Машинная формовка по металлическим моделям
Подготовка поверхности: очистка механическим или физическим способом, создание определенной шероховатости поверхности
Стружка скалывания
Проходной прямой. 2 проходной, 3 упорный, 4 отрезной. Стрелка направление S
Обработка сложных поверхностей непрофильным электродом - проволочкой
КГц - источник ультра звуковых колебаний
Навигация
Машинная формовка по металлическим моделям
Билеты по технологии отрасли
120777
знаков
17
таблиц
6
изображений
2 машинная формовка по металлическим моделям.
 Применяется в серийном производстве и массовом. Отжиг: половинки моделей делают из металла (алюминий) и прикрепляют намертво подмодельной плите. Заполнение формы происходит на формовочных машинах.
Применяется в серийном производстве и массовом. Отжиг: половинки моделей делают из металла (алюминий) и прикрепляют намертво подмодельной плите. Заполнение формы происходит на формовочных машинах.

Опоку ставят на плиту и заполняют формовочной смесью, затем упрессовывают землю (аналогично и вторую опоку). Металлические модели не набухают от влаги формовочной земли. Более точные, не прилипают.
Достоинства: высокая производительность, хорошая механизация, удовлетворительная точность 12-14 кв.
Недостатки: низкое качество поверхности из-за зернистости земли Rz, большие отходы в литниковую систему, ограничение сложности размеров отливки, более тяжелые условия труда (грохочут от механической подачи сдачи).
№15. Литье точных отливок в разовые формы.
Литье в оболочковые формы.
Применяется в серийном производстве отливки из черных и цветных металлов с различной массой до 150 кг, сравнительно некрупных. Отливки имеют упрощенную конфигурации, обычно без внутренних полостей.
Особенность заключается в формовочной смеси, которая состоит из мелкозернистого кварцевого песка и термореактивной смолы, которая расплавляется при температуре 80-90’C, а при температуре 120’С через несколько секунд полимеризуется и затвердевает.
Технический процесс выполняется на специальных машинах.
Модель прикрепляют к крышке и нагревают до 80-90”С, затем переворачивают данную установку и смола , попавшая на металлическую модель расплавляется и прилипает, затем снова переворачивают и снова нагревают до температуры 120, и благодаря свойству смолы она затвердевает, получается полу форма. (аналогично вторую половинку)сковыривают корочку и получают форму, в которую можно заливать металл.

Крупные формы иногда ставят в опоку и засыпают землей, чтобы жидкий металл не пробил форму.
Достоинства: высокая производительность, промышленная точность отливок 12 кв., удовлетворительное качество поверхности Z = 0,5-1,5мм, резкое сокращение расходов формовочной смеси в 20-30 раз, низкие потребности в производительных площадях, примерно в 5 раз.
Недостатки: стоимость одного кг литья выше, чем в землю на 40-50%, ограниченные формы и массы отливок, токсическое воздействие паров смолы.
Литье по выплавляемым моделям.
Для данного литья модель изготовляется из парафина или стеарина. Модели получают прессованием (пресс-форм), затем модели выплавляются из форм, что не требует разъема формы и обеспечивает высокую сложность и точность литья.
Принимается в серийном производстве для получения мелких и средних заготовок сложной конфигураций (корпуса приборов). Льются детали из высоколегированных сплавов, цветных металлов и трудно обрабатываемых материалов. Масса от 150т до 150кг. Процесс осуществляется на полуавтоматах при температуре 50 градусов.
Собственно процесс:
 Заготовку опускают в емкость , заполненную суспензией (неоднородная грубодисперсная система, состоящая из твердых частиц, равномерно распределенных в жидкости): 70% кварцевого песка, 30% этилселиката. Окупая сборку, получают на поверхности тонкий слой частиц, ее достают и подсушивают горячим воздухом. Этот процесс повторяют несколько раз до образования хрупкой корочки 2-3мм. Затем, на сборку направляют пар 120-150 градусов, и вытекший парафин используют снова.
Заготовку опускают в емкость , заполненную суспензией (неоднородная грубодисперсная система, состоящая из твердых частиц, равномерно распределенных в жидкости): 70% кварцевого песка, 30% этилселиката. Окупая сборку, получают на поверхности тонкий слой частиц, ее достают и подсушивают горячим воздухом. Этот процесс повторяют несколько раз до образования хрупкой корочки 2-3мм. Затем, на сборку направляют пар 120-150 градусов, и вытекший парафин используют снова.
Парафиновая сборка
Для сохранения формы ее обжигают при 500-600’С, происходит спекание и упрочнение, затем вставляют в опоку, засыпают песком (для устойчивости), заливают металлом.
Достоинства: высокая производительность, допускающая возможность механизации , автоматизации; высокая точность 10-12кв.;хорошее качество поверхности Rz = 20; сокращение объемов механической обработки до 80% (до 7 кв. и Ra = 1,25).
Недостатки: повышенная трудоемкость и стоимость отливки; ограниченность размеров, формы (трудно получить внутренние поверхности).
№16. Литье в постоянные металлические формы (кокиль). Литье под давлением.
Литье в кокиль – разъемная металлическая форма, в которую заливается жидкий металл, изготовляемая из чугуна или стали. Для оформления внутренних поверхностей используют разъемные металлический стержни. Данное литье позволяет получать не очень трудные отливки.

Технология дополнительно требует: для лучшего заполнения формы перед заливкой кокиль нагревают при простых 150-200’С, при сложных 350-400’С; для предотвращения пригорания отливки изнутри кокиль смазывают графитовой смазкой. Это усложняет технологический процесс и требует дополнительных затрат.
Преимущества: быстро застывают отливки, образуются малозернистые структуры; высокая производительность и возможность механизации (конвейер); 11-12кв. качество поверхности Rz=20-100мкм; сокращение объема механической обработки за счет уменьшения припусков; плотная малозернистая структура металла; исключение из процесса формовочной земли.
Недостатки: высокая стоимость изготовления кокилей; недостаточная стойкость при отливки черных металлов (30-40шт); трудность получения отливок из тугоплавких сплавов и разностных отливок.
Применяют данный вид литья в мелкосерийном производстве (из стали 6%, чугуна 11%, цветных металлов 45%). Масса отливок до 7 тонн.
Литье под давлением.
Применяется для отливок сложной формы, массой до 100 кг из легкоплавких цветных металлов. Это самый высокопроизводительный способ лить позволяет производить 200-400 отливок в час.
Процесс литья заключается : расплавленный металл подается в рабочую полость стальной пресс-формы под давлением 300-500 МПа. Весь процесс осуществляется на одной машине, которая работает в автоматическом или полуавтоматическом режиме. Это наиболее известная форма литья.

Принцип:
Одна часть формы подвижная. Металл подается в специальный мундштук из цилиндра. Чтобы металл не остывал камера сжатия подогревается постоянно.
Сложная часть процесса – изготовление пресс формы. Из высококачественных сталей 5ХНМ, внутренняя поверхность шлифуется до 0,1мкм.
Каждый цикл литья состоит: смазка пресс формы машинным маслом с графитом; установка стержней; смыкание пресс формы; заливка металла в камеру; впрыск металла в рабочий ход; выдержка или охлаждение; извлечение отливки.
Достоинства: высокая производительность; возможность автоматизации, высокая точность 9-10кв; низкая шероховатость Rz = 6,3-10мкм; маленькие припуски на обработку 0,1-0,4 мм.
Недостатки: высокая стоимость и сложность изготовления пресс форм; ограничение размеров, сложности внутренних форм; некоторая пористость отлива из-за газовых пузырьков, неуспевающих покинуть пресс формы.
Применяют в крупносерийном производстве.
№17. Сущность обработки давлением, основные виды процессов.
Обработка давлением основана на способности металлов получать пластические (остаточные) деформации, под действием воздействующих на них внешних сил, не разрушаясь. При этом заготовка простой формы принимает схожую с деталью форму того же объема. Снижаются отходы. Процесс х-ся высокой производительностью.
Но металл в процессе пластической обработки упрочняется. Растет его прочность и уменьшается пластичность, если продолжать его деформировать он может разрушиться. Чтобы восстановить его с-ва заготовку подвергают термической обработке (отжигу).
Все процессы обработки металла давлением делятся на:
1) Горячую обработку. Она осуществляется с предварительным нагревом заготовки до достаточно высоких температур (800-900)С, чтобы повысить пластичность
2) Холодную обработку. Осуществляется при комнатной температуре, за счет их естественной пластичности.
По х-ру протекания пластической деформации все процессы обработки давлением делятся на:
1) Прокат- обжатие заготовки вращающимися валками, что приводит к изменению поперечного сечения данной заготовки. Получают прокатные изделия длиной от 6 до 12 м разного профильного сечения. На прокатном стане металлического завода.

2)  Волочение- протягивание длинной заготовки через сужающееся отверстие в спец инструменте, называемом волок. Процесс может производиться в несколько проходов на волочильном стане. Данным способом получают проволоку, прутки и т.д.
Волочение- протягивание длинной заготовки через сужающееся отверстие в спец инструменте, называемом волок. Процесс может производиться в несколько проходов на волочильном стане. Данным способом получают проволоку, прутки и т.д.
3)  Ковка- деформация заготовки ударами инструмента простой формы, при свободном течении металла между бойком и наковальней. Древнейший способ обработки металла, требующий высокого мастерства управления силой удара. Оборудование- молот. Используется для крупных заготовок, т к не обеспечивает большой точности.
Ковка- деформация заготовки ударами инструмента простой формы, при свободном течении металла между бойком и наковальней. Древнейший способ обработки металла, требующий высокого мастерства управления силой удара. Оборудование- молот. Используется для крупных заготовок, т к не обеспечивает большой точности.
4) Штамповка- обработка давлением с помощью штампа, внутренняя полость которого имеет конфигурацию штампуемой заготовки. Самый распространенный метод, отличающийся высокой производительностью. Разделяется на два процессов: 1.объемная горячая штамповка, 2холодная листовая штамповка.

№18. Оборудование для обработки давлением.
Самый капиталоемкий метод обработки. Необходимо крупное оборудование и большие производственные площади. Основное оборудование: молоты (ударное воздействие), прессы (плавное статическое воздействие).
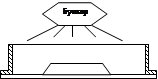
1) Паро-воздушный молот. Материал деформируется благодаря силе падающих частей, масса которых 1-8 тонн. Масса заготовок 20-350 кг, они обычно простой формы. Самое простое и дешевое оборудование. Но работает с большим шумом и низкой точностью, необходимы большие припуски.
Подается сжатый воздух или пар под давлением
 | |||||
 | |||||
2) Кривошипно-шатунные горячековочные прессы. Используют накопленную механическую энергию маховика, передаваемую на боек через кривошипно-шатунный механизм. Плавно работает с меньшими ударами, усилием до 100МН, но их стоимость в 3-4 раза больше чем у молота.
 | |||
3) Горизонтально-ковочные машины. Используют энергию моховика, передаваемую через кривошипно-шатунный механизм, позволяющий наносить удары в двух направлениях. Штамп состоит из двух половинок: матрицы и пуансона, формирующего внутренние поверхности.
![]()
Мощность до 30МН, позволяют получать более точные и сложные заготовки. Но стоят они в 1,5 раз больше чем горячековочные прессы.
4) Гидравлические штамповочные прессы. Машины условно статического действия. Усилие создается с помощью жидкости или газа под давлением 20-30 Мпа. Похожи на молоты. 100МН. Получаются самые крупные и точные заготовки: корпуса лодок, кузова автомобилей. Самое дорогое и громоздкое оборудование высотой до 10-15 метров.
5) Печи для нагрева и отжига: газопламенные, электрические.
№19. Горячая объемная штамповка.
Это формообразование заготовок нагретых до температуры 1000-1200 градусов в фасонных полостях штампов, сдавленных со значительным усилием. Нагрев снимает сопротивление металла деформированию, обеспечивает хорошее заполнение сложной формы. Однако точность заготовок и качество поверхностей не высоки. Что требует значительной последующей механической обработки. Высокопроизводительный процесс, широко применяется в машиностроении (горячештамповочные цеха). Производство осуществляется на одном рабочем месте и состоит из 2 операций нагрев (печь) и штамповка (молот).
Технологическая подготовка ГШП состоит:
1. Проектирование чертежа штамповки
2. Проектирование технологического процесса штамповки
3. Проектирование и изготовление штампов
Чертеж отличается наличием припусков и напусков, штамповочных уклонов и радиусов скругления. Сами штампы изготовляют из дорогих сталей 3Х2В8Ф, 7Х3.
Изготовление их отличается сложностью и трудоемкостью, это причина их высокой стоимости. Стоимость штампов переводится на стоимость получаемых в них заготовок. В процессе работы штампы изнашиваются. Они могут использоваться для изготовления 3000-5000 до 10000-15000 заготовок.
Технологический процесс состоит:
1.Нагрев заготовок определяет качество, производительность и стоимость продукции. Нагрев должен быть равномерным; осуществляться в специальных печах (газопламенных, электрических, соляных). Нагреть до нужной температуры и выдержать , а за тем быстро подать на штамповку.
2.Штамповка: нагретая заготовка из печи переносится в штамп, включ. рабочий ход молота или пресса, за 1-2 удара формируется простая заготовка.
![]()
3.Обрезка заусенца: когда полости штампов смыкаются, часть металла может выступать (2-3%) и образуется заусенец, который нужно обрубить (в специальном прессе с отверстием)
![]()
4.Правка применяется для сложных заготовок, искривляющихся в процессе штамповки или охлаждения. Выполняется в этом же штампе в холодном или подогретом состоянии(600-500).
5.Отжиг применяется для возвращения металлу пластичных св-в (возвращается исходное состояние металла).
6.Очистка от окалины проводится мех. путем на дробеструйных установках или мет. щетками, и химич. путем (травление)
7.Калибровка - холодное обжатие заготовки в спец. точных штампах для придания необходимой точности размерам, чистоты поверхности за счет пластичности основного металла.
№20. Холодная объемная штамповка.
Формообразование деталей в штампах пластическим деформированием при комнатной температуре за счет естественной пластичности.
Особенности:
Процесс обеспечивает высокое качество поверхности, высокую точность и невысокую шероховатость поверхности при малых отходах и высокой производительности.
Материал заготовки должен обладать высокой пластичностью. d>10%, Y>12%.
Заготовки не могут быть слишком сложной формы
Металл при холодной штамповке сильно упрочняется, что требует промежуточного отжига для восстановления пластичности заготовки.
Главный инструмент - штамп, который изготовляется из высокопрочных дорогих сталей, сплавов, что вызывает сложности изготовления, стоимость штампов переносится на количество деталей.
Холодная штамповка отличается точностью, качеством, применяется в крупносерийном и массовом производстве.
Основные разновидности операций ХОШ.
1.Высадка - получение местных утолщений из заготовок малого диаметра (головок болтов, винтов, заклепок). Исходной заготовкой служит прокат в виде проволоки или прутка.
![]()
Заг-ка подается в матрицу, прочно удерживается. Внутренняя полость пуансона соответствует форме необходимой высадки - он формирует головку.
2.Выдавливание - форма образования изделий путем пластического истечения из полости штампа через отверстие соответствующей формы.
а)прямое: в матрицу укладывается заготовка, входит пуансон. Под действием усилия металл вытекает из формы.
а)![]()
![]() б)
б)
б)обратное: матрица глухая, пуансон входит в матрицу с зазором, под него кладется заготовка. Под давлением заготовка вытекает в зазор.
3.Холодная формовка - формообразование деталей путем заполнения полости штампов за счет перераспределения объемов.
а) открытых штампов: излишки металла образуют заусенцы, объем заготовки примерно равен объему детали
![]()
б) закрытых штампов: весь мет. получается в заг-ке, объемы детали и заготовки равны (строгие требования), а также повышенная точность
![]()
Инструментом является штамп. Изготавливают из высокопрочной стали – дорогие штампы. И их стоимость полностью переносится на стоимость готовых деталей.
Данный способ штамповки отличается высокой точностью, качеством, использование металлов 95%. Применяется в крупносерийном и массовом производстве.
№21. Листовая холодная штамповка.
Особенности
· Исходной заг-кой является лист (полоса) металла толщиной менее 10-15мм (чаще всего 0.5 - 1.5мм)
· Толщина изделий значительно меньше всех остальных размеров и не отличается от толщины заготовки (деформация не по всему объему - местная).
· Металл заготовки должен обладать выс. пластичностью (низкоуглеродистые стали, медь, латунь, алюминий, метан, кожа, целлюлоза).
· Операция сопровождается упрочнением и иногда требует промежуточного отжига.
· таким способом получают коробки, коробч. шасси, быт. изделия - вилки, ложки, кастрюли.
Основные операции:
 1.Вырубка и пробивка выполняется в спец. выруб. штампах следующей конструкции:
1.Вырубка и пробивка выполняется в спец. выруб. штампах следующей конструкции:
Пуансон оформляет внутренние, матрица - наружные поверхности. Пуансон под действием силы пытается протолкнуть через отверстие матрицы часть листа; лист прижимают, чтобы не прогибался.
Пуансон преодолевает сопротивление листа, входит в матрицу и вырезает деталь, которая проваливается в отверстие матрицы; пуансон отходит назад; лист продвигается на следующий шаг.
2.Гибка - заключается в придании заг-ке объемной формы за счет местной деформации.
Берется матрица, кладется лист, и соответствующей формы пуансон его изгибает - заготовка принимает соответствующую форму.
Получение ребер жесткости:
![]()
3.Вытяжка из листа сложной формы изделия (на рис - вытяжка стакана)
 | |||
Изготовляют кастрюли колпачки, осуществляют вытяжку из менее в более глубокую форму.
4.Высокоскоростная листовая штамповка.
Характеризуется тем, что кратковременное приложение нагрузки (например, взрыв) разгоняет заготовку до скорости 150-200м/с. При такой высокой скорости деформации обгоняют образование трещин, т.е. появляется возможность деформировать малопластичные металлы.
Штамповка взрывом:
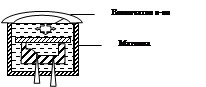
Изготовляется матрица сложной фасонной формы, на ее поверхность кладут лист металла, подвешивается взрывчатое вещ-во, это все в воде, закрывается прочной крышкой.
После взрыва за счет высокой жесткости воды передается удар и под действием ударной волны заготовка принимает форму матрицы, не требуется пуансона. Спец. каналы отсасывают воздух.
Размер получаемых деталей 2-3м.
Достоинства: возможность получения изделий мин. массы и небольших габаритов при удовлетвор. прочности и жесткости; достаточно выс. точность размеров и качества поверхности; обработка за одну операцию; высокий уровень механизации, автоматизации, высокая производительность (30-40 тыс. деталей за смену); применяется в крупносерийном и массовом производстве.
Недостатки: выс. трудоемкость и сложность изготовления штампов, их износ и выс. стоимость.
№22. Общая характеристика сварочного производства. Понятие сварки плавлением и сварки давлением.
Сварка – технологический процесс получения неразъемных соединений в результате частичного оплавления соединяемых деталей. Дешевый процесс легко механизируется, простое оборудование.
Особенность: сварка позволяет заменить сложную цельнометаллическую тяжелую конструкцию на сборную, состоящую из простых элементов, полученных прокаткой. Это позволяет снизить трудоемкость и себестоимость продукции. Сварные соединения на 20-30% менее прочны, чем литой металл.
Процесс сварки бывает двух типов давлением и плавлением.
![]()
![]() Плавлением.
Плавлением.

электрод
Температура 200`С. при охлаждении объем уменьшается, а этому препятствует напряжение. Прочность соединения на 1/3 < прочности сплошного металла.
Операции:
![]() 1.разделка кромок соединяемых деталей.
1.разделка кромок соединяемых деталей.
2.установка и закрепление сварочных деталей в спец. сварочных стендах для придачи прочного и неизменного положения.
![]() 3.собственно сварка
3.собственно сварка
4.контроль сварного шва
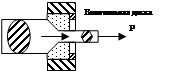
Сварка давлением.
Образование соединений происходит за счет диффузии атомов металлов, соединяемых вместе (при условии , что поверхности соединены друг с другом плотно).
Технологический процесс состоит:
1.Очистка механическим или физическим путями.
2.Сжатие пов-ти с определенным усилием, иногда с помощью подогрева для более эффективного дифундирования атомов.
3.Выдержка для достаточно пластичных металлов, низкоуглеродистых (платина, золото).
№23. Основные разновидности сварки плавлением.По источникам тепловой энергии:
Электрическая дуговая сварка.
Максимальная t = 6000`С для любых металлов. Для питания используют сварочные генераторы, трансформаторы.

Обмазка защищает пов-ть от контакта с кислородом.
По степени механизации:
1.Ручная сварка - осуществляется сварщиком (вертикальные, горизонтальные, потолочные швы), качество шва определяется квалификацией сварщика.
2.Полуавтоматическая сварка – процесс зажигания в ручную. движение вдоль шва осуществляется автоматически.
3.автоматическая – все опер. автоматически (автомат С ЧПУ).
Газопламенная.
Источник тепла – сгорание ацетилена в струе кислорода (t = 300`С). используют в тех местах, где нет источников электрической энергии.
Электрошлаковая.
Тепловую энергию получают за счет сопротивления тока при прохождении его через сварочную ванну. Нужны источники для работы в режиме короткого замыкания. Этот вид сварки используют для сварки крупных деталей, толщиной не менее 30 мм. (напр. сварка броневых листов).
![]() Рис: образуется электромагнитное поле, и его энергия превращается во внутреннюю энергию электрода, благодаря чему металл плавится.
Рис: образуется электромагнитное поле, и его энергия превращается во внутреннюю энергию электрода, благодаря чему металл плавится.
Электроннолучевая сварка.
Тепло образуется за счет ударов потока электронов, движущихся с высокой скоростью до 150км/с в атоме. t=5000-6000`C. Шов получается высокого качества, т.к. процесс протекает в атоме, этот способ применяется для сварки тугоплавких и химически активных металлов Mb, Mo, Ti, Ta, Zi. При электронной сварке возникают рентгеновские лучи, для безопасности персонала процесс происходит в толстостенных вакуумных камерах.
Лазерная сварка.
Основана на использовании лазерных генераторов.
Лазер – оптически квантовый генератор , создающий мощные , узконаправленные , когерентные пучки монохроматического излучения.
ОКГ – остросфокусированный поток фотонов, диаметром 0,02-0,2мм. Температура в луче 6000-8000`С.
«+» можно варить в камере через прозрачное стекло, в недоступных местах. Позволяет широко использовать.
«-» низкий КПД вакуумных генераторов = 10%.
Применяют в электронике, радиотехнике, приборостроении.
№24. Основные разновидности сварки давлением.
Контактная электрическая сварка:
В месте соединения при прохождении электрического тока возникает процесс расплавления металла, с уменьшением площади соприкосновения увеличивается сопротивление, а, следовательно, увеличивается выделяемое кол-во теплоты (по закону Джоуля-Ленца).
Соединяемые пов-ти сдавливают и получают прочное соединение. Используется для сваривания рельс, стержней, для соединения разнородных материалов. (напр. буровые коронки привариваются к хвостовикам).
Контактная точечная сварка.
Используется для соединения листовых конструкций

Применяется в автомобиле-, вагоностроительстве.
Шовная сварка.

Герметическое соединение
Оборудование – контактные сварочные машины.
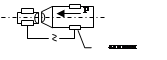
Сварка трением.
![]()
Частота вращения равна 1500 вр/мин. В процессе сухого трения механическая энергия преобразуется в тепло. Зона контакта разогревается до 1000`С, во время трения происходит самоотчистка, после завершения вращения свариваемые поверхности прижимают и получают прочные сварочные соединения диаметром от 1до 140мм.
«+» высокая производительность и малая трудоемкость.
Холодная сварка давлением.
Соединение деталей происходит без подогрева, только за счет пластической деформации:
![]()
Предварительно требуется тщательная очистка для возникновения диффузии.
№25. Пайка металлов. Припои и флюсы, технология.Пайка – технологический процесс соединения метал. заготовок без их расплавления за счет вводимого между ними расплавленного металла.
Припой – (температура плавления припоя должна быть =< температуры основного металла) при охлаждении кристаллизуется и заполняет пространство между соединяемыми деталями, отсюда получаем прочные соединение, которое может быть разъединено без нарушения целостности деталей.
Пайка используется при различных электромонтажных работах, в производстве радио аппаратуры. «+»Отличается низкой ценой, но «-» дороги припои.
Процесс пайки включает операции:
Похожие работы
... или явлений по какому-либо признаку. 6. Классификация – разбиение множества каких-либо объектов на группы по определенным признакам. 7. Систематизация – разбиение, а затем объединение по классам, видам. Если изменить задание и предложить ученикам ответить на вопрос: «Что такое жилище человека?», то для этого обязательно нужно представить себе, как выглядят различные жилища, но этого ...
... нарушаются элементарные дидактические требования, преобладает пассивное восприятие учебной информации учащимися, нерационально тратится учебное время. Глава 2. Методика использования аудиовизуальных и технических средств обучения при изучении раздела «Технология обработки ткани 5 класс» 2.1 Комплексно-методическое обеспечение раздела 1. Учебно-методическая документация № п/п Наименование ...
... сельскохозяйственных районов (по выбору учителя). 1. Металлургия является одной из базовых отраслей промышленности и . обеспечивает человечество конструкционными материалами, черными и цветными металлами. География черной металлургии складывается под влиянием топливно-ресурсных факторов — каменноугольных и железорудных бассейнов. Наиболее богаты железной рудой КНР, Бразилия, Австралия, ...
... и целлюлозно-бумажная промышленность 3,0%; промышленность строительных материалов 2,9%; стекольная и фарфорофаянсовая промышленность 0,7%; легкая промышленность 33,5%; пищевая промышленность 14,8%; мукомольно-крупяная промышленность 1,9%. Билет №5 1. Городское и сельское население. Типы поселений. Функции городов. Обычно выделяют два основных типа поселений – городское и сельское. Соотношение ...
0 комментариев