Навигация
Чрезмерное быстрое заполнение нижних рядов формы может привести к образованию газовых раковин в отливках
92859
знаков
38
таблиц
2
изображения
1. Чрезмерное быстрое заполнение нижних рядов формы может привести к образованию газовых раковин в отливках.
2. Недостаточная скорость заполнения верхних рядов, особенно если отливки тонкостенные, может привести к незаполнению формы вследствие того, что металл затвердевает прежде, чем заполнится форма.
Поэтому важно, чтобы отдельные полости формы заполнялись за определенное одинаковое время.
Применительно к дипломной работе, объектом расчета является задачи по нахождению площади поперечных сечении f1, f2, f3, f4 питателей.
Расчет ведется по формуле Озанна:
![]() =
= ![]() ,см
,см
Данные к задаче:
Многоместная форма, получаемая на автоматической формовочной машине, заливается чугуном.
Размеры каждой отливки а*в*с=100*200*100. Оси питателей размещены на расстоянии а/2 от днищ форм и расстояние между осями питателей h=140 мм. Размер h0=140 мм в процесс заливки формы остается неизменным. Коэффициент расхода всех питателей принять одинаковым и равным ![]() =0,7. Время заполнения всех отливок будет одинаковым и равны Т = 7 с.
=0,7. Время заполнения всех отливок будет одинаковым и равны Т = 7 с.
Временем заполнения литниковой системы (чаши, стояка, питателей) пренебречь. Воздух и газы удаляются из формы за счёт её газопроницаемости. Давление на свободной поверхности расплава считать атмосферным.
Расчёт задачи:
Определяем HСР для каждой отливки по формуле Диттерта:
HСР = HО – P2/2*C , где
НО – высота стояка;
Р – высота отливки над питателем;
С – полная высота отливки.
Определяем площадь поперечного сечения питателя подставляя найденное значение Нср в формулу Озанна:
![]() =
= ![]() , где
, где
F – площадь отливки;
T – время заливки с.;
![]() – коэффициент расхода питателя;
– коэффициент расхода питателя;
g = 981 см/с2.
1. Но = 560 мм. Р = а/2 = 50 мм. С = а = 100 мм.
Нср = 56 – 25/20 = 54,75 см.
f1= ![]() =1,24см2
=1,24см2
2. Н0 = 420 мм.
Нср = 42 – 1,25 = 40,75 см.
f2 = 2000/4,9*282,75 = 1,43 см2
3. Но = 280 мм.
Нср = 28 – 1,25 = 26,75 см
f3 = 2000/4,9*229,1 = 1,81 см2
4. Н0 = 140 мм.
Нср = 14 – 1,25 = 12,75 см
f4 = 2000/4,9*158,17 = 2,57 см2
4.Анализ вредных и опасных производственных факторов, меры пожарной безопасности. 4.1.Санитарно-технологическая характеристика производства.
Литейное производство характеризуется наличием большого количества вредных и опасных производственных факторов, имеющихся на всех участках производственного процесса. Специфика литейного производства не позволяет полностью устранить влияние этих факторов на работающих, но с применением современных методов производства, можно значительно уменьшить их воздействие. Внедрение в производство автоматизации на наиболее вредных и опасных для здоровья людей участках позволяет отказаться от применения ручного труда. Строгое разграничение производственных участков исключает воздействие факторов технологического процесса одного участка на рабочих другого участка, т. к помещения участков изолированы друг от друга.
В проектируемом цехе имеются следующие вредные производственные факторы (по ГОСТ 12.0.003-74):
1. Повышенная загазованность воздуха рабочей зоны, присутствует на участках
- Плавки;
- Выделение легкоплавких и легко испаряемых элементов;
- Смесеприготовления - при приготовлении связующего.
- Опасность загазовоности в том, что при длительном воздействии на организм они могут привести к отравлениям, к хроническим изменениям в организме, проявляемым в повреждениях внутренних органов, кровеносной системы, нервной системы; могут иметь канцерогенное действие, оказывать удушающее, наркотическое и раздражающее воздействие.
2.Повышенная запыленность воздуха.
Проявляется на участках:
- Подготовки шихтовых и формовочных материалов;
- Смесеприготовления;
- Выбивки отливок;
- Очистки, отрезки.
Повышенная запыленность может привести к раздражению слизистой оболочки, кожи, десен; к повреждению дыхательных путей; к появлению профессионального заболевания - пневмокониоз.
3.Повышенная температура воздуха рабочей зоны.
Имеется на участках:
- Плавки, от трёх электродуговых плавильно-заливочных агрегатов;
- Термообработки, отливок от действия трёх печей;
- Прокалки форм от трёх прокалочных печей.
Влияние фактора повышенной температуры рабочей зоны заключается в снижении работоспособности, ослаблении сопротивляемости организма - к повышению заболеваемости, к тепловому истощению или удару.
Похожие работы
... ООО "Байп ко лтд.", остальные акции - различным физическим и юридическим лицам. Уставный фонд НЗФ составляет 75884,495 тыс. грн., номинал акции - 0,25 грн. Цветная металлургия Цветная металлургия Украины имеет целый ряд подотраслей: алюминиевую, электродную, титано-магниевую, редкометальную, твердосплавную, никель-кобальтовую, свинцово-цинковую, сурмяно-ртутную, металлообрабатывающую, вторичной ...
... время цветная металлургия обеспечивает металлами машиностроение и другие отрасли народного хозяйства страны, а также отдельные отрасли промышленности - радиотехнику, электротехнику, авиационную, электронику. Цветная металлургия Украины имеет целый ряд подотраслей: алюминиевую, электродную, титано-магниевую, редкометальную, твердосплавную, никель-кобальтовую, свинцово-цинковую, сурмяно-ртутную, ...
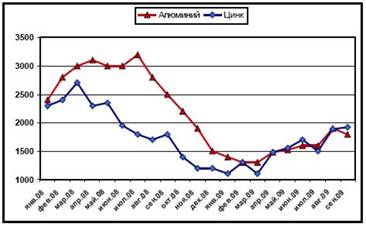
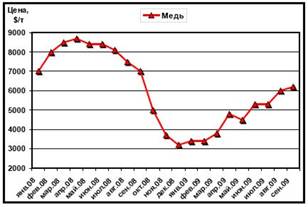
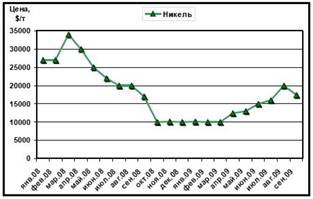
металл лежал на складах, и его пришлось продавать себе в убыток. Остается лишь пожелать им избежать подобного развития событий. Конъюнктура мирового рынка диктует биржевые цены на цветные металлы. Фундаментально баланс спроса и предложения – а фактически производства и потребления металлов – определяет котировки, в том числе и на украинскую металлопродукцию, т. к. рынок цветного металлопроката в ...
... деловые советы как обязательный образец для управления всеми национализированными заводами Урала. К концу февраля 1918 г. в руки пролетарской власти на Урале перешли 8 горнозаводских округов (36 предприятий черной металлургии) и бывшие казенные металлургические заводы Урала. Накануне первой мировой войны эти заводы производили 39,6 млн. пуд. чугуна и 24,6 млн. пуд. проката, или соответственно ...
0 комментариев