Навигация
ЭКСПЛУТАЦИОННЫЕ ПРИЧИНЫ. Они связаны с нарушением условий эксплуатации изделий
135651
знак
12
таблиц
7
изображений
3. ЭКСПЛУТАЦИОННЫЕ ПРИЧИНЫ. Они связаны с нарушением условий эксплуатации изделий.
Тема 29. СТАТИСТИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯ.
Статистические методы контроля относятся к методам активного контроля, использующимся в крупносерийном и массовом производствах и обеспечивающим управление качеством продукции. В условиях крупносерийного и массового производства сплошной контроль, применяемый для особо ответственных изделий, не возможен. К тому же сплошной контроль еще не гарантирует сплошное качество, т.к. при сплошном контроле контролер быстро устает, его внимание ослабевает и в результате он может пропустить дефектное изделие и забраковать годное изделие. Кроме того при сплошном контроле требуется увеличение численности контролирующего персонала учитывая, что трудоемкость контроля нередко превышает трудоемкость самих технологических операций. В этих условиях выход может быть найден в использовании статистических методов контроля. Статистические методы контроля основаны на использовании методов теории вероятности и математической статистики при выборочном контроле небольшой по количеству изделий выборке (части партии)и оценивании по ее результатам качества всей партии.
Статистические методы контроля можно разделить на две группы:
1. Статистический приёмочный контроль готовой продукции;
2. Статистическое регулирование качества технологических процессов.
Для организации статистического приёмочного контроля готовой продукции разрабатывают систему правил - план контроля. План контроля включает такие вопросы, как: объём контролируемой выборки, процедуру отбора изделий в выборку, процедуру принятия решений о приёмке партии или дальнейшем продолжении контроля, методику получения обобщённых статистических характеристик и т.д.
Различают приёмочный контроль по количественному и качественному показателям. К количественным показателям относят:
• среднее число дефектов на сварной шов;
• среднюю длину дефектов на стык или погонный метр шва и др.
К качественным показателям относят:
- долю дефектных изделий в партии;
- долю бракованных изделий в партии.
При принятии решения о приёмке партии или продолжении контроля могут быть предусмотрены две схемы.
1) Одноступенчатый контроль. Решение принимается по результатам контроля только одной выборки.
2) Двухступенчатый контроль. Решение принимается на основании контроля двух последовательных выборок.
Если по результатам двухступенчатого контроля обнаруживается брак, то контроль ведут всей партии.
Статистическое регулирование качества технологического процесса является методом предупредительного контроля, и заключается в том, что в определённые моменты времени контролируют параметры продукции и определяют их отклонения от установленных значений. Одним из основных условий качества массовой продукции является ее однородность, т.е. соответствие любого числа изделий требованиям, заданным на чертеже, в технических условиях или стандарте. Однако в массовом производстве даже при стабильном состоянии оборудования и устойчивой наладке технологического процесса изготовленные изделия имеют различные отклонения от требований, вызываемые двумя группами причин.
Одна группа причин обусловлена систематически повторяющимися отклонениями, например, в связи с износом установочных элементов сборочно-сварочных приспособлений. Эти причины не случайны и их необходимо устранять. Другая группа причин обусловлена случайными отклонениями. Они связаны, например с внезапными изменениями режима работы оборудования. Эти причины не постоянны и их заранее устранить невозможно. Поэтому, в процессе изготовления продукции необходимо систематически следить за возникающими отклонениями и оперативно реагировать на них, не допуская разладки технологического оборудования и технологического процесса в целом, и тем самым, обеспечивая управления качеством.
Для того чтобы обеспечить визуальное представление о ходе (стабильности или не стабильности) технологического процесса, необходимо использовать контрольные карты. Они строятся на бланках с сеткой, в которой по вертикале отмечают значения контролируемых показателей продукции, а по горизонтали – номера выборок. Контрольные карты классифицируют по количественным и качественным показателям, а так же и по назначению (для регулировки среднего или рассеяния).
Всякая контрольная карта состоит из трех горизонтальных линий – контрольных границ. Центральная линия представляет среднее значение контролируемого параметра, а две крайние линии соответствуют верхнему и нижнему техническому контрольному допуску. Выход за эти контрольные границы приводит к браку, т.к. они представляют максимально допустимые пределы изменения значений контролируемого параметра.
Чтобы предупредить возможность появления брака на карту между центральной и крайними линиями наносят две предупредительные контрольные границы (предупредительный допуск).
Попадание контролируемого показателя в интервал между границами технического и предупредительного допусков является сигналом об отклонении от стабильности технологического процесса и возможном в дальнейшем появлении брака при контроле другой выборки. В этом случае необходимо принимать мероприятия по корректировке технологического процесса. Если все точки, соответствующие выборочным средним значениям контролируемого параметра изделия из выборки, оказываются внутри верхней или нижней границы предупредительного допуска, то технологический процесс считается как находящийся в контролируемом и стабильном состоянии. Процесс считается контролируемым, если систематические отклонения регулярно выявляются и устраняются, а остаются только случайные отклонения, которые, как правило, распределяются в соответствии с нормальным законом распределения.
Если же по результатам контроля выборки наблюдается тенденция выхода контролируемого параметра за предупредительные границы, то за процессом следует наблюдать более внимательно. Это позволяет предвидеть возможности появления недопустимых отклонений в будущем и рассмотреть необходимость подналадки оборудования на конкретной операции или же подрегулирования хода технологического процесса.
В целях управления качеством продукции кроме контрольных карт используют гистограммы, диаграммы и другие инструменты управления.
Тема 30. ОРГАНИЗАЦИЯ ТРУДА ПЕРСОНАЛА ОТДЕЛА ТЕХНИЧЕСКОГО КОНТРОЛЯ.
Персонал включает контролёров ОТК (БТК) и руководителей работ. К руководителям работ относятся начальники бюро, групп и лаборатории, старшие контрольные мастера и контрольные мастера.
Персонал отдела технического контроля должен пройти теоретическую подготовку, сдать экзамен и быть аттестованным на право проведения контрольных работ. К персоналу предъявляются определённые квалификационные требования, установленные в тарифно-квалификационных справочниках и ведомственных нормативных документах.
Контролеры должны иметь среднее или среднее профессиональное образование, пройти полный курс подготовки по методам и средствам контроля, знать свойства металла и технологические особенности процессов изготовления изделий, характер дефектов, подлежащих выявлению, критерии бракования, технологию контроля и нормативно – техническую документацию, обладать наблюдательность, добросовестностью и ответственностью. Квалификация контролеров – дефектоскопистов соответствует 3-5 разряду.
Руководители работ являются, как правило, высококвалифицированными специалистами с базовым образованием и стажем практической работы.
Для получения допуска к выполнению контрольных работ и права руководства этими работами контролеры и руководители должны быть аттестованы в специальных аттестационных центрах.
Начальники ОТК (БТК) обязаны обеспечить работу отдела технического контроля на всех этапах производственного процесса изготовления продукции, принимать окончательные решения о качестве продукции, контролировать работу цехов и отделов предприятия по устранению причин образования дефектов, запрещать использование контрольно – измерительных приборов, не прошедших очередной поверки и т.д.
В цехах предприятий устанавливают контрольные пункты, которые располагаются рядом с обслуживаемым производственным участком по ходу технологического процесса. Рабочее контрольное место должно быть изолировано от производственного участка и оснащено необходимыми контрольно – измерительными инструментами и приборами.
В особо ответственных случаях в цехах предприятий выделяют отдельные помещения, например, рентгеновские боксы, обслуживающие все участки цеха.
При использовании простых методов контроля и при трудностях перемещения изделия контроль осуществляют непосредственно на рабочем месте. Контролёры обеспечиваются необходимой технической документацией и клеймами для выполнения маркировки принятой продукции.
При проведении контроля контролерами должны выполняться требования и правила техники безопасности. Безопасность при работе с электроприборами обеспечивается соблюдением «Правил технической эксплуатации электроустановок потребителей» и «Типовыми правилами пожарной безопасности для промышленных предприятий».
Если контрольные работы связаны с профессионально-вредными условиями, как, например, с ионизирующим излучением, требования безопасности обеспечиваются соблюдением «Основных санитарных правил работы с радиоактивным веществом и источниками ионизирующих излучений» и «Норм радиационной безопасности».
При выполнении капиллярного и магнитопорошкового контроля необходимо контролировать пределы предельно допустимые концентрации (ПДК) вредных веществ в соответствии с «Санитарными нормами проектирования промышленных предприятий».
При организации труда контролеров важное место отводится организации взаимоотношений ОТК с цехами и отделами предприятия, например отделами главного конструктора, технолога или сварщика, так как контроль ОТК не снимает ответственности с руководителей цехов и отделов за выпуск некачественной продукции.
На современном этапе проблема повышения качества выпускной продукции должна решаться на основе системного подхода к анализу всех действующих условий и факторов и обеспечение производства эффективными методами контроля и управления качеством.
Рекомендуемая литература
1. Волченко В.Н. «Контроль качества сварных конструкций». — М.: Машиностроение, 1986.
2. Алешин Н.П., Щербинский В.Г. «Контроль качества сварочных работ». — М.: Высшая школа, 1986.
3. Контроль качества сварных и паяных соединений. Учебное пособие/ С.А. Федоров, МАТИ, М, 1989.
Похожие работы


... шт. 12. Футляр укладочный 3. Капиллярный метод Различают три основных метода капиллярной дефектоскопии: люминесцентный, цветной и люминесцентно-цветной. Капиллярный метод неразрушающсго контроля качества сварных соединений основан на капиллярном проникновении дефектоскопических материалов в дефекты и их контрастном изображении в оптическом излучении. На сварной шов наносят специальную ...


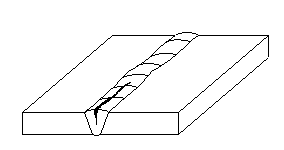

... ; 2) Слишком медленное перемещение источника нагрева; 3) Малая толщина металла; 4) Большой зазор между свариваемыми кромками; 5) Малая величина притупления кромок. Подрез – дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде канавок, располагающихся вдоль границ сварного шва. Подрезы относятся к наиболее часто встречающимся наружным ...
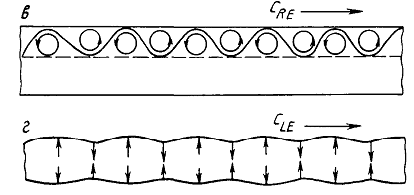
... соединения. Недопустимыми дефектами сварных соединений являются трещины. Подобно непроварам, они служат концентраторами напряжений. Для устранения выявленных трещин в дефектном месте делают выборку металла и проводят ручную подварку. Рис. 2. Виды дефектов в сварных соединениях: а – наплыв; б – непровар; в-поры; г – подрезы; д – трсщины, е – включения Иногда бывает достаточно перед ...
... . Термическую резку (газовая и дуговая резка) применяют для резки тугоплавких металлов листового материала и труб большого диаметра. Механическая обработка. В производстве деталей сварных конструкций металлорежущие станки применяют для выполнения операций сверления отверстий, обработок кромок и поверхностей. Для сверления применяют сверлильные станки, радиальносверлильные, вертикальносверлильные. ...
0 комментариев