Навигация
Расчет первого варианта получения заготовки – Из проката
15310
знаков
0
таблиц
2
изображения
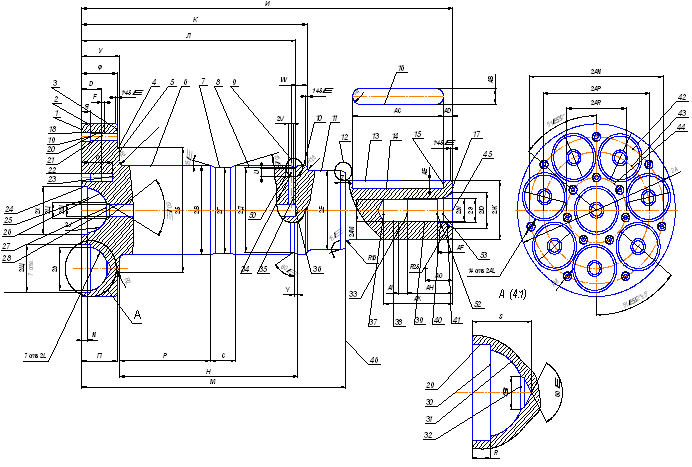
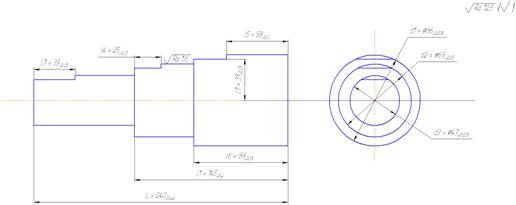
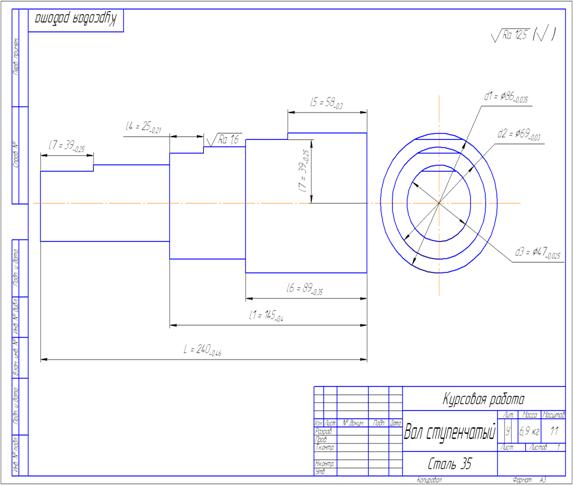
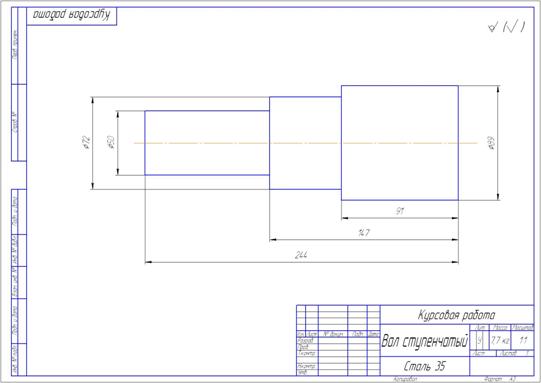
3.2 Расчет первого варианта получения заготовки – Из проката.
Определяем массу детали и массу заготовки
Gдет = 3 кг
Gзаг = Gдет/Kисп = 3 / 0,54 = 5,5 кг
Kисп – коэффициент использования металла заготовки
Kисп = 0,54 ( [1], стр 11 Таблица №2 )
Расчет Общей стоимости изготовления детали
Сдет = Сзаг + С обр – Сотх ( [1], стр 10 )
Сзаг - затраты на материал и изготовление заготовки
С обр – затраты на механическую обработку заготовки
Сотх - стоимость отходов при механической обработки
С обр = ( Gзаг – Gдет )* 0,55 = ( 5,5-3 )* 0,55 = 1,375 руб ( [1], стр 10 )
Gзаг – масса заготовки , кг
Gдет – масса детали , кг
0,55 – стоимость механической обработки 1 кг металла , руб ( [1], стр 10)
Сотх = ( Gзаг – Gдет )* С*отх * 10 = ( 5,5 -3)* 99*10-3 * 10 = 2,475 руб
С*отх – заготовительная цена 1 тонны стружки
С*отх = 99*10-3 руб за 1 кг стружки ( [1], стр 12 Таблица №3 )
Сзаг = Gзаг * Спр * 10 = 5,5 * 390*10-3 * 10 = 21,45 руб ( [1], стр 12 )
Спр – оптовая стоимость заготовки
Спр = 390*10-3 руб за тонну ( [1], стр 16 Таблица №6 )
Сдет = Сзаг + С обр – Сотх = 21,45 + 1,375 - 2,475 @ 20 рублей
Из экономических расчётов делаем вывод, что наиболее экономически целесообразным является изготовление заготовки
методом Горячей штамповки.
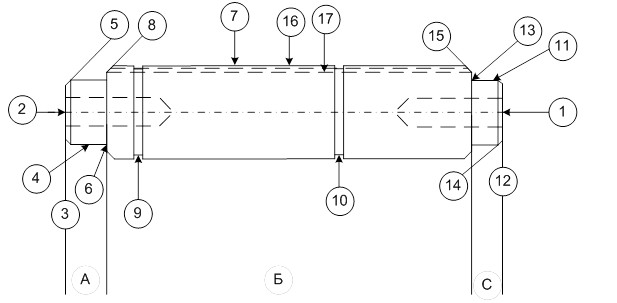
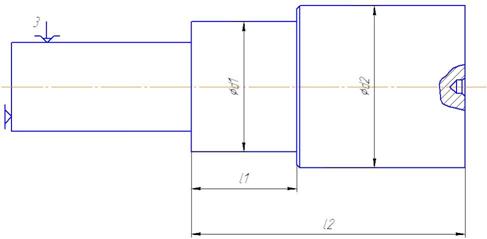
Выбор технологических баз
Выбор технологических баз зависит от конструкций заготовки и готовой детали, от применяемого оборудования. За черновую базу берем наружную поверхность вращения . За чистовую базу принимаем центровые отверстия и торец.
1 – Черновая база 2- Чистовая база
5. Составление технологического маршрута обработки
Схема маршрута определяется в зависимости от конфигурации, размеров, массы, методов получения заготовки. Последовательность схемы технологической обработки составляем, руководствуясь тем, что
005 Токарная
Обработка торцов вала и центрирование детали
010 Токарная
015 Токарная
020 Фрезерование
Нарезание шлицев
025 Шлифование
Шлифование шлицев по внешнему диаметру
030 Контроль
Контроль детали , ее соответствие рабочему чертежу , точности размеров , итд.
6. Разработка технологических операций
6.1. Токарная операция. №1. Черновое точение.
Предварительный выбор оборудования. Учитывая требуемую точность и шероховатость поверхности и размеры детали выбираем Токарно-Винторезный станок 16М63БФ101 ( мах диаметр обрабатываемой детали 650 мм, наибольшая длина обрабатываемой поверхности 2800 мм, частота вращения шпинделя 12,5-1600 об/мин , мощность 11 кВт.
Инструмент
Резец проходной прямой с пластинами из твердого сплава по
(ГОСТ 18878-73) ( Т15К6) h=25 мм , B= 15 мм, L=140 мм, R=1,0 мм
Расчеты
А) Выбираем глубина резания для чернового точения, t = 2 мм
0,8 – слой металла, оставленный на токарную операцию №2 (Чистовое)
Б) Подача, допускаемая твердостью пластин из твердого сплава резца при точении высоколегированной стали выбираем S0 = 0,5 ( мм/об )
В) Скорость резания находим по формуле
V = Kv * Сv /(Tm * t x* Sy)
Сv, x , y, m – коэффициенты для определения скорости
m = 0,2 ; x = 0,15 ; y = 0,35 ; Cv = 350 ( табл 17 стр 269)
Kv - Поправочный коэффициент
Kv = Kmv * Knv * Kuv = 0,8 * 1,0 * 1,0 = 0,64
Kmv – учитывает влияние физико-механических свойств на Vрез
Kmv = Kг* ( 750/Gв )Nv = 0,8
Knv = 0,8 учитывает влияние состояния поверхности заготовки на Vрез
Kuv = 1,0 учитывает влияние инструментального материала
V = Kv * Сv /(Tm * t x * Sy) = 0,64 *350 /( 450,2 * 20,15 * 0,50,35 ) =120 мм/мин
2) Сила резания
Pz = 10* Cp* tx * Sy* Vn * Kр
Kp= Kmp * Ky * Kфиp * Kyp * Krp
Kmp = (Gв /750 )Nv – учитывет качество обрабатываемого материала
Ky , Kфи , Kn , Kp – учитывают параметры режущей части инструмента
Kp = 0,85 ; Nv = 0,75 ; Kфиp = 1,0 ; Kyp = 1,0 ; Kmp = 0,85
Cp = 300; x = 1,0 ; y = 0,75 ; n = -0,15 (табл 22 стр 273)
Pz = 10* 300* 21 *0,5 0,75 * 120-0.15 *0,85 = 1740 H
3) Мощность резания
N= Pz * V / 1020 *60 = 1740*120 /1020*60 = 3,41 кВт
Похожие работы
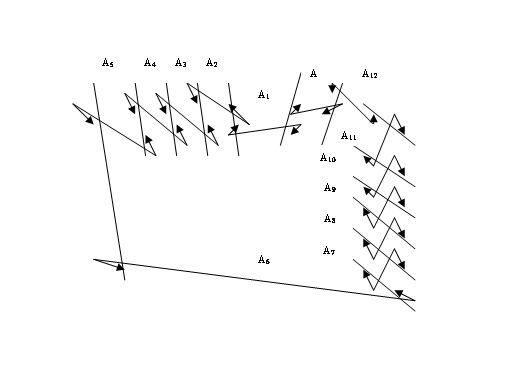
... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... черновое точение Номинальные припуски: - для чистового шлифования - для чернового шлифования - для чистового точения - для чернового точения 2. Разработка технологического маршрута серийного изготовления детали "Вал шлицевой" Вал шлицевой предназначен для передачи крутящего момента от входного вала на присоединенный к нему механизм. Конструкция ступеней зависит ...
... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...

... и требующая строго поддерживаемого порядка. А также многие другие. В данной курсовой работе рассмотрен технологический процесс обработки изделия – «Вал ступенчатый». Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи, поэтому целесообразно ...
0 комментариев