Навигация
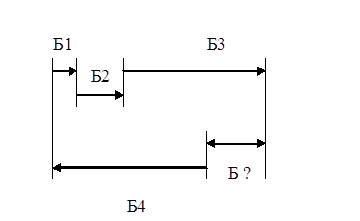
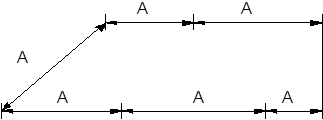
Из рис. 3.2 следует, что : А1, А2, А3 -увеличивающие; А4, А5 - уменьшающие размеры.
Следовательно:
1 2 3 1 , а 4 = 5 = -1
Подставляем в формулу 2.3.1
А= А1 + А2 + А3’ - А4 - А5 = 175 + 20 + 74,3 – 110 – 153 = 6,3 мм.
А![]()
0 вылет поршня.
0 вылет поршня.
Назначение допусков.
![]() = +0,12
= +0,12 ![]() = 0
= 0
Т = ![]() -
- ![]() = +0,12 + 0 = 0,12
= +0,12 + 0 = 0,12
Метод максимума – минимума.
Рассчитываем средний допуск.
![]() =
=
![]() =
= ![]() = 0,024
= 0,024
Ориентируемся на средний допуск с учетом сложности изготовления детали и величины ее номинального размера.
Таблица 3.2.1.2.
| Сложность изготовления | Номинальный размер | |
| Max A A A A Min A | A A A A A | A A A A |
Максимальный
допуск назначаем
на размер A![]() .
Несколько
меньший допуск
назначаем на
A
.
Несколько
меньший допуск
назначаем на
A![]() и A
и A![]() .
Номинальный
допуск назначаем
на размер A
.
Номинальный
допуск назначаем
на размер A![]() .
Мы назначаем
max допуск
на размер A
.
Мы назначаем
max допуск
на размер A![]() ,
т.к. этот размер
является межосевым
расстоянием
между двумя
отверстиями
сложной формы.
Для назначения
допусков на
размеры используем ГОСТ 6636-69 разд.
Ra10:
,
т.к. этот размер
является межосевым
расстоянием
между двумя
отверстиями
сложной формы.
Для назначения
допусков на
размеры используем ГОСТ 6636-69 разд.
Ra10:
Т![]() = 0,05 мм.
= 0,05 мм.
T4 = Т5 = 0,025 мм.
Т2 = Т1 = 0,01 мм.
Проверяем правильность назначения допусков.
Т =
![]() = 0,05 + 0,025 + 0,025 + 0,01 + 0,01 = 0,12 мм.
= 0,05 + 0,025 + 0,025 + 0,01 + 0,01 = 0,12 мм.
Допуски назначены верно.
Теоретико-вероятностный метод.
![]() Т
Т ![]() t
t![]()
 не
более 10%
не
более 10%
Рассчитываем средний допуск.
Тср =
 =
=
 =
=  =0,0454
мм
=0,0454
мм
t![]() = 2,57 для р = 1%
= 2,57 для р = 1%
Ориентируемся на средний допуск с учетом сложности изготовления детали и ее номинального размера. Для назначения допусков используем ГОСТ 6636-69 ряд Rа20:
Т![]() = 0,1 , T4
= T5 =0,04, T1 = 0,02, T2 = 0,01
= 0,1 , T4
= T5 =0,04, T1 = 0,02, T2 = 0,01
T![]()
![]() t
t![]() =
=
=2,57
![]() =
=
=2,57
![]() =
=
=2,57 ![]() = 0,1119
= 0,1119
![]() 0,12 > 0,1119 на
6,75%
0,12 > 0,1119 на
6,75%
![]() Допуски
назначены
верно.
Допуски
назначены
верно.
Назначение координат середин полей допусков составляющих звеньев.
![]() =
=
![]()
![]() ,
где
,
где
![]() - назначается
произвольно
из конструктивных
соображений.
После расчета
предельные
отклонения
не должны иметь
четвертого
знака после
запятой.
- назначается
произвольно
из конструктивных
соображений.
После расчета
предельные
отклонения
не должны иметь
четвертого
знака после
запятой.
![]() =
=
![]() мм
мм
Чаще
всего для наружных
размеров
![]() = -
= -![]()
для
внутренних
размеров ![]() =
=
![]()
Для метода max/min
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]()
![]() мм
мм
![]() мм
мм
Проверка
![]() = 0,005+0,005+0,025+0,0125+0,0125=
= 0,005+0,005+0,025+0,0125+0,0125=
= 0,01+0,025+0,025 = +0,06
Для теоретико-вероятностного метода
![]() мм
мм
![]() 0
0
![]() мм
мм
![]() мм
мм
![]() -
-![]() мм
мм
Проверка
![]() = 0,01 +
0,05 + 0,02(-1) - 0,02(-1) = +0,06
= 0,01 +
0,05 + 0,02(-1) - 0,02(-1) = +0,06
Определение верхних и нижних отклонений
![]() ;
; ![]()
Для метода максимума-минимума
![]() 0,005 +
0,005 + ![]() +0,01 мм
+0,01 мм
![]() 0,005 +
0,005 +![]() = +0,01 мм
= +0,01 мм
![]() 0,025 +
0,025 +![]() = +0,05 мм
= +0,05 мм
![]() -0,0125 +
-0,0125 + ![]() = 0
= 0
![]() -0,0125 +
-0,0125 +![]() = 0
= 0
![]()
![]() = -0,0125 +
= -0,0125 + ![]() = 0
= 0
![]() 0
0
![]() 0,025
-
0,025
- ![]() 0
0
![]() -0,025 мм
-0,025 мм
![]() -0,025 мм
-0,025 мм
Для теоретико-вероятностного метода
![]() = 0,01+
= 0,01+![]() +0,02 мм
+0,02 мм
![]() 0,01-
0,01-![]() 0
0
![]() 0 +
0 + ![]() +0,005 мм
+0,005 мм ![]() 0 -
0 -![]() -0,005 мм
-0,005 мм
![]() мм
мм
![]() 0,05 -
0,05 - ![]() 0
0
![]() +0,04 мм
+0,04 мм ![]() 0
0
![]() 0
0
![]() -0,04 мм
-0,04 мм
Ответ
|
| Максимума-минимума | Теоретико-вероятностный |
| А1 | 160 +0,01 | 160 +0,02 |
| А2 | 28 +0,01 | 28 0,005 |
| А3 | 100 +0,05 | 100 +0,1 |
| А4 | 125–0,025 | 125+0,04 |
| А5 | 135–0,025 | 135-0,04 |
Список использованной литературы
ГОСТ 16320-80 «Цепи размерные. Методы расчета плоских цепей.»
ГОСТ 6636-69 «Номинальные линейные размеры»
Якушев А.И., Воронцов Л.Н., Федотов Н.М. «Взаимозаменяемость, стандартизация и технические измерения» Москва «Машиностроение» 1987 г.
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ
ЭЛЕКТРОНИКИ И МАТЕМАТИКИ
( ТЕХНИЧЕСКИЙ ИНСТИТУТ )
КУРСОВАЯ РАБОТА
НА ТЕМУ:
РАСЧЁТ РАЗМЕРНЫХ ЦЕПЕЙ
( СТАНДАРТИЗАЦИЯ )
ВАРИАНТ № 8
Студент:
Меньшов А.В.
Группа: И-42 Преподаватель:Гусакова Л. В.
Москва, 1998 год
Похожие работы

... и экономически. Сужение ряда ведет к увеличению серийности, а следовательно снижению трудоемкости и себестоимости, но может вызывать излишние затраты при эксплуатации. 2. Выбор и расчет посадок для гладких соединений 2.1 Выбор посадок по аналогии Задание: начертить узел, обозначить позициями детали угла или пронумеровать их. Подобрать по аналогиям с обоснованием стандартные посадки для ...
... методом назначать более широкие допуски на составляющие звенья, допуская при этом у некоторой небольшой части изделий выход размеров замыкающего звена за пределы поля допуска. 4. Литература. 1. Методические указания к курсовой работе по курсу ”Взаимозаменяемость, стандартизация и технические измерения”. Расчет размерных цепей. Расчет кинематической точности кинематических передач и цепей.

... где DoD = (DвD+DнD)/2 , Doi = (Dвi+ Dнi)/2 соответствено координаты середин полей допусков замыкающего и составляющих звеньев размерной цепи. 2.3.3. Основные методы расчета размерных цепей. В размерных цепях, в которых должна быть обеспечена 100%-ая взаимозаменяемость, допуски расчитываются по методу максимума-минимума. Методика расчета по этому методу достаточно проста, однако при этом ...

... координат середин полей допусков, допусков и предельных отклонений составляющих звеньев по заданным аналогичным значениям исходного звена. Прямая задача не решается однозначно. 2.2.1.1. Основные закономерности размерных цепей. Связь номинальных размеров. А = Где: А - номинальный размер исходного звена; А - номинальный размер составляющих звеньев; i - коэффициент влияния; n-1 – количество ...
0 комментариев