Навигация
Основные МП (подину и откосы выкладывают основным магнезитовым кирпичом, а сверху наваривают слой магнезитового порошка)
55156
знаков
2
таблицы
7
изображений
1. Основные МП (подину и откосы выкладывают основным магнезитовым кирпичом, а сверху наваривают слой магнезитового порошка).
2. Кислые (подину и откосы футеруют кислым динасовым кирпичом на основе кремнезема, а верхний слой наваривают из кварцевого песка).
В торцах рабочего пространства печи расположены головки для подвода топлива и воздуха, и отвода продуктов горения. Нижнее строение МП расположено под рабочей площадкой. Оно состоит шлаковиков, в которых происходит отделение от дымовых газов частиц шлака и пыли из рабочего пространства, регенеративных камер и боровов с перекидными клапанами.
В рабочем пространстве печи топливо смешивается с воздухом и сгорает с образованием факела пламени с t = 1800-1900 °С. Газообразные продукты горения поступают в вертикальные каналы, шлаковики и регенераторы, температура дымовых газов, поступающих в регенераторы, составляет 1500-15 50°С. МП, работающий на жидком топливе (мазуте) имеют по одному регенератору для подогрева воздуха (в обычных - по две паре). В качестве газообразного топлива обычно используют смесь доменного и коксового газов.
Обычно применяют стационарный МП, но для выплавки стали из фосфористых чугунов и облегчения смачивания шлака применяют качающиеся печи.

Стальной лом (скрап) 60-70% стальной лом 20-40% Чушковый передельный чугун 30-40% жидкий чугун 60-80% Известь 8-12% от массы Me
Процессы плавки одинаковы для обоих процессов и состоят из нескольких последовательных стадий: заправки печи, закалки шихтовых материалов, их плавления, периода кипения или доводки, раскисления и выпуска Me.
Производство стали в электропечах.
В электропечи можно получать легированную сталь с низким содержанием серы и фосфора, неметаллических включений, при этом потери легирующих элементов значительно меньше.
В процессе электроплавки можно точно регулировать температуру металла и его состав, выплавлять сплавы почти любого состава.
Электрические печи обладают существенными преимуществами по сравнению с другими сталеплавильными агрегатами, поэтому высоколегированные инструментальные сплавы, нержавеющие шарикоподшипниковые, жаростойкие и жаропрочные, а также многие конструкционные стали выплавляют только в этих печах.
Мощные электропечи успешно применяют для получения низколегированных и высокоуглеродистых сталей мартеновского сортамента. Кроме того, в электропечах получают различные ферросплавы, представляющие собой сплавы железа с элементами, которые необходимо выводить в сталь для легирования и раскисления.
Первая дуговая электропечь в России была установлена в 1910 г. на Обуховском заводе. За годы пятилеток были построены сотни различных печей. Вместимость наиболее крупной печи в СССР 200 т. Печь состоит из железного кожуха цилиндрической формы со сферическим днищем. Внутри кожух имеет огнеупорную футеровку. Плавильное пространство печи закрывается съемным сводом.
Печь имеет рабочее окно и выпускное отверстие со сливным желобом. Питание печи осуществляется трехфазным переменным током. Нагрев и плавление металла осуществляются электрическими мощными дугами, горящими между концами трех электродов и металлом, находящимся в печи. Печь опирается на два опорных сектора, перекатывающихся по станине. Наклон печи в сторону выпуска и рабочего окна осуществляется при помощи реечного механизма. Перед загрузкой печи свод, подвешенный на цепях, поднимают к порталу, затем портал со сводом и электродами отворачивается в сторону сливного желоба и печь загружают бадьей. Кожух печи должен выдерживать нагрузку от массы огнеупоров и металла. Его делают сварным из листового железа толщиной 16–50 мм в зависимости от размеров печи. Форма кожуха определяет профиль рабочего пространства дуговой электропечи. Наиболее распространенным в настоящее время является кожух конической формы. Нижняя часть кожуха имеет форму цилиндра, верхняя часть—конусообразная с расширением кверху. Такая форма кожуха облегчает заправку печи огнеупорным материалом, наклонные стены увеличивают стойкость кладки, так как она дальше расположена от электрических дуг. Используют также кожухи цилиндрической формы с водоохлаждаемыми панелями. Для сохранения правильной цилиндрической формы кожух усиливается ребрами и кольцами жесткости. Днище кожуха обычно выполняется сферическим, что обеспечивает наибольшую прочность кожуха и минимальную массу кладки. Днище выполняют из немагнитной стали для установки под печью электромагнитного перемешивающего устройства.
Сверху печь закрыта сводом. Свод набирают из огнеупорного кирпича в металлическом водоохлаждаемом сводовом кольце, которое выдерживает распирающие усилия арочного сферического свода В нижней части кольца имеется выступ – нож, который входит в песчаный затвор кожуха печи. В кирпичной кладке свода оставляют три отверстия для электродов. Диаметр отверстий больше диаметра электрода, поэтому во время плавки в зазор устремляются горячие газы, которые разрушают электрод и выносят тепло из печи. Для предотвращения этого на своде устанавливают холодильники или экономайзеры, служащие для уплотнения электродных отверстий и для охлаждения кладки свода. Газодинамические экономайзеры обеспечивают уплотнение с помощью воздушной завесы вокруг электрода. В своде имеется также отверстие для отсоса запыленных газов и отверстие для кислородной фурмы. Для загрузки шихты в печи небольшой емкости и подгрузки легирующих и флюсов в крупные, печи скачивания шлака, осмотра, заправки и ремонта печи имеется загрузочное окно, обрамленное литой рамой. К раме крепятся направляющие, по которым скользит заслонка. Заслонку футеруют огнеупорным кирпичом. Для подъема заслонки используют пневматический, гидравлический или электромеханический привод. С противоположной стороны кожух имеет окно для выпуска стали из печи. К окну приварен сливной желоб. Отверстие для выпуска стали может быть круглым диаметром 120—150 мм или квадратным 150 на 250 мм. Сливной желоб имеет корытообразное сечение и приварен к кожуху под углом 10—12° к горизонтали. Изнутри желоб футеруют шамотным кирпичом, длина его составляет 1—2 м. Электрододержатели служат для подвода тока к электродам и для зажима электродов. Головки электрододержателей делают из бронзы или стали и охлаждают водой, так как они сильно нагреваются как теплом из печи, так и контактными токами. Электрододержатель должен плотно зажимать электрод и иметь небольшое контактное сопротивление. Наиболее распространенным в настоящее время является пружинно-пневматический электрододержатель. Зажим электрода осуществляется при помощи неподвижного кольца и зажимной плиты, которая прижимается к электроду пружиной. Отжатие плиты от электрода и сжатие пружины происходят при помощи сжатого воздуха. Электрододержатель крепится на металлическом рукаве – консоли, который скрепляется с Г-образной подвижной стойкой в одну жесткую конструкцию. Стойка может перемещаться вверх или вниз внутри неподвижной коробчатой стойки. Три неподвижные стойки жестко связаны в одну общую конструкцию, которая покоится на платформе опорной люльки печи. Перемещение подвижных телескопических стоек происходит или с помощью системы тросов и противовесов, приводимых в движение электродвигателями, или с помощью гидравлических устройств. Механизмы перемещения электродов должны обеспечить быстрый подъем электродов в случае обвала шихты в процессе плавления, а также плавное опускание электродов во избежание их погружения в металл или ударов о не расплавившиеся куски шихты. Скорость подъема электродов составляет 2,5—6,0 м/мин, скорость опускания 1,0— 2,0 м/мин. Механизм наклона печи должен плавно наклонять печь в сторону выпускного отверстия на угол 40—45° для выпуска стали и на угол 10—15 градусов в сторону рабочего окна для спуска шлака. Станина печи, или люлька, на которой установлен корпус, опирается на два – четыре опорных сектора, которые перекатываются по горизонтальным направляющим. В секторах имеются отверстия, а в направляющих – зубцы, при помощи которых предотвращается проскальзывание секторов при наклоне печи. Наклон печи осуществляется при помощи рейки и зубчатого механизма или гидравлическим приводом. Два цилиндра укреплены на неподвижных опорах фундамента, а штоки шарнирно связаны с опорными секторами люльки печи. Система загрузки печи бывает двух видов: через завалочное окно мульдозавалочной машиной и через верх при помощи бадьи. Загрузку через окно применяют только на небольших печах. При загрузке печи сверху в один-два приема в течение 5 мин меньше охлаждается футеровка, сокращается время плавки; уменьшается расход электроэнергии; эффективнее используется объем печи. Для загрузки печи свод приподнимают на 150—200 мм над кожухом печи и поворачивают в сторону вместе с электродами, полностью открывая рабочее пространство печи для введения бадьи с шихтой. Свод печи подвешен к раме. Она соединена с неподвижными стойками электрододержателей в одну жесткую конструкцию, покоящуюся на поворотной консоли, которая укреплена на опорном подшипнике. Крупные печи имеют поворотную башню, в которой сосредоточены все механизмы отворота свода. Башня вращается вокруг шарнира на катках по дугообразному рельсу. Бадья представляет собой стальной цилиндр, диаметр которого меньше диаметра рабочего пространства печи. Снизу цилиндра имеются подвижные гибкие сектора, концы которых стягиваются через кольца тросом. Взвешивание и загрузка шихты производятся на шихтовом дворе электросталеплавильного цеха. Бадья на тележке подается в цех, поднимается краном и опускается в печь. При помощи вспомогательного подъема крана трос выдергивают из проушин секторов и при подъеме бадьи сектора раскрываются и шихта вываливается в печь в том порядке, в каком она была уложена в бадье. При использовании в качестве шихты металлизованных окатышей загрузка может производиться непрерывно по трубопроводу, который проходит в отверстие в своде печи. Во время плавления электроды прорезают в шихте три колодца, на дне которых накапливается жидкий металл. Для ускорения расплавления печи оборудуются поворотным устройством, которое поворачивает корпус в одну и другую сторону на угол в 80°. При этом электроды прорезают в шихте уже девять колодцев. Для поворота корпуса приподнимают свод, поднимают электроды выше уровня шихты и поворачивают корпус при помощи зубчатого венца, прикрепленного к корпусу, и шестерен. Корпус печи опирается на ролики.Большинство дуговых печей имеет основную футеровку, состоящую из материалов на основе MgO. Футеровка печи создает ванну для металла и играет роль теплоизолирующего слоя, уменьшающего потери тепла. Основные части футеровки – подина печи, стены, свод. Температура в зоне электрических дуг достигает нескольких тысяч градусов. Хотя футеровка электропечи отделена от дуг, она все же должна выдерживать нагрев до температуры 1700°С. В связи с этим применяемые для футеровки материалы должны обладать высокой огнеупорностью, механической прочностью, термо- и химической устойчивостью. Подину сталеплавильной печи набирают в следующем порядке. На стальной кожух укладывают листовой асбест, на асбест—слой шамотного порошка, два слоя шамотного кирпича и основной слой из магнезитового кирпича. На магнезитовой кирпичной подине набивают рабочий слой из магнезитового порошка со смолой и пеком — продуктом нефтепереработки. Толщина набивного слоя составляет 200 мм. Общая толщина подины равна примерно глубине ванны и может достигать 1 м для крупных печей. Стены печи выкладывают после соответствующей прокладки асбеста и шамотного кирпича из крупноразмерного безобжигового магнезитохромитового кирпича длиной до 430 мм. Кладка стен может выполняться из кирпичей в железных кассетах, которые обеспечивают сваривание кирпичей в один монолитный блок. Стойкость стен достигает 100—150 плавок. Стойкость подины составляет один-два года. В трудных условиях работает футеровка свода печи. Она выдерживает большие тепловые нагрузки от горящих дуг и тепла, отражаемого шлаком. Своды крупных печей набирают из магнезитохромитового кирпича. При наборе свода используют нормальный и фасонный кирпич. В поперечном сечении свод имеет форму арки, что обеспечивает плотное сцепление кирпичей между собой. Стойкость свода составляет 50 – 100 плавок. Она зависит от электрического режима плавки, от длительности пребывания в печи жидкого металла, состава выплавляемых стали, шлака. В настоящее время широкое распространение получают водоохлаждаемые своды и стеновые панели. Эти элементы облегчают службу футеровки.
Ток в плавильное пространство печи подается через электроды, собранные из секций, каждая из которых представляет собой круглую заготовку диаметром от 100 до 610 мм и длиной до 1500 мм. В малых электропечах используют угольные электроды, в крупных – графитированные. Графитированные электроды изготавливают из малозольных углеродистых материалов: нефтяного кокса, смолы, пека. Электродную массу смешивают и прессуют, после чего сырая заготовка обжигается в газовых печах при 1300 градусах и подвергается дополнительному графитирующему обжигу при температуре 2600 – 2800 градусах в электрических печах сопротивления. В процессе эксплуатации в результате окисления печными газами и распыления при горении дуги электроды сгорают. По мере укорачивания электрод опускают в печь. При этом электрододержатель приближается к своду. Наступает момент, когда электрод становится настолько коротким, что не может поддерживать дугу, и его необходимо наращивать. Для наращивания электродов в концах секций сделаны отверстия с резьбой, куда ввинчивается переходник-ниппель, при помощи которого соединяются отдельные секции. Расход электродов составляет 5—9 кг на тонну выплавляемой стали.
Электрическая дуга—один из видов электрического разряда, при котором ток проходит через ионизированные газы, пары металлов. При кратковременном сближении электродов с шихтой или друг с другом возникает короткое замыкание. Идет ток большой силы. Концы электродов раскаляются добела. При раздвигании электродов между ними возникает электрическая дуга. С раскаленного катода происходит термоэлектронная эмиссия электронов, которые, направляясь к аноду, сталкиваются с нейтральными молекулами газа и ионизируют их. Отрицательные ионы направляются к аноду, положительные к катоду. Пространство между анодом и катодом становится ионизированным, токопроводящим. Бомбардировка анода электронами и ионами вызывает сильный его разогрев. Температура анода может достигать 4000 градусов. Дуга может гореть на постоянном и на переменном токе. Электродуговые печи работают на переменном токе. В последнее время в ФРГ построена электродуговая печь на постоянном токе.
В первую половину периода, когда катодом является электрод, дуга горит. При перемене полярности, когда катодом становится шихта — металл, дуга гаснет, так как в начальный период плавки металл еще не нагрет и его температура недостаточна для эмиссии электронов. Поэтому в начальный период плавки дуга горит неспокойно, прерывисто. После того как ванна покрывается слоем шлака, дуга стабилизируется и горит более ровно.
|
|

Электрошлаковый переплав.
Путем переплава получают сталь и сплавы особо высокого качества. Схема установки ЭШП приведена на рисунке 7. Между расходуемым электродом и наплавляемым слитком имеется слой электропроводящего шлака, в котором выделяется тепло при прохождении через него электротока, и нагреве его до t = 2000 °С. Шлак плавят в электропечи и заливают в кристаллизатор. Meталл расходуемого электрода
Рис. 2. Схема электрошлакового переплава.
плавиться и каплями стекает сквозь слой шлака. Это обеспечивает большую площадь соприкосновения Me со шлаком.
Под слоем шлака, в кристаллизаторе постепенно наплавляется слиток. Шлак должен быть электропроводным и рафинированным. С помощью ЭШП получают улучшение кристаллической структуры. Таким образом, для улучшения кристаллической структуры необходимо иметь низкую скорость и производительность, а, следовательно, и мелкую ванну.
Обработка металлов давлением.
 |
Процесс ОМД- это придание материалу требуемой формы, размеров и физико-механических свойств без нарушения его сплошности путем пластической деформации. В процессах ОМД упругая и пластическая деформации сопутствуют друг другу.
При нагреве металла его способность к пластической деформации увеличивается, а сопротивление деформации падает, поэтому процессы горячей обработки являются менее трудоемкими и энергоемкими. Однако изделия, полученные горячей обработкой, обладают худшим качеством поверхности (слой окисленного Me на поверхности - окалина) и меньшей точностью геометрических размеров по сравнению с изделиями, полученными методом холодной деформации. Для проведения процессов горячей пластической деформации Me необходимо нагреть выше 0,65-0,75 абсолютной t плавления для обеспечения полного протекания разупрочняющих процессов. В интервале температур горячей деформации пластичность повышается в несколько раз, прочностные характеристики уменьшаются в 10 раз по сравнению с комнатными. Нагревать сталь до температур, близких к t плавления, нельзя, так как происходит развитие явления перегрева, состоящего в интенсивном росте зерна нагреваемого металла и пережога, сопровождающегося окислением и плавлением граней зерен, нарушением связей между ними, и как следствие, полной потерей пластичности, что является неисправимым браком. Нагрев желательно проводить с наибольшей V, то есть за возможно короткое время. При этом медленней растет зерно, снижаются отходы металлов по образованию окалины, меньше [С] выгорает с поверхности стальных заготовок.
Среди ОМД наиболее распространенными являются: ковка, штамповка, волочение, прокатка, прессование.
 |
Прокатка заключается в обжатии заготовки между вращающимися валками.
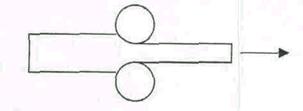
Рис.3. Прокатка.
Прессование заключается в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы, причем формы и размеры поперечного сечения выдавливаемой заготовки соответствуют форме и размерам отверстия матрицы, а длина ее пропорциональна отношению площадей поперечного сечения исходной.
Порошковая металлургияПорошковой металлургией называют область техники, охватывающую совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента.
Из имеющихся
разнообразных способов обработки металлов порошковая металлургия занимает особое место, так как позволяет получать не только изделия различных форм и назначений, но и создавать принципиально новые материалы, которые другим путем получить или очень трудно или невозможно. У таких материалов можно получить уникальные свойства, в ряде случаев существенно повышается экономические
показатели производства. При этом способе практически в большинстве случаев коэффициент использования материала составляет около 100%.
Типовая технология производства заготовки изделий методом порошковой металлургии включает четыре основные операции: 1) получение порошка исходного материала; 2)формование заготовок;
3) спекание и 4) окончательную обработку. Каждая из указанных операций оказывает значительное влияние на формирование свойств готового изделия.
В настоящее время используют большое количество методов производства металлических порошков, что позволяет варьировать их свойства, определяет качество и экономические показатели.
Свойства порошков. Свойство металлических порошков характеризуются химическими, физическими и технологическими свойствами. Химические свойства металлического порошка зависят от химического состава, который зависит от метода получения порошка и химического состава исходных материалов. Содержание основного металла в порошках составляет 98...99%. При изготовлении изделий с особыми свойствами, например магнитными, применяют более чистые порошки. Допустимое количестве примесей в порошке определяется допустимым их количеством в готовой продукции. Исключение сделано для окислов железа, меди, никеля, вольфрама и некоторых других, которые при нагреве в присутствии восстановления легко образуют активные атомы металла, улучшающие спекаемость порошков. Содержание таких окислов в порошке может составлять 1...10%. В металлических порошках содержится значительное количество газов (кислород, водород, азот и др.), как адсорбированных на поверхности, так и попавших внутрь частиц в процессе изготовления или при последующей обработке, Газовые пленки на поверхности частиц порошка образуются самопроизвольно из-за ненасыщенности полей силовых в поверхностных слоях. С уменьшением частиц порошка увеличивается адсорбция газов этими частицами.
При восстановлении химических соединений часть газов - восстановителей и газообразных продуктов реакции не успевает выйти наружу и находится либо в растворенном состоянии, либо в виде пузырей. Электролитические порошки содержат водород, выделяющийся на катоде одновременно с осаждением на нем металла. В карбонильных порошках присутствуют растворенные кислород, окись и двуокись углерода, а в распыленных порошках - газы, механически захваченные внутрь частиц.
Большое количество газов увеличивает хрупкость порошков и затрудняет прессование. Интенсивное выделение газов из спрессованной заготовки при спекании может привести к растрескиванию изделий. Поэтому перед прессованием или в его процессе применяют вакуумирование порошка, обеспечивающее удаление значительного количества газов.
При работе с порошками учитывают их токсичность и пирофорность. Практически все порошки оказывают вредное воздействие на организм человека. Пирофорность, т.е. способность к самовозгоранию при соприкосновении с воздухом, может привести к воспламенению порошка и даже взрыву. Поэтому при работе с порошками строго соблюдают специальные меры безопасности. Физические свойства частиц характеризуют; форма, размеры и гранулометрический состав, удельная поверхность, плотность и микротвердость.
Формование металлических порошков.
Целью формования порошка является придание заготовкам из порошка формы, размеров, плотности и механической прочности, необходимых для последующего изготовления изделий. Формование включает следующие операции: отжиг, классификацию, приготовление смеси, дозирование и формование.Отжиг порошков применяют с целью повышения их пластичности и прессуемости за счет восстановления остаточных окислов и снятия наклепа. Нагрев осуществляют в защитной среде (восстановительной, инертной или вакууме) при температуре 0,4...0,6 абсолютной температуры плавления металла порошка. Наиболее часто отжигают порошки, полученные механическим измельчением, электролизом и разложением карбонилов.
Классификация порошков - это процесс разделения порошков по величине частиц. Порошки с различной величиной частиц используют для составления смеси, содержащей требуемый процент каждого размера. Классификация частиц размером более 40 мкм производят в проволочных ситах. Если свободный просев затруднен, то применяют протирочные сита. Более мелкие порошки классифицируют на воздушных сепараторах.
Приготовление смесей. В производстве для изготовления изделий используют смеси порошков разных металлов. Смешивание порошков есть одна из важных операций и задачей ее является обеспечение однородности смеси, так как от этого зависят конечные свойства изделий. Наиболее часто применяют механическое смешивание компонентов в шаровых мельницах и смесителях. Соотношение шихты и шаров по массе 1:1. Смешивание сопровождается измельчением компонентов. Смешивание без измельчения проводят в барабанных, шнековых, лопастных, центробежных, планетарных, конусных смесителях и установках непрерывного действия.
Равномерное и быстрое распределение частиц порошков в объеме смеси достигается при близкой по абсолютной величине плотности смешиваемых компонентов. При большой разнице абсолютной величины плотностей наступает расслоение компонентов. В этом случае полезно применять раздельную загрузку компонентов по частям: сначала более легкие с каким-либо более тяжелым, затем остальные компоненты. Смешивание всегда лучше происходит в жидкой среде, что не всегда экономически целесообразно из-за усложнения технологического процесса.
При приготовлении шихты некоторых металлических порошков высокой прочности (вольфрама, карбидов металлов) для повышения формуемости в смесь добавляют пластификаторы - вещества смачивающие поверхность частиц. Пластификаторы должны удовлетворять требованиям: обладать высокой смачивающей возможностью, выгорать при нагреве без остатка, легко растворяться в органических растворителях. Раствор пластификатора обычно заливают в перемешиваемый порошок, затем смесь сушат для удаления растворителя. Высушенную смесь просеивают через сито.
Дозирование - это процесс отделения определенных объемов смеси порошка. Различают объемное дозирование и дозирование по массе. Объемное дозирование используют при автоматизированном формовании изделий. Дозирование по массе наиболее точный способ, этот способ обеспечивает одинаковую плотность формования заготовок.
Для формования изделий из порошков применяют следующие способы: прессование в стальной пресс-форме, изостатическое прессование, прокатку порошков, мундштучное прессование, шликерное формование, динамическое прессование.
При прессовании, происходящем в закрытом объеме возникает сцепление частиц, и получают заготовку требуемых формы и размеров. Такое изменение объема происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот между частицами порошка и заклинивания - механического сцепления частиц.
Термическая обработка.
Термической обработкой называется совокупность технологических операций ее нагрева, выдержки и охлаждения в твердом состоянии с целью изменения ее структуры и создания у нее необходимых свойств: прочности, твердости, износостойкости, обрабатываемости или особых химических и физических свойств.
Термообработка бывает предварительная и окончательная.
Предварительная термообработка (отжиг поковок) проводится непосредственно после ковки с целью предотвращения появления флокенов, снижения твердости, для облегчения последующей механической обработки, уменьшения остаточных напряжений и подготовки структуры под окончательную термообработку.
Окончательная термообработка (нормализация, закалка с высоким отпуском и т.д.) придает металлу требуемый уровень механических свойств, обеспечивает необходимую структуру.
Отжигом называется процесс термообработки, состоящий из нагрева стали до заданной температуры, выдержки при этой температуре и последующего медленного охлаждения (рис. 4).
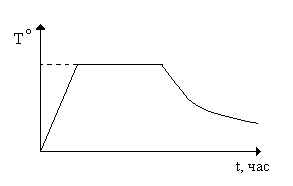
Рис. 4. Отжиг.
Закалка стали – процесс, состоящий из нагрева стали до определенной температуры, выдержки при этой температуре и быстрого охлаждения (рис. 5).

Рис. 5. Закалка
Цель закалки – придание высокой твердости и прочности за счет получения неравновесных структур. Эти неравновесные структуры можно получить лишь при очень высоких скоростях охлаждения.
Длительность выдержки при нагреве под закалку зависит от размеров гуделий и массы садки.
В качестве закалочных сред (для быстрого охлаждения) используются вода, масло индустриальное и раствор щелочи.
Охлаждающая способность жидкостей различна.
Отпуск стали заключается в нагреве до определенных температур (более низких им при закалке), выдержке и охлаждении.
Цель отпуска – перевести структуру стали в более равновесное состояние, придать стали требуемые свойства. Кроме того, при отпуске снимаются внутренние напряжения, полученные при закалке.
В зависимости от температуры, отпуск бывает низкий, средний, высокий.
При низком отпуске сталь нагревается до температуры 150-3000С. Это приводит к снижению внутренних напряжений в стали. При низком отпуске твердость стали снижается незначительно.
При среднем отпуске сталь нагревается до температуры 300-5000С. средний отпуск значительно понижает твердость и обеспечивает высокую вязкость стали. Среднему отпуску подвергают пружины, рессоры, штампы для холодной обработки.
Высокий отпуск проводят при температуре 500-6800С. высокий отпуск значительно понижает твердость и сопротивление разрыву и повышает пластичность и ударную вязкость. Высокому отпуску подвергают валы, оси и т.д.
Химико-термическая обработка.
Химико-термической обработкой называют поверхностное насыщение стали соответствующим элементом (например, – углеродом, азотом и т.д.) путем его диффузии в атомарном состоянии из внешней среды при высокой температуре.
Цементацией называется процесс насыщения поверхностного слоя стали углеродом.
Цель цементации – получение твердой и износостойкой поверхности. Цементация бывает двух видов: газовая цементация и цементация в твердом карбюризаторе.
В качестве твердого карбюризатора применяется активированный уголь (древесный уголь или каменноугольный полукокс) с активаторами.
Газовую цементацию осуществляют нагревом изделия в среде газов, содержащих углерод: синтин, керосин и т.д.
Окончательные свойства цементированных изделий достигаются в результате термической обработки, выполняемой после цементации – закалки и низкого отпуска. Это высокая твердость в цементированном слое и хорошие механические свойства сердцевины.
Заключение.
В данном отчете была сделана более или менее успешная попытка провести обзор металлургических производств. Для составления отчета была привлечена различная литература, ресурсы сети internret. Отчет достаточно краток, и делать его больше по объему вряд ли имеет смысл.
Литература.
I.Бальшин М.Ю., Кипарисов С.С. М. Металлургия 1978 .184с.
2.Раковский B.C., Саклинский В.В. Порошковая металлургия в машиностроении. М.Машиностроение. 1973.126с. Справочное пособие.
3.Либенсон Г.А. Основы порошковой металлургии. М. Металлургия, 1975. 200с.
Ресурсы интернет:
1. http://www.stal.ru Официальный сайт ОАО «Северствль»
2. http://zpm.molodechno.by Молодечненский завод порошковой металлургии. Официальный сайт.
3. http://www.kompozit.spb.ru Официальный сайт ЗАО «Композит».
4. htttp://www.referat.ru Коллекция рефератов.
©Zhav_. 9.09.02. szhav@mail.ru
0 комментариев