Навигация
Технология сифонной разливки
23377
знаков
1
таблица
0
изображений
2.2. Технология сифонной разливки.
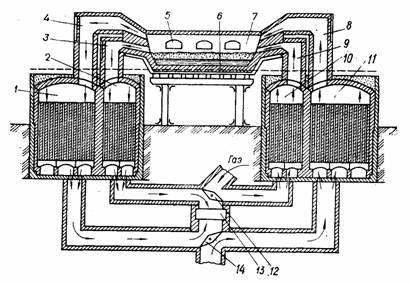
При сифонной разливке металл из сталеразливочного ковша направляется в центровой литник, после чего поступает по сифонным трубкам в изложницы. Одновременно из одной центровой могут наполняться от 2 до 64 изложниц, размещенных на чугунных поддонах.
Преимущества сифонной разливки.
Поверхность более чистая, т.к. металл при разливе поступает в изложницу снизу, поднимается сравнительно медленно и спокойно. Такой способ разливки обеспечивает меньшую окисленность металла, обеспечивает возможность образования подкорковых пузырей. Слитки, отлитые сифонным способом, не требуют обдирки и значительной зачистки; продолжительность разливки меньше, т.к. одновременно осуществляется отливка нескольких слитков, при этом плавку большой массы можно разливать в мелкие слитки.
Разливка сифонным способом дает возможность регулирования в более широких пределах скорости наполнения изложниц и наблюдения за поведением металла в изложницах на протяжении всего периода разливки. Слиток получается качественный, однородный, плотный, нет расплескивания металла по стенкам изложниц и трещин, вследствие меньшей скорости разливки металла.
Недостатки сифонной разливки.
Необходимость нагрева металла в печи до более высокой температуры из-за охлаждения металла в центровой и сифонных трубках.
Увеличенный расход металла на литниковую систему (0,7-2,0 % от массы разливаемой стали). Повышенная стоимость разливки, связанная с расходом сифонного кирпича, установка дополнительного оборудования, большая трудоемкость сборки поддонов и центровых.
Сифонным способом разливают углеродистую и легированную сталь, к поверхности которых предъявляют высокие требования.
При разливке стали не должно быть затворов корочки и прерывания струи.
2.3. Тепловой режим мартеновской печи.
Изменение тепловой нагрузки по ходу плавки.
В период завалки из-за большой разницы между температурой сыпучих материалов, металлического лома и факела происходит усиленная передача тепла от факела к заваливаемой шихте. Тепловая нагрузка в этот период в 1,5 раза больше его среднего значения.
В период нагрева шихты разница температур между факелом и шихтой уменьшается, снижается тепловосприятие лома. Поэтому для предотвращения перегрева футеровки и чрезмерного оплавления шихты тепловая нагрузка снижается и составляет 85-90% от максимальной.
В период плавления условия теплообмена существенно меняются, т.к. шлак первого периода плавления обладает относительно малой теплопроводностью, что может вызвать перегрев кладки печи.
В период доводки условия теплообмена между факелом, ванной-кладкой и ванной улучшаются в результате изменения физических свойств шлака. Однако снижение концентрации углерода в металле приводит к уменьшению выделения СО, в связи с чем тепловая нагрузка в этот период обычно повышается и колеблется в зависимости от конкретных условий в пределах 50-90% от максимальной.
В период заправки печи, которая происходит во время выпуска плавки и частично во время прогрева сыпучих материалов, тепловая нагрузка близка к максимальной, т.к. к моменту завалки печь должна быть хорошо нагрета.
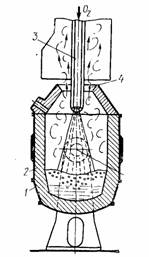
Топливно-кислородная горелка.
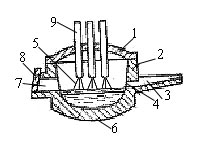
В лобовой части она имеет кольцевую, расширяющуюся в обе стороны по направлению к выходу форкамеры.
Процесс горения начинается внутри форкамеры, и на выходе из неё образуется высокотемпературный факел, у которого отсутствует низкотемпературный начальный участок.
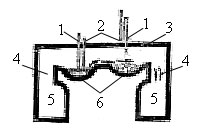
Природный газ на трехканальных печах подается по двум фурмам, одна из которых вставлена в торец газового кессона, а через вторую проходит 60-70% поступающего газа. Дополнительный воздух поступает через бывший газовых вертикал печи. В этом канале происходит частичная самокарбюрация газа с выделением частиц сажистого углерода. Получается настильный, хорошо светящийся факел. Скорость истечения газа из нижней фурмы меньше, чем из верхней.
2.4. Приемка печей и их осмотр перед сменой.
Сталевары мартеновских печей вместе со своими поручными перед проведением предсменного оперативного совещания с начальником смены, обязаны на рабочем месте ознакомиться с состоянием печей и ведением технологического и теплотехнического процессов плавки.
Первый подручный сталевара при осмотре печи и приемке смены обращает особое внимание на чистоту нажней площадки печи, точность установки стендов для шлаковых чаш и самих чаш, состояние стендов для ковшей и самих ковшей для приемки металла, установку сталевыпускного желоба, просушку желоба, исправность шлаковой тележки и электролебедок для транспортировки шлаковых чаш из-под печи, состояние бункеров для ферросплавов.
Второй подручный сталевара помогает первому в уходе за сталевыпускным отверстием, участвует в выпуске шлака через шлаковые летки, наблюдает за ними, отвечает за чистоту на задней площадке печи.
Более качественной передаче-приемке смены способствует правильно составленный и заполненный агрегатный журнал. В свою очередь, сталевары, сдавшие смену, не имеют права покинуть печи, если сталевары, принимающие смену, не приняли и не подписали агрегатный журнал.
3.2. Техника безопасности.
К самостоятельной работе на участке мартеновских печей допускаются лица мужского пола не моложе 18 лет, получившие вводный инструктаж, первичный инструктаж по охране труда в объеме инструкций, действующих на участке, прошедшие практическое обучение безопасным приемам под руководством опытных рабочих, владеющих знаниями и навыками в соответствии с требованиями инструкций по эксплуатации оборудования участка, аттестованные на знание правил Госгортехнадзора в объеме выполняемой работы, имеющие допуск по состоянию здоровья к работе на «горячем» участке и прошедшие проверку начальником цеха, знаний правил охраны труда с оформлением допуска к самостоятельной работе в личной книжке по технике безопасности и распоряжением по цеху.
Требования безопасности во время работы.
Завалка шихты в мартеновские печи.
После выпуска плавки и заправки печи сталевар дает указания машинисту завалочного крана о порядке завалки шихты в печь. При садке стружки, особенно масляной, главный шибер печи должен быть полностью открыт, а топливо – сбавлено. Перед началом завалки сталевар обязан выставить стойки и натянуть канаты, либо выставить аншлаги «опасная зона» для ограждения зоны работы завалочного крана на время завалки печи.
Не разрешается хождение людей за стеллажами печей во время подъема и установки на них мульд.
Период плавления.
Сталевар и подручные, наблюдающие за ходом плавления, должны соблюдать осторожность, особенно в момент перекидки клапанов, т.к может быть выброс пламени через гляделки теплотности печи, что может причинить ожоги.
В период плавления подручные сталевара подготавливают все необходимое для кипения материалы.
Период кипения.
При необходимости в период кипения производится замена шлаковой части. Порог среднего окна при этом тщательно заправляется, а люк закрывается.
В случае аварийного состояния печи мастер и старший сменный мастер обязаны принять меры к выпуску металла из печи, не считаясь с химанализом и заданной маркой стали, а также принять все необходимые меры по охране труда для аварийного выпуска металла.
Подготовка к выпуску и выпуск металла.
Перед разделкой сталевыпускного отверстия первый подручный сталевара обязан проверить:
- подготовленность сталевыпускного желоба, его просушенность;
- наличие шлаковой чашки под желобом;
- наличие и исправность инструмента для разделки отверстия;
- наличие и исправность кислородного шланга и трубки для прожигания отверстия;
- наличие сухих материалов для дачи в ковш.
Разделка сталевыпускного отверстия печи производится первым подручным сталевара только по команде плавильного мастера и при наличии под желобом подготовленного к приему ковша.
Разделка отверстия производится ломиком, при этом необходимо остерегаться внезапного выброса металла и газов. Подручные сталевара, разделывающие отверстия, должны находиться по сторонам желоба, не находясь в выпускном желобе и на его борту. При разделке загоревшего отверстия применяется остро заточенный ломик и кувалда.
Заправка печи и очистка ям на подине.
После выпуска плавки сталевар обязан тщательно осмотреть рабочее пространство печи. При обнаружении ям на падине немедленно производится очистка ямы от остатков металла сжатым воздухом, после чего осуществляется заправка разрушенных мест подины печи.
Заправка подины после очередной плавки и очистки ям от металла производится под руководством плавильного мастера, а при остановке печи на планово-предупредительный ремонт – под руководством старшего мастера мартеновской печи.
Перед началом заправки мастер обязан проверить установку защитного экрана против выпускного отверстия и потребовать от мастера разливки стали удалить работающих против печи людей в безопасное место.
За нарушение требований настоящей инструкции рабочие и специалисты несут ответственность в дисциплинарном или уголовном порядке, в зависимости от тяжести несчастных случаев.
Литература:
1. ТИ 1-86, «Выплавка стали в основных мартеновских печах».
2. Струговицкий Д.П., «Сталевар мартеновской печи»,
Свердловск, «Металлургиздат», 1961г.
3. Линчевский Б.В. и др., «Металлургия черных металлов»,
Москва, «Металлургия», 1986г.
4. Борнадский И.И. и др., «Подручный сталевара широкого профиля»,
Москва, «Металлургия», 1986г.
5. Панфилов М.И., «Справочное руководство сталеваров мартеновских печей»,
Свердловск, «Металлургиздат», 1979г.
6. Заверюха Н.В. и др., «Сталевар мартеновской печи»,
Москва, «Металлургия», 1981г.
7. ТИ 92-88, «Разливка стали, выплавленной в основных мартеновских печах».
Похожие работы
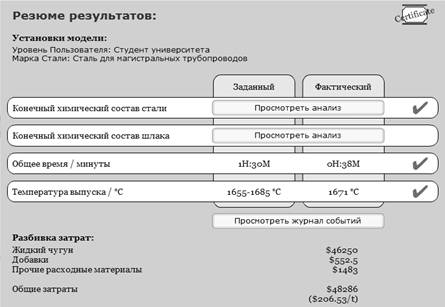
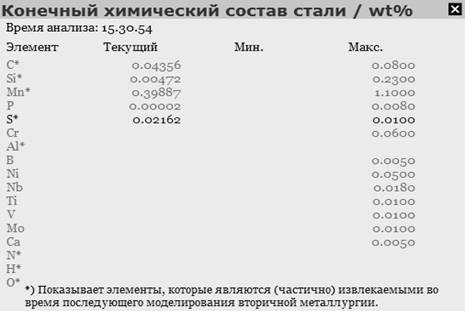


... использования охладителей. Температура металла на выпуске ОС Фактическая 1671 Целевая 1655-1685 Величина перегрева 0 3. Результаты Вывод В результате моделирования выплавки стали кислородно-конвертерным процессом была получена на выходе сталь с требуемым химическим составом и температурой с небольшим отклонением по содержанию серы. Это связано с тем, что ...
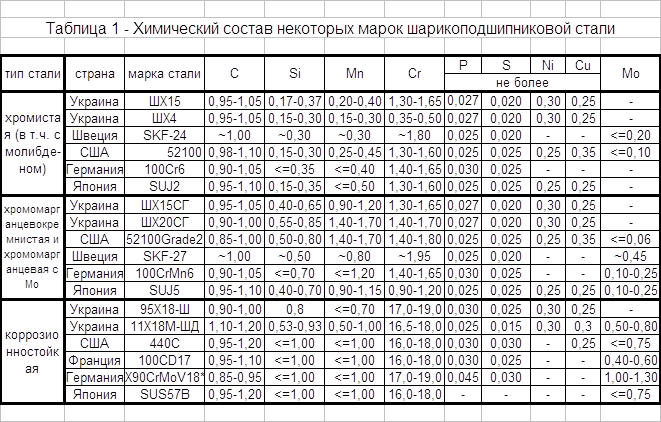

... подшипников, срок службы которых будет измеряться не десятками лет, а столетиями. 4. Выбор и рекомендации по использованию новых прогрессивных разработок в технологии выплавки шарикоподшипниковых сталей. Постоянно растущие требования к качеству стали могут сыть удовлетворены лишь при производстве металла с низкими содержаниями серы, кислорода, водорода и неметаллических включений. Но ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
0 комментариев