Навигация
Разработка схем электрических принципиальных
60108
знаков
30
таблиц
17
изображений
1. Разработка схем электрических принципиальных.
2. Трассировка плат (прокладка электропроводящих дорожек, соединяющих навесные элементы платы).
Для трассировки был использован автоматический трассировщик печатных плат PCAD 8.51. Разработанную схему набираем в редакторе схем программы PCAD 8.51 с указанием заранее рассчитанных типов и номиналов навесных элементов и подводимого питания. Результатом работы автотрассировщика являются чертежи лицевых и обратных сторон двухсторонних печатных плат с произведенной разводкой дорожек. 3. Подготовка подложки плат. В соответствии с размерами будущих печатных плат (выясняется по чертежам, полученным автотрассировщиком), изготовляются заготовки из текстолита фольгированного двухстороннего. Эти заготовки тщательно обрабатываются мелкой наждачной бумагой. При этом преследуются две цели. Во-первых, необходимо снять окислы с медной фольги, покрывающей стеклотекстолит и во-вторых это делается для того, чтобы нанести микроцарапины на поверхность этой фольги. Зачем это нужно, будет понятно из дальнейшего описания.4. Следующим шагом является изготовление штампов, по которым будут изготовлены платы.
Данная технология подразумевает использование одноразовых бумажных штампов. Они изготавливаются следующим образом. Готовые чертежи плат с произведенной разводкой печатаются лазерным принтером на плотной глянцевой бумаге, имеющей некоторую прозрачность (для возможности совмещения лицевых и обратных сторон). При этом необходимо учесть, что лицевые стороны должны быть распечатаны в зеркальном отображении. Распечатка должна производиться именно на лазерном принтере. У такого типа принтеров используется тонер, который имеет свойства размягчаться при высокой температуре. При падении температуры он спекается и в таком состоянии может долго сопротивляться агрессивным средам. Эти его свойства используются в данной технологии изготовления печатных плат. Затем распечатки тщательно совмещают на просвет и скрепляют с двух-трех сторон.5. Подготовка заготовки для травления.
Помещаем в скрепленные штампы стеклотекстолитовую заготовку платы, протертую медицинским спиртом, и проводим термическую обработку полученного пакета. Это делается для того, чтобы тонер на штампах размягчился и перешел на поверхность медной фольги, покрывающей стеклотекстолит. Такую обработку удобно производить утюгом, положив пакет на гладкую поверхность. При этом бумага плотно склеивается с фольгой спекшимся тонером. Этот пакет кладут в воду на 20-30 минут. По прошествии этого времени бумага размякает и свободно отстает от фольги, оставив на ней четкий рисунок дорожек, контактных площадок и надписей будущих плат.
6. Травление.
Травление это удаление лишней фольги с заготовки химическим способом. При этом используется реакция замещения
FeCl3+Cu®CuСl3+Fe
Продукты химической реакции осадком выпадают на дно ванны, в которой производится травление и в результате мы имеем плату, на которой медная фольга осталась только на тех участках, где она покрыта тонером лазерного принтера. Этот тонер смывается растворителем и мы получаем готовую печатную плату.
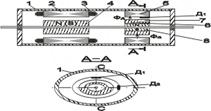
4 МЕХАНИЧЕСКАЯ ЧАСТЬ СТЕНДА
Механическая часть стенда представлена в приложении 1.
Исследуемый двигатель 17 типа PIVT 6 – 25 / 3 A . Нагрузочный генератор 7 типа СЛ 525.
Электрические машины закреплены на корпусе лабораторного стенда с помощью стоек 4,12,17,19. При этом нагрузочный генератор установлен на стойках таким образом, что его статор может свободно поворачиваться. Это достигнуто следующим образом: к корпусу нагрузочного генератора крепятся фланцы 2,9. На фланцы надеты подшипники 6,10. В свою очередь на подшипники надеты крышки 5,11 , которые крепятся к стойкам.
Испытуемый двигатель и нагрузочный генератор соединены между собой с помощью двух полумуфт 13,15. Полумуфты разъединены между собой резиновой прокладкой 14.
Статор и ротор нагрузочного генератора могут фиксироваться между собой с помощью винта.
В качестве противовеса при измерениях момента использован груз 19 , прикрепленный к корпусу нагрузочного генератора с помощью хомута 8.
Величина момента фиксируется проградуированной шкалой 3 и стрелкой 1 , закрепленной на фланце.
Корпус лабораторного стенда представляет собой параллелепипед со стеклотекстолитовым основанием.
Электрические машины, измерительные приборы и элементы управления расположены на лицевой стороне стенда.
Внутренняя часть корпуса содержит электрические приборы защиты, электрические платы, соединительные провода.
5 ТЕХНИКО-ЭКОНОМИЧЕСКИЙ РАСЧЕТ
5.1 Расчет капитальных затрат
Расчет материальных затрат состоит из расчета затрат на приобретение сырья и основных материалов, комплектующих изделий, а также из расчета заработной платы производственных рабочих, непосредственно связанных с технологическим процессом изготовления изделия.
Расчеты затрат на приобретение сырья, основных материалов, комплектующих изделий, а также стоимость электромонтажных работ сведены в таблице – 5.1 .
|
![]()
где Спм – стоимость материалов из таблицы - 5.1, Спм =639,5 рублей;
Кмат – транспортные и складские расходы, Кмат =35 %;
К – коэффициент перевода восстановительной стоимости в ценах на 01.01.2000 г., К=6,776.
![]()
Таблица 5.1 – Локальная смета на приобретение и монтаж лабораторного стенда «Исследование высокомоментного
двигателя»
Сметная стоимость 1620,7 рублей
В том числе:
оборудование 867,2 рублей
монтажные работы: 482,9 рублей
сметная заработная плата: 270,57 рублей
Стоимость оборудования в ценах 1994 года
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Стеклотексто-лит СТЭФ-1 | м2 | 0,24 | 200 | — | — | — | 48 | — | — | — |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резка стек-лотекстолита | — | 2 | — | 1,2 | 8,193 | 9,832 | — | 2,4 | 8,193 | 19,7 |
| Провод МГШВ | м | 10 | 2 | — | — | — | 20 | — | — | — |
| Заготовка монтажных проводов | — | 50 | — | 0,2 | 8,193 | 1,639 | — | 10 | 8,193 | 81,93 |
| Сталь листовая | кг | 4,5 | 15 | — | — | — | 67,5 | — | — | — |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Изготовление лицевых панелей | — | 1 | — | 3 | 8,193 | 24,58 | — | 3 | 8,193 | 24,58 |
| Сверление отверстий | — | 115 | — | 0,02 | 8,193 | 0,164 | — | 2,3 | 8,193 | 18,8 |
| Уголок 20x20 | — | 28 | 18 | — | — | — | 504 | — | — | — |
| Винты ЛАТ 3x6 | — | 115 | 0,2 | — | — | — | 23 | — | — | — |
| Травление плат | — | 2 | 45 | 0,42 | 8,193 | 3,44 | 90 | 0,84 | 8,193 | 6,9 |
| Диод Д7А | — | 41 | 2 | 0,06 | 8,193 | 0,492 | 82 | 0,18 | 8,193 | 20,15 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Диод КД212А | — | 8 | 4,5 | 0,06 | 8,193 | 0,492 | 36 | 0,18 | 8,193 | 3,93 |
| Стабилитрон 2С515А | — | 6 | 2 | 0,06 | 8,193 | 0,492 | 12 | 0,06 | 8,193 | 2,95 |
| Оптронный повторитель К262КП1Б | — | 4 | 9,1 | 0,1 | 8,193 | 0,819 | 36,4 | 0,3 | 8,193 | 3,27 |
| Микросхема К140УД7 | — | 2 | 20 | 0,42 | 8,193 | 3,44 | 40 | 0,84 | 8,193 | 6,88 |
| Микросхема К157УД2 | — | 2 | 5 | 0,42 | 8,193 | 3,44 | 10 | 1,26 | 8,193 | 6,88 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Конденсатор К50-5-0,5 | — | 3 | 0,5 | 0,06 | 8,193 | 0,492 | 1,5 | 0,54 | 8,193 | 1,476 |
| Конденсатор К50-5-36 | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,06 | 8,193 | 1,968 |
| Конденсатор К50-5-2 | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,06 | 8,193 | 1,968 |
| Конденсатор К50-5-0,15 | — | 5 | 0,5 | 0,06 | 8,193 | 0,492 | 2,5 | 0,06 | 8,193 | 2,46 |
| Резистор ОМЛТ-0,125-300 Ом | — | 4 | 0,1 | 0,06 | 8,193 | 0,492 | 4,4 | 0,06 | 8,193 | 1,968 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,125-30 Ом | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,36 | 8,193 | 1,968 |
| Резистор ОМЛТ-0,25-10 Ом | — | 4 | 0,1 | 0,06 | 8,193 | 0,492 | 0,4 | 0,9 | 8,193 | 1,968 |
| Резистор ОМЛТ-0,125-100 Ом | — | 12 | 0,5 | 0,06 | 8,193 | 0,492 | 6 | 0,06 | 8,193 | 5,9 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,125-200 Ом | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 0,54 | 8,193 | 3,27 |
| Резистор ОМЛТ-0,125-100 кОм | — | 7 | 0,5 | 0,06 | 8,193 | 0,492 | 3,5 | 0,36 | 8,193 | 3,44 |
| Резистор ОМЛТ-0,125-5,1 кОм | — | 3 | 0,5 | 0,06 | 8,193 | 0,492 | 1,5 | 0,06 | 8,193 | 1,476 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,25-10 кОм | — | 5 | 0,5 | 0,06 | 8,193 | 0,492 | 2,5 | 0,36 | 8,193 | 2,46 |
| Резистор ОМЛТ-0,125-20 кОм | — | 4 | 0,5 | 0,06 | 8,193 | 0,492 | 2 | 1,08 | 8,193 | 3,27 |
| Резистор ОМЛТ-0,125-1 кОм | — | 1 | 0,5 | 0,06 | 8,193 | 0,492 | 0,5 | 0,36 | 8,193 | 0,492 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Резистор ОМЛТ-0,125-2 кОм | — | 2 | 0,5 | 0,06 | 8,193 | 0,492 | 1 | 0,06 | 8,193 | 0,984 |
| Резистор СПО-2-300 Ом | — | 3 | 6 | 0,06 | 8,193 | 0,492 | 18 | 0,18 | 8,193 | 1,476 |
| Резистор СПО-2-3 кОм | — | 1 | 6 | 0,06 | 8,193 | 0,492 | 6 | 0,06 | 8,193 | 0,492 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Тиристор КУ201Е | — | 4 | 3 | 0,1 | 8,193 | 0,819 | 12 | 0,3 | 8,193 | 3,27 |
| Транзистор КТ315В | — | 11 | 2 | 0,1 | 8,193 | 0,819 | 22 | 0,3 | 8,193 | 9,01 |
| Транзистор КТ361Б | — | 1 | 2 | 0,1 | 8,193 | 0,819 | 2 | 1,2 | 8,193 | 0,82 |
| Транзистор КТ815А | — | 4 | 4 | 0,1 | 8,193 | 0,819 | 16 | 0,3 | 8,193 | 3,28 |
Продолжение таблицы 5.1
| Наименование оборудования и монтажных работ | Еди-ницы изме-рения | Ко-личе-ство, ед | Стоимость единицы, р | Общая стоимость, р | ||||||
| Обо-рудо-вания | Монтажных работ | Обо-рудо-вания | Монтажных работ | |||||||
| Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | Трудоем-кость, ч | Часовая тарифная ставка | Заработ-ная плата | |||||
| Транзистор КТ819АМ | — | 4 | 18 | 0,1 | 8,193 | 0,819 | 72 | 0,8 | 8,193 | 3,28 |
| Трансформа-тор ТПП246 | — | 1 | 30 | 0,2 | 8,193 | 1,64 | 30 | 0,2 | 8,193 | 1,64 |
| Микроампер-метр | — | 3 | 30 | 0,33 | 8,193 | 2,7 | 90 | 0,33 | 8,193 | 8,1 |
Расходы на доставку и хранение покупных комплектующих изделий составляют 20 процентов от их стоимости. Стоимость комплектующих изделий с учетом расходов на доставку и хранение расчитываются по формуле
|
![]()
где СПК – стоимость покупных комплектующих изделий из таблицы 5.1, СПК = 531,2 рублей.
Кком – транспортно-складские расходы, Кком=20 процентов;
К – коеффициент перевода восстановительной стоимости в ценах на 01.01.2000 г., К=6,776.
|
![]()
Трудоемкость регулировочно-наладочных работ ТНР определяется как 40 процентов от суммарной трудоемкости остальных работ
|
![]()
где ТПР – трудоемкость подготовительных работ из таблицы 5.1, ТПР = 18,54 часов;
|
![]()
![]()
Затраты на регулировочно-наладочные работы
|
![]()
где Е – часовая тарифная ставка лаборанта пятого разряда, Е=8,193 рублей.
![]()
Итоговая заработная плата будет складываться из заработной платы рабочих за подготовительные, монтажные и наладочные работы с учетом коэффициента заработной платы.
Расчетный коэффициент заработной платы
|
![]()
где К1 – районный коэффициент, К1 =1,3;
К2 – коэффициент, учитывающий работу на высоте, К2 =1;
К3 – дальневосточный коэффициент, К3 =1,25;
К4 – надбавка за выслугу лет, К4 =1,1;
К5 – премиальный коэффициент, К5 =1,25;
КНР – коэффициент накладных расходов, КНР =1,85.
![]()
Итоговая заработная плата
|
![]()
где ЗПП – заработная плата рабочих зп подготовленный период из таблицы – 5.1, ЗПП =151,9 рублей;
ЗПН - заработная плата за монтажные работы из таблицы – 5.1, ЗПН =110,42 рублей.
![]()
Расчет заработной платы произведен по методике, изложенной в [15].
Общие капитальные затраты
|
![]()
![]()
Похожие работы
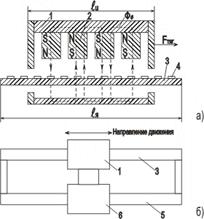
... может работать без полупроводникового коммутатора. В ряде случаев двигатели постоянного тока целесообразно делать линейными. На рис.5, а показана схема электромагнитной системы линейного бесконтактного двигателя. Корпус индуктора 1 выполнен из ферромагнитного материала и служит внешним магнитопроводом. В корпусе расположены постоянные магниты 2, создающие поток возбуждения Фв, индуктор является ...
... напряжения (Invertor1), путевой датчик фазовый ПДФ (PDF). 6.1 Датчик положения ротора Рассмотрим структуру схемы по часовой стрелке, начиная с блока ПДФ, представленного на рис.6.2. Рис. 6.2 электропривод вентильный двигатель Входной величиной для ПДФ является угол поворота вала двигателя, а выходным сигналом – вектор из шести единичных импульсов, сдвинутых друг относительно друга на ...

... ранее компьютерных технологий, применяемых на этапах разработки объекта машиностроительного профиля, приведена в Приложении А. Глава 2. Современные компьютерные технологии при проектировании высокомоментного линейного привода с цифровым программным управлением Привод линейный синхронный представляет собой комплектный привод прямого действия на базе однокоординатного синхронного линейного ...
... электропривода Выводы Перечень ссылок РЕФЕРАТ Объект проектирования: электропривод с двигателем постоянного тока. Цель работы: выбрать электродвигатель по мощности, рассчитать и построить механические характеристики электропривода в рабочих режимах и электромеханические переходные процессы в электроприводе, разработать принципиальную электрическую схему электропривода. ЭЛЕКТРОПРИВОД, ...
0 комментариев