Патентирование.
Смотреть
термообработку
стали
Нормализация
Наблюдается
после отпуска
в температурном
интервале
250-350є С – это
отпускная
хрупкость I
рода или необратимая
хрупкость
Прочность
Патентирование.
Смотреть
термообработку
стали
Нормализация
Наблюдается
после отпуска
в температурном
интервале
250-350є
С
– это отпускная
хрупкость I
рода или необратимая
хрупкость
Прочность
Навигация
Прочность
Конспект лекций и ответы на экзаменационные вопросы по предмету Термическая Обработка
191489
знаков
0
таблиц
9
изображений
1. Прочность.
Первой характеристикой, по которой осуществляют выбор стали для той или иной детали, является прочность. Однако прочность конструкции рассчитывается иногда не из предела прочности σВ, а исходя из предела текучести σ0,2, т.к. величина 0,2 – это δ=0,2%, т.е. максимально допустимая деформация. Если деформация будет больше, то искажение формы детали приведет к отказу механизма в результате заклинивания или разрушения. Поэтому при выборе стали под ту или иную деталь прочность оценивается по пределу текучести.
2. Критический диаметр.
Большинство конструкционных деталей при изготовлении подвергается упрочняющей термообработке, при этом свойства стали после термообработки в значительной мере зависят от того, прокалилась ли деталь насквозь или нет. Если деталь массивная и не содержит легирующих элементов, то после закалки сердцевина останется незакаленной. Такие детали будут плохо работать на растяжение, и особенно плохо будут противостоять знакопеременным нагрузкам, т.е. сопротивляться усталости. Поэтому для деталей, работающих на удар или на усталость, всегда ставятся требования сквозной прокаливаемости. Прокаливаемость стали оценивается по критическому диаметру. Критический диаметр – максимальный диаметр, который может закалиться насквозь в заданном охладителе. Таким образом, при выборе марки стали максимальный размер детали в сечении должен быть меньше или равен критическому диаметру.
Для удобства выбора той или иной марки стали для деталей различного размера, применяются специальные таблицы, в которых все стали расставлены исходя из двух параметров – предела текучести после термического улучшения и критического диаметра.
Табл.
3. Хладноломкость.
4. Ударная вязкость. Если детали предназначены для работы при отрицательных температурах, а так же условиях ударного нагружения, т.е. динамических нагрузок, то следующими параметрами, по которым проводится дальнейший выбор стали, являются температура полухрупкости Т50, а так же ударная вязкость аn или вязкость разрушения К1С. Температура полухрупкости показывает температуру, при которой 50% излома носит вязкий характер, 50% - хрупкий. То есть это границы хладноломкости детали. Зная рабочую температуру, всегда нужно выбирать такую сталь, чтобы граница хладноломкости была на 20-40є С ниже рабочей. Для снижения хладноломкости вводят Ni, Mo. Вязкость стали зависит от размеров зерна: чем мельче зерно, тем выше вязкость. Для повышения вязкости вводят Ni, Mo, Mn, W.
5. Дополнительные факторы. Если по условиям работы детали подвергаются дополнительным видам износа (абразивный износ поверхности, окисление поверхности в агрессивных средах, воздействие повышенных температур), то кроме типовых факторов при выборе марки стали учитываются и дополнительные, и подбираются соответствующие меры для противодействия разрушающим факторам (поверхностная закалка, ХТО, поверхностный наклеп, обдувка дробью, песком).
Низкоуглеродистые цементуемые стали.
Эта группа сталей предназначена для изготовления деталей, обладающих повышенной твердостью, прочностью, износостойкостью поверхности и одновременно вязкой сердцевиной. Количество углерода в этих сталях 0,1-0,25%. Введение дополнительных легирующих элементов необходимо, прежде всего, для повышения прочности сердцевины. Слой цементации 0,6-1,2 мм, температура цементации 950-980є С, выдержка, исходя из скорости цементации, 0,1мм/час. При массовом производстве цементацию проводят в газовых печах, при штучном или мелкосерийном производстве – в твердой среде (засыпают углем). Если цементация проводится в газовой печи, то закалка производится непосредственно при выходе из печи, т.е. без дополнительного нагрева. После цементации все детали подвергаются упрочняющей термообработке, для ответственных деталей – двойная закалка (первая закалка – 850-870є С, вторая закалка – 760-780є С) + низкий отпуск (180-200є С), для неответственных деталей – одна закалка с цементационным нагревом (930-950є С) + низкий отпуск (180-200є С). Иногда вместо первой закалки применяют нормализацию (измельчение зерна, устранение цементитной сетки). Цементируемая сталь содержит Cr, W, Ti – карбидообразующие, Ni, Si, Cu – не карбидообразующие. Карбидообразующие элементы повышают твердость поверхности.
1. Стали с не упрочняемой сердцевиной – ст.10, 15, 20 (простые углеродистые).
2. Стали со слабо упрочняемой сердцевиной – ст. 15Х, 15ХР, 15ХГР.
3. Стали с сильно упрочняемой сердцевиной – ст. 12ХН3А, 20Х2Н4А, 18ХНВА, 18ХГТ, 25ХГТ.
Среднеуглеродистые цементуемые стали.
Детали ответственного назначения работают, как правило, в условиях знакопеременных, ударных нагрузок и поэтому требуют применения сталей, сочетающих такие характеристики как высокая прочность, вязкость, а так же сопротивление усталостному разрушению. Такие характеристики можно получить в среднеуглеродистой стали, т.е. содержащей 0,25-0,55% углерода.
1. Если к такой стали применить полную закалку и низкий отпуск, то можно получить очень высокий предел прочности, но при этом очень маленький запас вязкости. Поэтому чаще всего после закалки такую сталь подвергают высокому отпуску. При этом предел прочности несколько понижается, но зато удается получить максимально высокую вязкость, т.е. получить максимально высокую конструкционную прочность. Сочетание полная закалка (820-850є С) + высокий отпуск (550-650є С) применяется для улучшаемых сталей. Структура после такой закалки – сорбит. Границ зерен не видно. Максимально высокая усталостная прочность достигается только при условии однородной структуры, поэтому в этом случае детали должны иметь сквозную прокаливаемость. Если после закалки в центре детали структура будет перлитная, то такая деталь будет плохо сопротивляться усталости.
2. Но для обеспечения сквозной прокаливаемости требуется иметь максимально высокий критический диаметр, т.е. максимально возможный диаметр, на который прокаливается деталь в данном охладителе. Критический диаметр, т.е. прокаливаемость, зависит от многих факторов. Но главным из них является наличие легирующих элементов (кроме кобальта, легирующие элементы смещают с-образные кривые вправо, увеличивают устойчивость аустенита, уменьшая тем самым критическую скорость охлаждения).
В результате при закалке скорость охлаждения даже массивных деталей становится выше критической, и деталь закаливается насквозь, т.е. основным механизмом влияния легирующих элементов на данную сталь является увеличение прокаливаемости стали.
3. Многие детали из улучшаемой стали работают в условиях поверхностного износа (в условиях трения). Сопротивление износу обеспечивает высокая твердость, но после высокого отпуска твердость стали составляет 23-25 HRC и ее недостаточно. Поэтому как дополнительный вариант упрочняющей термообработки для таких деталей применяют поверхностную закалку или ХТО (азотирование). Добавки V, Ti образуют очень стойкие карбиды, которые не растворяются при нагреве под закалку, поэтому сдерживают рост аустенита. В результате сталь получается мелкозернистой и имеет высокую вязкость. Mo и W вводят в сталь для уменьшения отпускной хрупкости 2 рода. Буква А в конце означает уменьшенное содержание вредных примесей S и P.
Выбор той или иной марки стали из этой группы проводится, прежде всего, по пределу прочности и по критическому диаметру. Для этого пользуются таблицей, где все стали размещены по категориям прочности и критическому диаметру. По критическому диаметру улучшаемые стали разделяют на 5 групп:
1. Критический диаметр до 20 мм при охлаждении в воде. В эту группу входят все простые углеродистые стали 30, 35, 40, 45, т.е. практически нелегированные (самые дешевые и легкодоступные).
2. Критический диаметр 20-40 мм при охлаждении в масле. В эту группу входят стали 35Х, 40Х, 45Х.
3. Критический диаметр 40-60 мм. В эту группу входят стали 38ХС, 25ХГСА, 30ХГСА, 35ХГСА, 40Г2, 40ХГР, т.е. стали, содержащие добавки Cr, Mn, Si.
4. Критический диаметр до 100 мм. В эту группу входят стали 30ХН3А, 35ХМ, 40ХН, т.е. стали, содержащие Cr, Ni.
5. Критический диаметр свыше 100 мм (до 1000 мм). В эту группу входят стали 38Х2Н2МА, 35ХН3МА, 40ХНМА.
Высокоуглеродистые пружинные, рессорные стали.
1. Основное требование к пружинно-рессорной стали – это максимальный предел упругости. Величина предела упругости зависит в основном от количества углерода в стали: чем его больше, тем выше предел упругости.
2. Второе требование – высокая релаксационная стойкость (против снижения предела упругости).
3. Стойкость при усталостном нагружении. Требуется высокое качество поверхности, дополнительная обработка наклепом (дробь, песок), чтобы не возникли трещины усталости.
Термообработка пружинных сталей.
При изготовлении пружин пользуются как горячей, так и холодной деформацией. Горячая деформация используется при изготовлении крупногабаритных пружин большого сечения.
После горячей навивки применяют закалку и средний отпуск, структура - троостит. Он представляет собой мелкопластинчатую структуру, которая обладает минимальным запасом вязкости, но, так как пружины должны работать только на упругость, то вязкость не является ограничением.
При изготовлении пружин небольшого поперечного сечения можно использовать патентирование, т.е. изотермический отжиг с последующей холодной деформацией. После изготовления и термообработки пружины подвергают тщательной обработке поверхности (шлифовка, полировка, покраска), чтобы устранить концентраторы напряжений для последующего устранения усталостных трещин. Повысить усталостную стойкость можно также обработкой, создающей поверхностный наклеп.
Стали для холодной штамповки.
К этим сталям относят, прежде всего, малоуглеродистые стали с содержанием С =0,05 – 0,2%. Основные требования:
Высокая штампуемость, т.е. способность принимать объемную форму из плоской заготовки.
Высокое качество поверхности детали после холодной штамповки.
Эти требования обеспечиваются:
Механическими свойствами.
Химическим составом.
Структурой.
Требования по механическим свойствам:
Минимальная твердость (HRB) < 45 единиц (55 единиц – для легированных сталей).
Высокий предел прочности σВ, низкий σТ![]()
![]() – число текучести.
– число текучести.
Высокая пластичность.
Требования по химическому составу:
Содержание С 1400-1500 мПа. Самые прочные достигают σв=3000 мПа.
Так же обладают высоким пределом текучести σт > 1350-1400 мПа, т.е. стали - высокопластичные. Высокопрочные стали применяются в авиации и ракетной технике, т.к. они позволяют при заданной прочности снизить вес конструкции. Чтобы получить высокую прочность необходимо провести соответствующее легирование, обеспечить высокую чистоту металла, получить структуру за счет термообработки, которая обеспечивала бы заданные характеристики. Высокую прочность, твердость можно получить и в обычных углеродистых сталях после закалки и низкого отпуска, но при этом такая сталь обладает высокой хрупкостью, т.е. не может сопротивляться ударным нагрузкам. Поэтому такие стали отнести к высокопрочным можно лишь условно. К высокопрочным сталям относят те стали, которые обладают высоким сопротивлением к хрупкому разрушению К1С = 200-300 кДж/мІ.
Для повышения вязкости стали, в нее обычно вводят большое количество Ni, Mo, Mn. Для повышения прокаливаемости сталь должна содержать Cr, Si. Для образования упрочняющих интерметаллидных фаз добавляют Ti, Al, W. Несмотря на то, что С – самый сильный упрочнитель, повышение его концентрации ведет к снижению вязкости. Поэтому содержание С Тзак. Если это условие не выполняется, то наклеп, образующийся при деформации, будет снят за счет рекристаллизации. В этом случае необходимо изменить схему процесса. Деформация проводится не сразу после нагрева, а после выдержки и небольшого подстуживания до температуры ниже температуры рекристаллизации. Технологически втмо проводят при горячей прокатке или горячем прессовании. В этом случае оборудование позволяет за небольшой промежуток времени продеформировать металл с достаточно большой величиной деформации. И сразу после этого есть возможность быстрого охлаждения. Впервые втмо была обнаружена случайно при горячем прессовании сплавов системы Al – Mg – Si. В настоящее время применяют структурное упрочнение. Способствует появлению пресс – эффекта гомогенизация сплавов, а так же введение труднорастворимых легирующих элементов (Ti, Zr, Sc).
НТМО.
При нтмо холодная деформация проводится сразу после закалки до начала старения. Закаленный сплав имеет структуру пересыщенного твердого раствора. И несмотря на увеличение прочности сохраняет высокую пластичность, поэтому после закалки его можно подвергать холодному деформированию со степенью 15-20%. Возникающий наклеп позволяет увеличить прочность за счет увеличения дефектов кристаллического строения. При последующем старении выделение вторичных фаз блокирует дефекты , увеличивая сопротивление деформации, повышая тем самым прочность. Холодная деформация проводится как на прокатном стане, так и растяжением. Растяжение позволяет одновременно выправить искажение формы полуфабрикатов, полученную при закалке.
Сплавы алюминия.
Алюминий производится как химически чистый, так и технически чистый.
Химически чистый обозначается А. Далее идут цифры, показывающие его чистоту
Технически чистый алюминий маркируется А. Далее идет цифра, показывающая содержание алюминия.
Деформируемый алюминий.
АД
Основными легирующими элементами, которые вводят в состав сплава, являются Si, Cu, Mg, Mn, Zn, Li. Их количество может изменяться от 0,5 до 12%. Кроме этих элементов в качестве микродобавок могут вводить Ti, Cr, Fe, Zr, Sc. В качестве маркировки используют 3 схемы:
1. Деформируемый алюминий.
АМц (N) – Al – Mn.
АМg (N) – Al – Mg.
АВ, АД – Al – Mg – Si.
Д1, Д16 – Al – Cu – Mg.
Литейный алюминий.
АЛ (N).
2. Цифровая схема для деформируемых сплавов.
Всего 4 цифры:
1 цифра – основа (Al – 1)
2 цифра – система легирования (0 – чистый алюминий, 1 – Al – Cu – Mg, 2 – Al – Cu – Mn, 3 – Al – Mg – Si, 4 – Al – Mg, 5 – Al – Mg, 9 – Al – Zn – Mg).
3 и 4 цифра – номер сплава.
3. Литейные сплавы.
Аналогична маркировке стали.
А – Al (основа).
2 место – легирующие элементы:
К – Si, М – Cu, Мг – Mg, Мц – Mn, Н – Ni, Ц – Zn.
После каждой буквы, соответствующей легирующему элементу, стоит цифра, показывающая его содержание в целых процентах. Если цифры нет, то количество легирующего элемента равно 1%.
В зависимости от технологии производства выпускаются полуфабрикаты из алюминиевых сплавов после различных вариантов термообработки. В этом случае к основной маркировке в конце добавляются буквы и цифры, показывающие состояние поставки:
А – плакировка.
Б – технологическая плакировка.
М – отожженный.
П – полунагартованный.
Н – нагартованный.
Т – твердый (закалка + естественное старение).
Т1 – закалка + искусственное старение.
ТН – закаленный, нагартованный и естественно состаренный.
Т1Н – закаленный, нагартованный и искусственно состаренный.
Т1Н1 – закаленный, усиленно нагартован и искусственно состаренный.
Сплавы, не упрочняемые термообработкой.
К этой группе относятся технический алюминий, деформируемый алюминий, сплавы Al с Mn (АМц), Al с Mg (АМг).
Сплавы Al c Mn (АМц).
Mn образует с Al интерметаллидную фазу AlMn6, которая дает эвтектику при температуре 658є С при содержании Mn 1,95%. Количество Mn, которое может перейти в твердый раствор, составляет 0,5% при 500є С. Несмотря на ограниченную растворимость Mn в Al, эффект от упрочняющей термообработки настолько невелик, что эти сплавы считаются не упрочняемыми термообработкой. Mn повышает прочность Al, при этом сохраняется пластичность, высокая коррозионная стойкость, свариваемость. Поэтому из этого сплава делают листы, ленты для холодной штамповки.
Термообработка: рекристаллизационный отжиг 500є С – 1 час. Увеличение температуры или времени выдержки может привести к крупнозернистости. Для измельчения зерна вводят Ti. Повысить прочность можно только наклепом.
Сплавы Al c Mg (АМг).
Mg, растворяясь в Al, сильно увеличивает его прочность. Каждый процент Mg увеличивает прочность на 30 мПа. Однако прочность увеличивается за счет эффекта растворного упрочнения. Выделение вторичной фазы после закалки и старения дает заметный эффект упрочнения только при содержании Mg в сплаве 8%. Сплавы для холодной деформации содержат не более 6% Mg. Эти сплавы также считаются не упрочняемыми.
АМг1 – 1,1% Mg.
АМг2 – 2,5% Mg.
АМг3 – 3,2% Mg.
АМг5 – 5,5% Mg.
АМг6 – 6,5% Mg.
Первые три сплава используются для изготовления листов обшивки.
АМг5 и АМг6 используют в тяжело нагруженных деталях, хорошо свариваются.
Основной вид термообработки: отжиг 450-470є С, продолжительность 0,5-3 часа. Сплавы АМг можно упрочнять деформацией.
Сплавы, деформируемые и упрочняемые термообработкой.
Сплавы Al – Cu – Mg.
Дюралями называют сплавы Al с Cu, к которым дополнительно добавляют Mg и Mn. Упрочняются эти сплавы за счет закалки без полиморфного превращения и последующего старения. Выделение упрочняющих вторичных фаз позволяет блокировать дислокации и увеличивать сопротивление деформации. Особенностью термообработки дюрали является очень узкий интервал закалочных температур. Если сплав недогреть, то не происходит растворения вторичных фаз и эффекта закалки не будет. Если сплав перегреть, то по границам зерен появляется жидкая фаза, происходит усадка, образуется микропористость и резко снижаются прочность и пластичность. После нагрева и выдержки перенос деталей из печи в закалочный бак должен проводиться очень быстро (не более 30 сек). Поэтому для закалки алюминиевых сплавов строят специальную печь. После закалки проводят старение. Для жаропрочных дюралей применяют искусственное старение (120-160є С) от 4 до 12 часов.
1. Дюрали средней прочности Д1, Д6.
2. Дюрали повышенной прочности Д16.
3. Дюрали жаропрочные Д19, ВАД1.
4. Дюрали повышенной пластичности Д18.
Крупным недостатком являются плохая коррозионная стойкость. Для повышения коррозионной стойкости проводят плакировку. Стали групп 2 и 3 подлежат закалке и искусственному старению.
Сплавы Al – Si – Mn.
Основные стали группы: АВ, АД31, АД33, АД35. Данные сплавы используют для изготовления обшивки самолетов.
Термообработка: закалка 540-560є С (охлаждение на воздухе или в масле) + искусственное старение 160-180є С. Сплавы относятся к среднепрочным.
Сплавы Al – Zn – Mg – Cu.
Основные стали группы: В93, В95, В96, В96ц.
Химический состав: 6-8,5% Zn, 2-2,5% Mg, 1-2% Cu.
Сплавы данной группы обладают повышенной прочностью.
Термообработка: закалка 450-470є С (охлаждение в кипящей воде) + искусственное старение 175є С. Если требуется максимальная вязкость, то сплав подвергают перестариванию (Т2). Высокопрочные сплавы используют для тяжело нагруженных элементов каркаса самолетов. Недостаток данных сплавов – плохая коррозионная стойкость, хрупкость.
Сплавы Al – Cu – Mn.
Основные стали группы: Д20.
Данные сплавы являются жаропрочными.
Рабочие температуры от –250є С до 250є С.
Упрочняются термообработкой, хорошо свариваются, имеют хорошую коррозионную стойкость.
Сплавы Al – Zn – Mg.
Основные стали группы: 1915, 1925.
Понижено количество Zn. Данные стали разработаны для замены АМг6. Стали хорошо свариваются, имеют хорошую коррозионную стойкость. Упрочняются термообработкой (закалка + старение). Сплавы относятся к среднепрочным.
Сплавы АК.
Основные стали группы: АК4, АК41, АК6, АК8, АК10, АК12.
Эти сплавы для горячей штамповки. Сплавы относятся к группе высокопрочных. Они упрочняются термообработкой (закалка + старение), не поддаются сварке.
Добавки Fe и Ni позволяют получить в сплаве труднорастворимые упрочняющие фазы.
Поэтому детали не теряют прочности при температуре 300є С. Вместе с тем при нормальной температуре прочность и пластичность меньше, чем у дюралей.
Сплавы Al – Li – Cu, Al – Li – Mg.
Li имеет хорошую растворимость и упрочняет сплав. Введение Li повышает упругость и жесткость конструкции. Сплавы имеют плохую технологичность и сильно окисляются.
Специальные алюминиевые сплавы.
Основные стали группы: САП1, САП2, САП3.
После прокатки получают либо листы, либо профили. При этом основа сплава – чистый алюминий. А в качестве упрочняющей фазы выступает окись алюминия, в которую покрыты частицы порошка. При горячей деформации окисная пленка дробится, измельчается и равномерно распределяется по всему объему полуфабриката. В процессе нагревания такая окисная пленка не растворяется вплоть до расплавления, что позволяет сохранить прочность при рабочих температурах до 350є С. Эти сплавы являются самыми жаропрочными. При нормальной температуре прочность и пластичность хуже, чем у дюралей. А максимальная жаропрочность зависит только от количества окислов внутри металла. Если в качестве исходных материалов брать более мелкий порошок, то объемная доля окислов увеличивается, соответственно увеличивается сопротивление деформации. Поэтому, изменяя размер порошка, изменяют количество окисло
Похожие работы
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
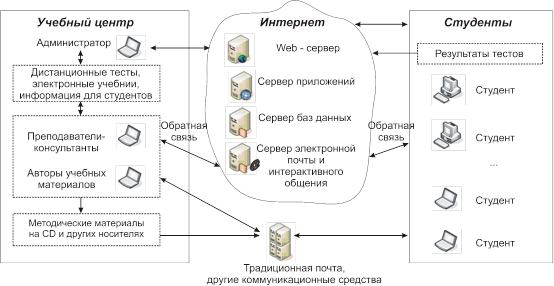

... в помещении представлена на рисунке 4.1 Рисунок 4.1 - Схема размещения светильников в аудитории № 209. Заключение В работе проведено исследование использования программ дистанционного обучения для подготовки учебно-методической документации, описаны их положительные стороны и выявлены основные проблемы. В результате проведенного исследования разработано web-приложение "R@Learning ...
0 комментариев