Навигация
Нанесение отделочных материалов (лакирование)
35095
знаков
4
таблицы
19
изображений
1.2.9.2. Нанесение отделочных материалов (лакирование).
Лакокрасочные материалы на подготовленную поверхность деталей наносят вручную кистями или тампонами, а также механизированно — распылением, наливом, окунанием и на вальцовых станках.
Нанесение лакокрасочных материалов распылением. Этим
способом можно наносить все виды лакокрасочных материалов
на любые поверхности (горизонтальные, вертикальные, криволинейные и профильные). Причем производительность труда повышается в 5—6 раз по сравнению с ручным способом. Распыление лакокрасочных материалов выполняют различными методами: сжатым воздухом, перегретым паром, электростатическим, механическим и электромеханическим.
Наиболее распространен способ нанесения лакокрасочных материалов сжатым воздухом (пневматическое распыление), который подается в пистолет-распылитель под давлением 0,3—0,5 МПа. Отделочный материал из распылителя подается под давлением 0,02—0,15 МПа. Встречая на своем пути сильный воздушный поток, отделочный материал распыляется форсункой пистолета и ложится на отделываемую поверхность в виде мелких капель, которые, расплываясь, образуют сплошное ровное покрытие.
1.2.9.3. Сушка.
В технологическом процессе отделки операция сушки повторяется и занимает много времени. Сокращение сроков сушки даст возможность не только сэкономить время на выполнение этой операции, но и организовать непрерывно-поточный процесс отделки на конвейерах, полуавтоматических и автоматических линиях.
На продолжительность сушки лакокрасочных покрытий влияют температура окружающей среды, состав лакокрасочных материалов, толщина покрытий. Сушку лакокрасочных покрытий можно осуществлять конвективным, терморадиационным, фотохимическим способами, а также и аккумулированием тепла на поверхности древесины.
При конвекционном способе сушки испарение растворителей происходит наиболее интенсивно из верхних слоев, что способствует образованию на поверхности покрытия пленки, которая тормозит выход паров из нижней ее части. При форсировании процесса сушки на покрытии из паров растворителя образовываются маленькие пузырьки, что делает поверхность неровной. Для предупреждения этого дефекта сушку ведут по ступенчатым режимам, разделяя сушильную камеру на зоны. Температура в первой зоне должна быть 20—25 °С, во второй 25—30 °С, в третьей 30-40 °С, в четвертой 20 °С.
Полиэфирные лаки горячего отверждения сушат при температуре 60—80°С на протяжении 2—3 ч.
1.2.9.4. Облагораживание покрытия, шлифование, полирование.
Все лакокрасочные покрытия должны иметь ровную и гладкую поверхность (блестящую или матовую). Однако при всех видах отделки на поверхности пленки образуются неровности (волнистость, шероховатость). В процессе облагораживания эти неровности должны быть сняты.
Обыкновенным полированием можно снять только шероховатость, а волнистость после полирования становится еще более заметной. Поэтому перед полированием поверхность сначала шлифуют, а затем полируют до зеркального блеска специальными жидкостями или полировальными пастами.
Шлифование поверхности лакокрасочного покрытия после полного его высыхания выполняют шлифовальными шкурками и реже — шлифовальными пастами. Шлифуют поверхности ручным и механизированным способами.
При шлифовании полиэфирных покрытий поверхность не увлажняют, потому что эти покрытия образуются вследствие химической реакции и стойки к нагреву.
Для промежуточного шлифования лакокрасочных покрытий, при котором удаляются только поверхностные дефекты, применяют виброшлифовальные станки модели Шл2В.
Полирование поверхности производится на барабанном полировальном станке П1Б. Барабанные полировальные станки применяют для полирования поверхности щитовых деталей. Эти станки компактны, производительны и дешевы, так как полировальные барабаны собраны из отдельных дисков. Каждый диск барабана состоит из трех гофрированных шайб, изготовленных из нескольких слоев тканевых полос.
Для полирования лакокрасочных покрытий применяют жидкие полировальные пасты № 290, в которых абразивным порошком является окись алюминия, или твердые—в виде брикетов. Жидкие пасты наносят непосредственно на полируемые поверхности, а твердые устанавливают в специальные приспособления, имеющиеся на станках.
1.2.10. Окончательная сборка изделия.
Окончательная сборка изделия производится после всех подготовительных работ и происходит в следующем порядке:
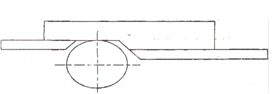
1) склеивают ножки и сухари с царгами. (Рис. 3).

Рис.3.
1 – ножка;
2 – царга;
3 – сухарь.
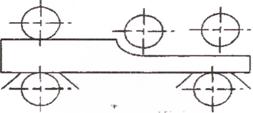
 2) На получившуюся раму накладывают крышку стола так, чтобы шипы на царгах, уже смазанные клеем, вошли в углубления столешницы. Рис. 4.
2) На получившуюся раму накладывают крышку стола так, чтобы шипы на царгах, уже смазанные клеем, вошли в углубления столешницы. Рис. 4.
Рис. 4.
1 – крышка стола;
2 – рама стола.
Кухонный стол готов.
2. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Основные материалы.
Древесина на бруски — 0,01584 м3;
Древесина на царги — 0,006 м3;
Древесина на сухари — 0,00108 м3;
Итого древесины — 0,023 м3.
Цена за единицу объема – 1000 руб. за м3.
Древесностружечная плита – 0,5 м2.
Цена за единицу площади - 200 руб. за м2.
Вспомогательные материалы.
Лак - 1 литр. Цена - 80 руб. Растворитель - 0,5 литра. Цена - 12 руб. Клей – 1л. Цена - 58 руб.
Калькуляция определения себестоимости и цены продукции дипломного изделия.
| № п/п | Наименование статей затрат | сумма |
| 1 2 | Основные материалы Вспомогательные материалы | 123 руб. 150 руб. |
| 3 | Зарплата, основная | 200 руб. |
| 4 | Зарплата дополнительная | 9,9% от основной з/пл (резерв на отпуск) – 20 руб. |
| 5 | Отчисление на соц. страхование | 36,5% от суммы (осн.+доп. Зарплата) – 80,3 руб. |
| 6 | Расходы на содержание и эксплуатацию оборудования | 10% от суммы (осн.+доп. Зарплата) – 22 руб. |
| 7 | Общезаводские расходы | 30% от суммы (осн.+доп. Зарплата) – 66 руб. |
| 8 | Прочие расходы | |
| 9 | Производственная себестоимость | Сумма с 1 по 8 пункты: 666 руб. |
| 10 | Коммерческие расходы | 1-1,5% от производства, себестоимость: 74 руб. |
| 11 | Полная себестоимость | Сумма с 1 по 10 пункты (т.е.9+10) 740 руб. |
| 12 | Прибыль | 10% от полной себестоимости 74 руб. |
| 13 | Оптовая цена | Сумма пункт 11+пункт 12 814 руб. |
| 14 | Налог на добавленную стоимость (НДС) | 20% от оптовой цены 163 руб. |
| 15 | Отпускная цена | Сумма пункт13+пункт 14 977 руб. |
3. БЕЗОПАСНЫЕ ПРИЕМЫ РАБОТЫ
Общие правила техники безопасности при работе
на деревообрабатывающем оборудовании.
Современное деревообрабатывающее оборудование оснащено быстродействующими режущими инструментами, механизмами подачи и другими приспособлениями. При работе на деревообрабатывающих станках нужно знать и строго выполнять следующие общие правила техники безопасности:
нельзя начинать работу на станке, не изучив его устройства, эксплуатации и основных правил техники безопасности;
работать можно только на полностью исправном станке;
режущий инструмент и все движущиеся части должны быть надежно закреплены и защищены;
защитные устройства должны быть простыми, легко сниматься и откидываться, не усложняя наблюдения за процессом работы;
перед началом каждой смены нужно проверить исправность приспособлений;
нельзя работать на станке со снятыми или неисправными защитными приспособлениями;
при изменении размеров обрабатываемого материала защитные приспособления должны регулироваться быстро и легко, без применения специального инструмента;
механическая подача должна быть сблокирована с пусковым устройством режущих инструментов, чтобы избежать ее включения до пуска режущего инструмента;
части деревообрабатывающих станков, которые быстро возвращаются в исходное положение, должны обеспечиваться надежными тормозными устройствами;
запрещается тормозить режущие инструменты и другие движущиеся части случайными предметами;
рычаги, педали и рукоятки для остановки станков должны действовать безотказно и быть на кратчайшем расстоянии от рабочего;
органы управления станком (кнопки, рычаги, ручки) должны быть на высоте 0,8—1,2 м от уровня пола и не дальше чем 0,6 м от станка в таком месте, чтобы к ним был свободный доступ (случайное включение их исключено);
при кнопочной системе управления нужно, чтобы кнопка «Пуск» была утоплена в оправе не менее чем на 5 мм, а кнопка «Стоп» ярко-красного цвета была рядом, но не ближе чем на 50 мм и выступала из оправы не менее чем на 3 мм;
при работе на станке нужно быть внимательным, не разговаривать с посторонними;
нельзя удалять отходы, чистить и смазывать станок во время работы (для этого его нужно остановить и отключить от электросети);
на каждом рабочем месте должен быть ящик или шкаф для хранения инструментов, проверочных устройств и приспособлений;
нельзя класть ключи, линейки и другие инструменты на станок;
станки, при работе на которых необходим постоянный надзор за правильностью выполнения операций (фрезерные, шипорезные и др.), должны иметь местное освещение;
на рабочем месте не должно быть ничего лишнего; проходы возле станков должны быть свободными, пол — ровным;
при отключении станка нельзя отходить от него до полной его остановки;
по окончании работы (смены) станок нужно очистить и смазать, о выявленных недостатках доложить мастеру смены или сменному станочнику.
Для привода деревообрабатывающего оборудования и электроинструмента применяется электрическая энергия. Некоторые части электрического оборудования в случае повреждения изоляции могут оказаться под напряжением, поэтому необходимо внимательно следить за постоянной исправностью изоляции.
От поражения электрическим током защищает заземление. Для заземления применяют стальные трубы диаметром 35—65 мм и длиной 2—3 м. Эти трубы забивают в землю на расстоянии 3 м друг от друга и соединяют металлической полосой, используя сварку, а затем присоединяют к оборудованию. На незаземленном оборудовании работать нельзя.
Электрифицированный инструмент трехфазного тока включают в сеть четырехжильным кабелем, одна жила которого предназначена для заземления. При осмотре оборудования обязательно обратить внимание на целостность электропроводов. Оголенные места проводов необходимо немедленно заизолировать.
Противопожарные мероприятия на деревообрабатывающих предприятиях.
По степени противопожарной безопасности все предприятия делятся на 5 категорий: А, Б, В, Г, Д. Наиболее пожароопасные предприятия — категории А, наименее — категории Д. Деревообрабатывающие цехи относятся к категории В, отделочные — к категории Б. Древесина и ее отходы пожароопасны, поэтому на деревообрабатывающих предприятиях особенно строго нужно соблюдать противопожарный режим:
Дороги и подъезды на территорию предприятия должны быть исправными, подходы и подъезды к зданиям и сооружениям — свободны, проходы и выходы в цехах не загромождены. Цехи и склады систематически следует очищать от отходов. Приборы системы отопления, строительные конструкции нужно очищать от пыли. Курить и использовать открытый огонь в деревообрабатывающих цехах запрещается. На выполнение огнеопасных работ в цехах нужно иметь разрешение противопожарной охраны. В деревообрабатывающих цехах запрещается хранить легковоспламеняющиеся вещества.
Отделочные участки, находящиеся в составе цехов, обязательно отделять от производственных участков других категорий противопожарными стенами, тамбурами, шлюзами, коридорами или лестничными клетками. Все несущие и защитные конструкции должны быть огнеупорными, преимущественно из сборного железобетона. В прорезях внутренних стен или в стенах, которые ведут непосредственно на лестничные клетки, должны быть защитные противопожарные двери или ворота из огнеупорных материалов. Пол в отделочных цехах настилают
из огнеупорных и стойких к различным растворителям материалов.
Камеры, предназначенные для нанесения и сушки лакокрасочных материалов, в которых создаются высокие концентрации паров растворителей, необходимо оборудовать усиленной вытяжной вентиляцией. При применении полиэфирных лаков нельзя смешивать катализатор с ускорителем, так как при этом образуется взрывоопасная смесь. Катализатор необходимо хранить в стеклянной или алюминиевой посуде.
При эксплуатации электрических сетей необходимо следить за исправностью проводов, чтобы не допускать искрения, нагрева или короткого замыкания. Подшипники электродвигателей регулярно смазывать, а сами электродвигатели очищать от пыли, стружки и опилок. Конвейеры, станки, вентиляторы, кабины, трубопроводы необходимо надежно заземлять. Ремонтные работы в отделочных цехах с применением открытого огня
разрешается выполнять только в нерабочее время после тщательного проветривания цеха, очистки от пыли оборудования и обеспечения рабочего места средствами пожаротушения.
Противопожарный инвентарь (лопаты, ведра, огнетушители, ящики с песком, бочки с водой) должен быть во всех цехах и на складах в специально отведенных для них местах. Спецодежду хранят развешанной в шкафах в специальных помещениях. Не разрешается оставлять в карманах спецодежды промасленный обтирочный материал и спички. Для курения отводят специальные места (за пределами отделочных цехов), где должны быть урны и бочки с водой. Отходы нитролака не разрешается выбрасывать в ящики для мусора и на свалку. Их нужно собирать в специальные металлические ящики с плотно закрывающимися крышками, выносить из цехов и уничтожать
в отведенных для этого местах.
Основным средством для тушения пожара является вода, поэтому каждый цех предприятия должен быть обеспечен водой для противопожарных целей. Противопожарный водопровод должен быть рассчитан на высокое или низкое давление. В водопроводах высокого давления напор воды, необходимый для тушения пожара, создается непосредственно от гидранта при помощи специально установленных стационарных насосов. Стационарные пожарные насосы должны быть оборудованы устройствами, которые обеспечивают пуск насосов не позже чем через 5 мин после подачи сигнала о возникновении пожара.
В водопроводе низкого давления нужный для тушения пожара напор создают передвижными пожарными насосами (автонасосами, мотопомпами).
4. ГРАФИЧЕСКАЯ ЧАСТЬ
Эскизы кухонного стола и отдельных узлов.
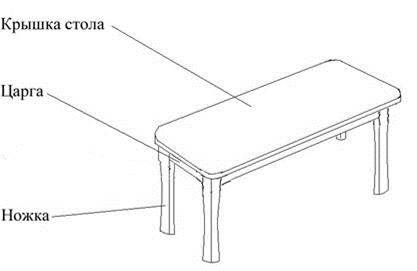
1. Внешний вид стола в собранном состоянии.

2. Деталь крепления – сухарь.

3. Строение крышки стола.
4. Узел крепления ножки с двумя царгами и сухарем.
1 – ножка;
2 – царга;
3 – сухарь.
5. Стол перед окончательной сборкой.
1 – крышка стола;
2 – рама стола.
Станки и инструменты, использующиеся в столярном деле.
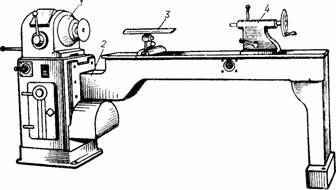
1. Токарный станок.
1 – передняя бабка;
2 – станина;
3 – подручник;
4 – задняя бабка.

2. Шлифовальная машина с прямоугольной площадкой.
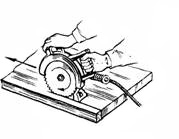
Рис. 3. Циркулярная электропила.

Рис. 4. Электрофуганок.
Похожие работы

... можно сделать следующие выводы: Мощность мясорубки и самозатачивающийся нож из нержавеющей стали - залог ее качественной работы. ГЛАВА II. Разработка и изготовление электрической мясорубки 2.1 Разработка электрической мясорубки Вообще большинство современных электромясорубок по своим характеристикам приближаются к уровню полупрофессиональной техники. Обычно основное внимание покупателя ...


... Необходим творческий подход к решению конструкции каждой новой модели изделия; недопустимо при разработке моделей модного направления использовать старые базовые конструкции. При раскрое и изготовлении изделий возникают различные дефекты: 1. Выполнение операции при несоблюдении технических условий выполнения данной операции; 2. Несоответствие материалов по фактуре; 3. Неточность создаваемой ...
... -0,2% (15+150)×0,2%׃100 0,33 5 Итого: 208,23 3.2 В расчете принимаются следующие данные 1. Арендная площадь 150 м² 2. Деревообрабатывающие станки - 6 шт. 3. Цех специализируется на изготовлении навесного шкафа Один мастер в месяц изготавливает 40шт. Всего за месяц 5 столяров выполняют 200 шт. Арендная плата составляет 25000 т. р. 25000: 200 = 125р. - стоимость ...
... обработки, посуда, инвентарь, оборудование, технология и ассортимент блюд и изделий, традиционных для данной кухни. Во втором разделе рассмотрена технология приготовления итальянских мучных кулинарных изделий. Особенности приготовления и реализации. В ходе выполнения работы мы выяснили, что в Италии существуют аналоги русским мучным кулинарным изделиям, это пирожки, открытые и закрытые пироги, ...
0 комментариев