единичные экземпляры каких-либо изделий с такой же эффективностью, как производственная линия, предназначенная для изготовления миллионов одинаковых изделий.
Современное высокоэффективное производство должно быть всегда готово быстро и безубыточно прекратить изготовление одной продукции и в короткий срок приступить к выпуску новых изделий с лучшими потребительскими свойствами. Эти важные особенности современного производства характеризуются сегодня, как мы уже отметили, словом «гибкость», означающим легкую приспособляемость производства к рынку, постоянно растущим запросам населения и нуждам народного хозяйства.
Техническую базу гибкой автоматизированной системы составляет оборудование с числовым программным управлением (ЧПУ), промышленные роботы, вычислительная техника и автоматизированные системы управления технологическими процессами, переналадка которых сводится к замене управляющих программ [50,c.9].
У современного фордизма сменилось название, теперь его называют “Lean Production”, дословный перевод “худое” производство, такое название придумал Джон Крафчик, работавший консультантом в одной из американских компаний. Это название наиболее точно дано данной системе производства, т.к как ещё можно назвать производство способное производить множество видов продукции при низких удельных затратах [20, c.4]. В России конечно нельзя назвать фордизм “худым” производством, т.к это неграммотно. В нашей стране за фордизмом закрепилось название “Бережливое производство”. Этот термин появился и получил распространение благодаря двум книгам, которые стали бестселлерами: The Machine That Changed the World (Womack, Jones, Roos, 1991) и Lean Thinking (Womack, Jones, 1996). Существующий перевод на русский язык: Джеймс П. Вумек, Дэниел Т. Джонс. Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании. Хотя в Европе, США, Японии первоначально ещё до того как бережливое производство стали внедрять массово на всех предприятиях, пока все не убедились в высокой эффективности данной системы её называли “Toyota Production System” или сокращённо TPS. Слово Toyota не случайно присутствует в аббревиатуре TPS, т.к основы современного фордизма заложила компания Toyota, а не Ford, т.к со времён Г.Форда в семействе Фордов так и не родился гений с мышлением Г.Форда. На Форде система бережливого производства была введена в начале 1980-х гг., когда на автомобильном рынке США Toyota стала усиливать свои позиции (заставила безысходная ситуация). На Форде бережливое производство получило название Ford Production System [21, c. 45].
Идеологом бережливого производства считается Таити Оно, который занимал должность начальника механического производства в компании Toyota. Ему было суждено в 1954 году создать команду, которая сумела на протяжении более 30 лет разработать и внедрить то, что теперь называется производственной системой Toyota. Конечно нельзя сказать, что бережливое производство несёт в себе только новаторские идеи. В основе бережливого производства много чего передалось от фордизма. К примеру, везде на производстве любого массового товара до сих пор используют конвейер. До сих пор широко практикуют стандартизацию, т.е любая деталь изделия должна быть взаимозаменяема, т.к большинство компаний производят массовый товар, а не эксклюзивный. До сих пор в процессе производства практикуют строгое разделение труда, ведь каждый рабочий должен выполнять строго свою работу, иначе возникнет неразбериха в производстве, ну и конечно знаменитая социальная политика Г.Форда, ведь, чтобы рабочий хорошо работал ему надо хорошо платить, предоставить хорошие условия труда. Единственно на сегодняшний день работодатели стараются избегать половой и расовой дискриминации, как это делал Г.Форд (по крайней мере не так открыто).
Наряду с уроками Генри Форда TPS позаимствовала у США множество других идей. Одной из важнейших была концепция вытягивания, в основу которой положен принцип работы американских супермаркетов. В любом хорошем супермаркете запасы товаров на полках пополняются по мере того, как их разбирают покупатели, то есть по мере их потребления. Применительно к цеху это означает, что изготовление или пополнение запаса деталей на Стадии 1 должно осуществляться по мере того, как на следующей Стадии 2 израсходован почти весь запас деталей, изготовленных на Стадии 1 (то есть остался лишь небольшой резервный запас). В TPS следующая партия деталей со Стадии 1 запрашивается только тогда, когда количество деталей, используемых на Стадии 2, сократилось до заданного минимума. Именно по такому принципу вы заполняете бензобак своей машины. На Стадии 2 машина дает вам сигнал о том, что запасы топлива на исходе и их нужно пополнить. Вы отправляетесь на бензоколонку, Стадию 1, чтобы наполнить бак. Было бы глупо наполнять бензобак, когда бензина достаточно, но именно так работает массовое производство, и следствием этого является перепроизводство [21, c. 56].
Кроме того, TPS с энтузиазмом восприняла учение американского первопроходца в области качества Эдварда Деминга. Он проводил в Японии семинары по качеству и производительности и учил, что в любой бизнес-системе первоочередная задача всех сотрудников организации — удовлетворение и предугадывание желаний потребителя. Он расширил понятие «потребитель», включив в него не только внешнего потребителя, но и внутреннего. Любой человек и любая стадия производственного процесса должны рассматриваться как потребитель, которого нужно обеспечить всем необходимым и в нужный момент. Так появился принцип Деминга «следующий процесс — ваш потребитель». Это один из самых важных принципов концепции «точно вовремя». Этот принцип означает: предшествующий процесс всегда должен делать то, что требует следующий процесс.
Кроме того, Деминг вооружил TPS систематическим подходом к решению проблем, известным как цикл Деминга, или цикл PDCA (планируй —делай — проверяй — воздействуй). Этот подход стал краеугольным камнем непрерывного совершенствования. По-японски непрерывное совершенствование — кайдзен. Это слово обозначает процесс постепенных, но постоянных улучшений, позволяющий устранить любые потери, которые увеличивают затраты, не создавая добавленной ценности. Кайдзен учит эффективно работать в малых группах, решать проблемы, описывать и совершенствовать процессы, собирать и анализировать данные и работать
в команде. Кайдзен предполагает, что решение или предложение должно исходить от рабочих, и требует, чтобы внедрению любого решения предшествовали открытое обсуждение и достижение консенсуса. Кайдзен это
целая философия, которая предполагает стремление к совершенству и является основой TPS [21, c.57].
Современный фордизм путём эволюции избавился от ряда недостатков таких как:
1. Перепроизводство. Производство изделий, на которые не поступало заказа, ведет к избытку запасов и порождает такие потери, как излишек рабочей силы и складских помещений, а также затраты на транспортировку.
2. Ожидание (потери времени). Рабочие, которые наблюдают за работой автоматического оборудования, простаивают в ожидании очередной рабочей операции, инструмента, деталей и т.д. или просто сидят без работы из-за отсутствия деталей, задержек в ходе обработки, простоя оборудования и нехватки мощностей.
3.Лишняя транспортировка или перемещение. Перемещение незавершенного производства на большие расстояния, порождающее неэффективность при транспортировке, а также перемещение материалов, деталей и готовых изделий на склад и со склада.
4. Излишняя обработка. Ненужные операции при обработке деталей. Неэффективная обработка из-за низкого качества инструмента или непродуманного конструктивного решения, которая влечет за собой лишние движения и ведет к появлению дефектов. Потери, вызванные завышенными требованиями к качеству.
5. Избыток запасов. Избыток сырья, незавершенного производства или готовых изделий увеличивает время выполнения заказа, вызывает моральное старение продукции, ведет к повреждению готовых изделий, затратам на транспортировку и хранение, задержкам и проволочкам. Кроме того, избыток запасов мешает выявлению таких проблем, как несбалансированность производства, задержки поставок, дефекты, простои оборудования и длительная переналадка.
6. Лишние движения. Все лишние движения, которые приходится делать сотрудникам в процессе работы: поиски того, что нужно, необходимость тянуться за инструментами, деталями и т.п. или заниматься их укладкой. Сюда же относится ходьба.
7. Дефекты. Производство дефектных деталей и исправление дефектов. Ремонт, переделка, отходы, замена продукции и ее проверка ведут к потере времени и сил.
8. Нереализованный творческий потенциал сотрудников. Потери времени, идей, навыков, возможностей усовершенствования и приобретения опыта из-за невнимательного отношения к сотрудникам, которых вам некогда выслушать [20, c.63].
Основными целями бережливого производства являются: сокращение трудозатрат примерно вдвое, сокращение производственных и складских помещений, сокращение сроков разработки новой продукции, гарантия поставки продукции заказчику, максимальное качество при минимальной стоимости [21, c.25].
Основные принципы бережливого производства:
Принцип 1: Избегайте перепроизводство, для того чтобы его избежать используйте систему “вытягивания” или по другому по-японски её называют система “канбан”, в переводе на русский “карточка”. Система “вытягивания” используется как на потребителе, так и внутри самой компании. Главная идея этого принципа заключается в том, что потребитель как бы сам вытягивает необходимое ему количество товара, производитель не навязывает свой товар (принцип американского супермаркета). На деле для того, чтобы избежать перепроизводство, компания сначало изучает спрос, проводит маркетинговые исследования на потребительском рынке и в конечном итоге компания выпускает столько количество автомобилей сколько необходимо, чтобы удовлетворить на 100% запросы покупателя. У себя внутри на производстве канбан играет роль координатора пополнения запасов деталей в производственных цехах. В каждом цеху должно быть только необходимое количество запасов деталей, но ничего лишнего , т.к это может вызвать излишние нагромаждения на производстве, что может привести к сбою на производстве. Для того, чтобы уведомить людей работающих на складе деталей о том, что в одном из цехов закончились запасы в пустой контейнер кладут специальную карточку. Одним из основных преимуществ использования канбан является то, что эти карточки упрощают совершенствование производственной системы. Представьте, что у вас есть четыре контейнера с деталями, и вы напечатали четыре канбан, по одной на каждый контейнер. По правилам контейнер не может перемещаться, если его не сопровождает канбан. Теперь возьмите одну канбан и выбросите ее. Что произойдет? Теперь в системе циркулируют только три контейнера с деталями. Если один из станков сломается, детали на следующем участке закончатся на 25% быстрее. Возможно, это повысит нагрузку на систему и вызовет простои, но одновременно это заставит команду совершенствовать процесс [20, c. 153].
Принцип 2: Выравнивайте объём работ (хэйдзунка – сборка по заказу). Многие американские предприятия всеми силами стремятся создать у себя модель производства «сборка по заказу». Чаще всего они ориентируются только на то, что и когда потребуется потребителю, то есть стремятся создать безупречное бережливое производство. К сожалению, потребители часто непредсказуемы и их заказы меняются ежемесячно, а то и еженедельно. Если вы изготавливаете изделия в порядке поступления заказов, вам придется периодически заставлять сотрудников и оборудование работать на пределе возможностей, производя огромное количество изделий, и платить за сверхурочную работу. После этого будут наступать периоды затишья, людям будет нечем заняться, а оборудование будет простаивать. При такой работе вы не знаете, какое количество комплектующих заказать у поставщиков, и будете вынуждены держать огромный запас того, что может понадобиться потребителю. Вести бережливое производство при таком подходе невозможно. Неукоснительное следование модели «сборка по заказу» приводит к созданию огромных запасов, что скрывает проблемы и, в конечном счете, ведет к снижению качества. Хаос на предприятии растет, а время выполнения заказа увеличивается. В итоге это приводит к “муда” (потери), к ним относятся те восемь недостатков фордизма начала XX века, которые были перечислены выше. Это действия, которые увеличивают время выполнения заказа, заставляют совершать ненужные перемещения, чтобы доставить деталь или инструмент, ведут к созданию лишних запасов или заставляют ждать. Это приводит к “мури”, перегрузка людей или оборудования. В определенном смысле представляет собой противоположность муда. Мури заставляет машину или человека работать на пределе возможностей. Перегрузка людей угрожает их безопасности и вызывает проблемы с качеством. Перегрузка оборудования ведет к авариям и дефектам. Это приводит к “мура” — неравномерность. Это «М» в некотором роде является результатом действия первых двух. Временами в нормально функционирующих производственных системах бывает больше работы, чем могут выполнить специалисты и оборудование, а порой работы недостаточно. Причина неравномерности — неправильно составленный график или колебание объемов производства, вызванное внутренними проблемами, например простоями, отсутствием деталей или дефектами. Муда является результатом мура [21, c. 156]. Для того чтобы избежать такое развитие событий, используют “хэйдзунку”, т.е ”хейдзунка” представляет собой выравнивание производства как по объему, так и по номенклатуре изделий. Чтобы предотвратить резкие взлеты и падения, продукция выпускается не в порядке поступления заказов потребителя. Сначала в течение некоторого периода собираются заказы, после чего их выполнение планируется таким образом, чтобы каждый день производить одинаковый ассортимент продукции в одинаковом количестве.
Например, если в понедельник поступит в два раза больше заказов, чем во вторник, вам придется в понедельник заплатить рабочим за сверхурочную работу, а во вторник отправить их домой до окончания рабочего дня. Чтобы выровнять график работы, вам следует выяснить запросы потребителя, определиться с номенклатурой и объемом и составить сбалансированный график на каждый день. Например, вам известно, что на каждые пять А вы изготавливаете пять Б. Вы можете выровнять производство и производить их в последовательности АБАБАБ. Это называется выровненное производство со смешанной номенклатурой, поскольку вы производите неоднородную продукцию, но при этом, прогнозируя потребительский спрос, выстраиваете определенную последовательность производства разных изделий со сбалансированным уровнем объема и номенклатурой [21, c. 160].
Принцип 3: Дзидока — остановите процесс ради встраивания качества. Качество следует встраивать, то есть необходим способ оперативного выявления дефектов и автоматической остановки производства. Такой способ позволит рабочему устранить проблему, не передавая дефект на следующую стадию процесса. Дзидока называют также автономизацией — наделением оборудования человеческим интеллектом. Станок останавливается, если возникает проблема. Гораздо эффективнее и дешевле обеспечить качество на месте (не
допустить передачу проблемы дальше по потоку), чем заниматься проверкой качества и исправлением дефектов постфактум. Когда оборудование останавливается, флажки или световая индикация, сопровождаемая музыкой или звуковым сигналом тревоги, оповещает о том, что требуется помощь. Такая сигнальная система называется андон. Слово «андон» означает световой сигнал, зовущий на помощь.
Хотя ни у кого не вызывает сомнений, что проблемы качества нужно выявлять и решать как можно быстрее, при традиционном массовом производстве менеджерам и в голову не приходит останавливать производство. Если удается заметить некачественные детали, их помечают и откладывают в сторону, чтобы, когда предоставится возможность, заняться их исправлением. Такими исправлениями занимается уже другой участок. Девиз массового производства: «Любой ценой производить как можно больше, а проблемы исправим потом».
Первоначально американские компании думали, что при использовании системы андон в случае брака продукции остановиться всё производство, но на деле это не так. При срабатывании система андон останавливает только небольшую часть конвейера (конвейер поделён на сектора), производство автомобиля продолжится. Помимо системы андон существует ещё система от браков – система “пока-ёке”, в переводе на русский предупреждение ошибок (или защита от дурака). Эти остроумные приспособления не дают оператору совершить ошибку. Например, если оператор не протягивал руку, чтобы взять из лотка шплинт, фотореле (фотографирование ошибки, фото автоматически отсылается начальству, после чего рабочему сильно попадёт)срабатывало, движущаяся сборочная линия останавливалась, загорался световой сигнал андон и подавался звуковой сигнал тревоги. Другое устройство пока-ёке требовало, чтобы после каждого раскрепления шплинта инструмент (нечто вроде напильника) возвращался на место, в специальный держатель, иначе подавался звуковой аварийный сигнал и линия останавливалась [21, c. 185].
Принцип 4: Используйте визуальный контроль, чтобы ни одна проблема не осталась незамеченной. Обеспечением визуального контроля осуществляет система 5S, она состоит из пяти компонентов:
1.Сортируй (убери ненужное) — рассортируй предметы или информацию и оставь лишь то, что нужно, избавившись от ненужного.
2. Соблюдай порядок (упорядочи) — «У всего свое место, и всё на своих местах».
3.Содержи в чистоте — процесс уборки часто является формой проверки, которая позволяет выявить отклонения и факторы, которые могут вызвать аварию и нанести ущерб качеству или оборудованию.
Похожие работы
... , укрепляются альтернативные социологические подходы. Важное место среди них принадлежит теории действия (акционизму), начинающей рассматривать индивидуального исполнителя как действительного субъекта трудовых отношений. Теория действия формируется в противовес не только функционализму, но и обновленной марксистской традиции, вокруг которой с середины 70-х годов разворачивается широкая дискуссия ...
... «ниши». Иными словами, объяснение социальных изменений во многом свелось к изучению проблемы происхождения общностей. Контроль над трудовым процессом: действия управляющих Социология труда в советский период претендовала на роль ведущей отрасли социологического знания. Более того, проявилась тенденция выдвинуть “труд” на роль центральной объясняющей категории и представить ...
... и в то время, которое требуется непосредственно Вашим потребителям (внутренним и внешним)[35]. Практически все перечисленные выше принципы управления качеством были воплощены в микрологистической системе корпоративного управления производством и снабжением КАНБАН (KANBAN), внедренной в корпорации Тоуоtа Моtоrs и позволившей сократить производственные запасы на 50 % , а товарные — на 8%. Система ...
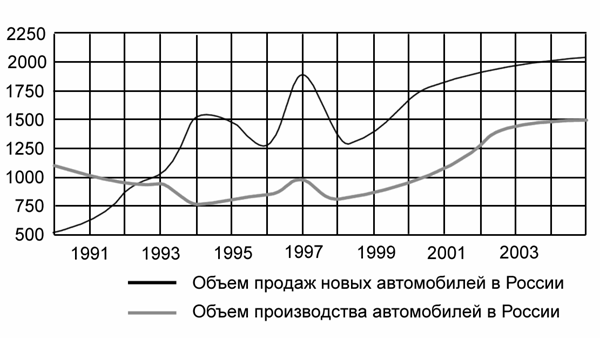
... в конечной продукции отрасли выросла с 62 до 86% (для примера, в Германии этот показатель составляет 94%, во Франции – 87%, в Италии – 88%). Решающим фактором в развитии легковой автомобильной промышленности в России стала бурная автомобилизация населения. В современной структуре российского автомобильного парка 76% приходится на легковые автомобили. Грузовое автомобилестроение практически более ...
0 комментариев