Навигация
Кинематическая схема автомата
16801
знак
0
таблиц
2
изображения
2.1.2. Кинематическая схема автомата
Кинематическая схема автомата показана на листе 3. Шпиндель V получает вращение от электродвигателя М1 (N=4,5 кВт, n=1440 об/мин) через коробку скоростей и клиноременную передачу со шкивами d1=212 мм и d2=170 мм. Коробка скоростей дает возможность получать три частоты левого и три частоты правого движения шпинделя. Необходимая частота вращения шпинделя задается переключателями пульта управления, а также сменными зубчатыми колесами a/b коробки скоростей.
Вспомогательный вал VII получает вращение от электродвигателя М2 (N=1,0 кВт, n=1440 об/мин) через редуктор с червячной парой 2/24, вал VI и муфту М2, которая может быть включена рукояткой 1. Вал имеет постоянную частоту вращения 120 об/мин, от него приводятся в действие все механизмы холостых ходов. На вспомогательном валу VII установлена однооборотная муфта
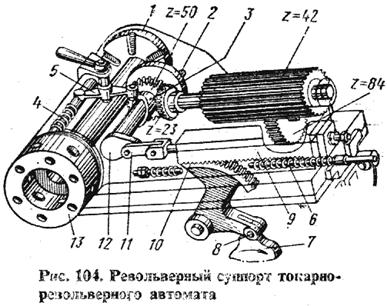
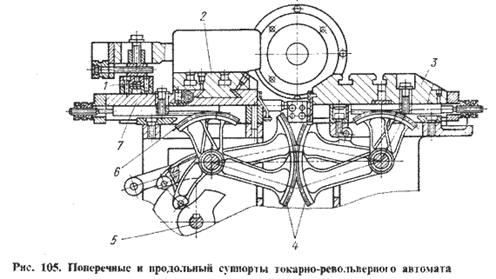
М3. При ее включении влево через зубчатые колеса 36/72 вращение получает вал VIII с барабанными кулачками 2 и 3 подачи и зажима прутка. При включении муфты М3 вправо производится поворот револьверной головки автомата через зубчатые колеса, диск 6 и мальтийский крест 5. От вспомогательного вала VII вращение передается на распределительный вал ХIII через зубчатые колеса 29/79, гитару сменных зубчатых колес c/d e/f, вал ХII, червячную пару 1/40 и далее на распределительный вал ХIV через конические зубчатые колеса 44/44. На поперечном распределительном валу ХIII расположен дисковый кулачек 8, передающий движение револьверному суппорту через реечную передачу 7 и барабан 17 с кулачками переключения частоты вращения шпинделя. На распределительном валу установлены кулачки 12-14 подачи поперечных суппортов 9-11 и барабаны 15 и 16 с кулачками переключения однооборотной муфты М3. Маховиком 4 при наладке вращают вспомогательный вал VII, при этом муфта М2 должна быть отключена.
Устройство для навивки пружин
Устройство для навивки пружин на токарном автомате мод. 1Б124 позволяет в автоматическом цикле осуществлять навивку и отрезку пружин заданного диаметра, длины, шага.
Технические характеристики
Диаметр навиваемой проволоки, мм 2,5
Диаметр пружины, мм 15
Длина пружины, мм 35
Количество витков 14
Шаг, мм 0
Производительность, шт/мин 2,33
Описание конструкции и работы устройства
Схема рабочего пространства станка 1Б124 с устройством для навивки пружин представлена на листе 1. Устройство для навивки пружин состоит из закрепленной в патроне 2 оправки 1, имеющую крючок для захвата проволоки, ножа отрезного устройства 4 и скобы снятия навитой пружины с оправки 5, закрепленных на револьверной головке 3, механизма подачи и правки проволоки 7, ответной части отрезного устройства 8, устройства отключения станка 9 после окончания проволоки в бухте, размещенных на переднем поперечном суппорте 6. Бухта с проволокой 10 расположена перед станком на высоте механизма правки проволоки 7.
Навивочная оправка изображена на листе 2. Она состоит из трубки 1 с ограничительным пазом 4 и заглушкой 3, которая зажимается непосредственно в патроне станка, и самой навивочной оправки 2, часть которой расположена внутри трубки 1 и может перемещаться, сдерживаемая пружиной. Завернутый в оправку штифт 5 ограничивает ее продольное перемещение (в пределах ограничительного паза 4) и не допускает поворот вокруг оси. На оправке 2 расположен крючок 6 для захвата проволоки.
Устройство работает следующим образом. Для навивания пружин (см. лист 1) оправка 1 установлена в патроне станка 2. Револьверный суппорт с револьверной головкой 3 находится в крайнем правом положении, передний поперечный суппорт 6 максимально отведен назад. Конец проволоки, находящейся в бухте 10, вставляют в механизм правки 7, расположенный на переднем поперечном суппорте 6, и подводят к ответной части отрезного устройства 8.
Включают привод станка, который приводит во вращательное движение оправку 1 и обеспечивает подачу переднего поперечного суппорта 6 и револьверного суппорта 3. Передний поперечный суппорт 6 подает проволоку вперед, где ее захватывает крючок оправки 1, одновременно револьверный суппорт 3 обеспечивает поступательное движение оправки с подачей равной шагу навиваемой пружины. В это время передний поперечный суппорт 6 движется назад. Величина подачи револьверного суппорта 3 установлена сменными зубчатыми колесами.
После навивки заданной длины (количества витков), нож 4 отрезает проволоку и скоба 5, снимает навитую пружину с оправки при отходе револьверного суппорта 3 назад, после чего поперечный суппорт 6 начинает движение вперед, захватывая и подавая проволку к крючку оправки 1 и рабочий цикл повторяется. При окончании проволоки в бухте станок автоматически отключается устройством 9.
Модернизация кинематики станка
Для снятия нагрузки с привода, а также для предотвращения износа неиспользуемые при работе устройства для навивки пружин узлы и кинематические цепи станка отключены, на листе 3 они отмечены звездочками. Отключены: муфта М3, установленная на вспомогательном валу VII, а значит исключено движение вала VIII с барабанными кулачками 2, 3 подачи и зажима прутка, мальтийский крест 5 и диск 6 поворота револьверной головки; кулачок 12 вертикального суппорта и кулачок 14 заднего поперечного суппорта; электрические цепи переключения скоростей и направления движения.
Расчет и проектирование наладок станка
Настройка привода главного движения и подачи
Принимаем, что:
навивка проволоки выполняется при nшп=160 об/мин, sрс=2,5 мм/об;
подача проволоки при nшп=160 об/мин, sпс=2,5 мм/об.
Частота вращения вспомогательного вала:
nи= 1440*2/24=120 об/мин
Частота вращения распределительного вала:
nр.в.=120*29/79*c/d*e/f*1/40=1,1*c/d*e/f*
Tц=60/nр.в.=60/1,1* d/c*f /e
Уравнение настройки:
c/d*e/f*=54,5/Т
Похожие работы


... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...

... - определить тип производства и выбрать вид его организации - разработать технологический процесс сборки крана вспомогательного тормоза локомотива - разработать технологический процесс изготовления корпуса - проектирование технологической оснастки - планировка участка механосборочного цеха - экономическая часть. Основной задачей дипломного проекта является систематизация, закрепление и расширение ...

... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
0 комментариев