Навигация
Визначити метод центрування й вибрати посадку шліцевого з'єднання 13-14
18890
знаков
2
таблицы
25
изображений
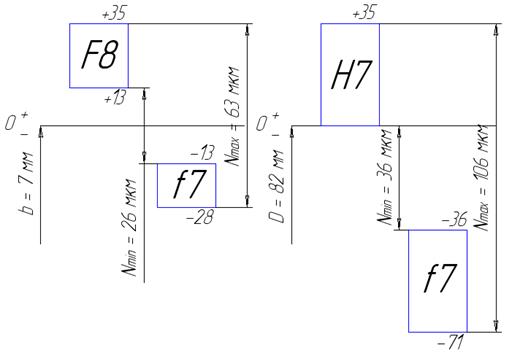
5. Визначити метод центрування й вибрати посадку шліцевого з'єднання 13-14
Число шліців z = 16
Зовнішній діаметр D = 82 мм
Матеріал вала Сталь 45
Матеріал втулки БрО4Ц4С17
У зв'язку з тим, що твердість матеріалу вала (HBвал = 255 за ДСТ 1051-88) більше твердості матеріалу втулки (HBвтулка = 60 по табл. 68, стор. 198, Анурьєв тім 1) і механізм не реверсивний, вибирається метод центрування по зовнішньому діаметрі. Приймаємо число зубів z = 16, внутрішній діаметр d = 72 мм, зовнішній діаметр D = 82 мм, бічна поверхня зуба b = 7 мм (табл. 4.71, стор. 251, Мягков тім 2).
Вибирається посадка ![]() (табл. 4.72, 4.75, стор. 252 – 253, Мягков тім 2).
(табл. 4.72, 4.75, стор. 252 – 253, Мягков тім 2).
мал.5.1

мал.5.2

мал.5.3

мал.5.4

мал.5.5
6. Установити ступінь точності й контрольовані параметри зубчастої пари 10-11.
Модуль m = 10 мм
Число зубів z = 25
Швидкість v = 5 м/с
Вид сполучення Д
По формулах [6.1] і [6.2] визначаються ділильний окружний крок і ділильний діаметр
![]() [6.1]
[6.1]
![]() [6.2]
[6.2]
![]()
![]()
Зубчасті колеса - загального машинобудування, не потребуючою особою точності. За значенням окружної швидкості приймається ступінь точності - 8 (середня точність) (табл. 5.12, стор. 330, Мягков тім 2).
Діаметр вершин зубів розраховується по формулі [6.3]
![]() , [6.3]
, [6.3]
де коефіцієнт висоти головки h*a = 1 для стандартного вихідного контуру за ДСТ 13755-81 і ДЕРЖСТАНДАРТ 9587-81.
![]()
Норми кінематичної точності
Приймається допуск на радіальне биття зубчастого вінця Fr = 80 мкм (табл. 5.7,стор. 317, Мягков тім 2), допуск на накопичену погрішність кроку зубчастого колеса Fp = 125 мкм (табл. 5.8, стор. 319, Мягков тім 2).
Норми плавності роботи
Приймається допуск на місцеву кінематичну погрішність f’i = 60 напівтемне, граничне відхилення кроку fpt = ±32 мкм, погрішність профілю ff = 28 мкм (табл. 5.9, стор. 321, Мягков тім 2).
Т.к. ширина зубчастого вінця b = 50 мм, те приймається сумарна пляма контакту по висоті зуба – 40%, по довжині зуба – 50%; допуски на не паралельність fx = 25 мкм, перекіс fy = 12 мкм, напрямок зуба Fβ = 25 мкм (табл. 5.10, стор. 323-324, Мягков тім 2).
Вид сполучення - Д, допуску бічного зазору - d, клас відхилень міжосьової відстані - III (табл. 5.15, стор. 335, Мягков тім 2).
Міжосьова відстань розраховується по формулі [6.4]
![]() , [6.4]
, [6.4]
де числа зубів коліс z1 = z2 = 25.
![]()
Приймається гарантований бічний зазор jnmin = 72 напівтемне, граничне відхилення міжосьової відстані fa = ±35 мкм (табл. 5.17, стор. 336, Мягков тім 2).
Ступінь точності за ДСТ 1643-81 8-дd

| Модуль | m, мм | 10 |
| Число зубів | z | 25 |
| Нормальний вихідний контур | - | ДЕРЖСТАНДАРТ 13755-81 |
| Коефіцієнт змішання | х | 0 |
| Ступінь точності за ДСТ 1643-81 | - | 8-дd |
| Допуск на биття зубчастого вінця | Fr, мкм | 80 |
| Допуск на граничне відхилення кроку | fpt, мкм | ±32 |
| Гарантований бічний зазор | jnmin, мкм | 72 |
| Ділильний діаметр | d, мм | 250 |
| Ділильний окружний крок | P ,мм | 31.4 |
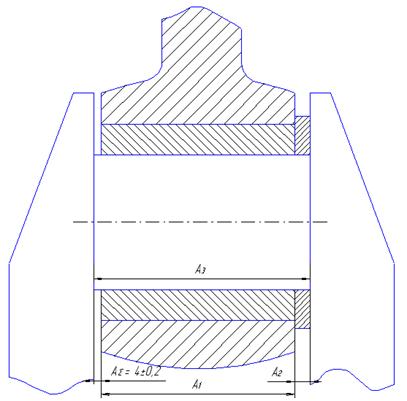
7. Побудувати й розрахувати розмірний ланцюг для забезпечення розміру заданого замикаючої ланки ![]() . Розрахунок виконати методами повної взаємозамінності й з.
. Розрахунок виконати методами повної взаємозамінності й з.
мал.7.1

мал.7.2
Метод повної взаємозамінності
У даному завданні вихідною ланкою є зазор А∑. Тоді
максимальне значення замикаючої ланки [A∑max] = 4.2 мм;
мінімальне значення замикаючої ланки [A∑min] = 3.8 мм;
верхнє відхилення замикаючої ланки [В∑] = 0.2 мм;
нижнє відхилення замикаючої ланки [НВ∑] = -0.2 мм;
значення середнього відхилення [Δc∑] = 0;
поле допуску [Т∑] = 0.4 мм.
Складається рівняння розмірного ланцюга по формулі [7.1] (лінійний розмірний ланцюг):
![]() .
.
![]() [7.1]
[7.1]
З урахуванням цього рівняння й прийнятого значення A∑ = 4 мм призначаються номінальні розміри всіх ланок по конструктивних міркуваннях: А1 = 100 мм, А2 = 8 мм; А3 = 112 мм. Проводиться перевірка розмірів по рівнянню [7.1]: 112 - (100 + 8) = 4.
Розраховуються допуски ланок по способу одного ступеня точності по формулі [7.2]
 , [7.2]
, [7.2]
де [Т∑] – значення поля допуску ланки А∑, i – значення одиниці поля допуску. Приймаються i1 = 2.17, i2 = 0.9, i3 = 2.17 (табл. 3.3, стор. 20, Мягков тім 2).
![]()
Таке значення одиниць допуску відповідає приблизно 10-му квалітету в ЕСДП (табл. 1.8, стор. 44, Мягков тім 1).
Таким чином, допуски розмірів з урахуванням ступеня складності виготовлення приймаються: Т1 = 0.14 мм, Т3 = 0.14 мм. По формулі [7.4] визначається поле допуску Т2
![]() [7.3]
[7.3]
![]() [7.4]
[7.4]
![]()
Призначаються допускаються відхилення, що, на всі розміри виходячи з економічної точності виготовлення по можливій фінішній операції. Для ланки А1 призначається відхилення типу h, а для ланки А3 – відхилення типу H, тобто Δc1 = -Т1/2 = -0.07 мм, аналогічно Δc3 = 0.07 мм. Середнє відхилення поля допуску коригувальної ланки А2 визначається по формулі [7.5]
![]() [7.5]
[7.5]
![]()
Граничні відхилення коригувальної ланки А2 визначаються по формулах [7.6] і [7.7]
![]() [7.6]
[7.6]
![]() [7.7]
[7.7]
![]()
![]()
Правильність обчислення граничних відхилень перевіряємо по формулі [7.8]
![]() [7.8]
[7.8]
![]()
![]()
![]()
![]()
А∑![]() за умовою завдання
за умовою завдання
А1![]()
А2![]() коригувальна ланка
коригувальна ланка
А3![]()
З метод
У даному завданні вихідною ланкою є зазор А∑. Тоді
максимальне значення замикаючої ланки [A∑max] = 4.2 мм;
мінімальне значення замикаючої ланки [A∑min] = 3.8 мм;
верхнє відхилення замикаючої ланки [В∑] = 0.2 мм;
нижнє відхилення замикаючої ланки [НВ∑] = -0.2 мм;
значення середнього відхилення [Δc∑] = 0;
поле допуску [Т∑] = 0.4 мм.
Складається рівняння розмірного ланцюга по формулі [7.1] (лінійний розмірний ланцюг):
![]() .
.
З урахуванням цього рівняння й прийнятого значення A∑ = 4 мм призначаються номінальні розміри всіх ланок по конструктивних міркуваннях: А1 = 100 мм, А2 = 8 мм; А3 = 112 мм. Проводиться перевірка розмірів по рівнянню [7.1]: 112 – (100 + 8) = 4. Приймається, що розсіювання розмірів ланок близько до нормального закону, тобто ![]() , і, отже,
, і, отже, ![]() . Приймається також
. Приймається також ![]() . Розраховуються допуски розмірів по способі одного ступеня точності, приймаючи відсоток ризику Р = 0.27%. При Р = 0.27% - коефіцієнт t = 3 (табл. 3.8, стор. 36, Мягков тім 2). По формулі [7.9] визначається середнє число одиниць допуску ланок
. Розраховуються допуски розмірів по способі одного ступеня точності, приймаючи відсоток ризику Р = 0.27%. При Р = 0.27% - коефіцієнт t = 3 (табл. 3.8, стор. 36, Мягков тім 2). По формулі [7.9] визначається середнє число одиниць допуску ланок
 [7.9]
[7.9]
Приймаються i1 = 2.17, i2 = 0.9, i3 = 2.17 (табл. 3.3, стор. 20, Мягков тім 2).

Таке значення одиниць допуску відповідає приблизно 11-му квалітету в ЕСДП (табл. 1.8, стор. 44, Мягков тім 1).
Таким чином, допуски розмірів з урахуванням ступеня складності виготовлення приймаються: Т1 = 0.22 мм, Т3 = 0.22 мм. По формулі [7.11] визначається значення поля допуску T2
![]() [7.10]
[7.10]
![]() [7.11]
[7.11]
![]()
Призначаються й допускаються відхилення на всі розміри виходячи з економічної точності виготовлення по можливій фінішній операції. Для ланки А1 призначається відхилення типу h,а для ланки А3 – відхилення типу H, тобто Δc1 = -Т1/2 = -0.11 мм, аналогічно Δc3 = 0.11 мм. Середнє відхилення поля допуску коригувальної ланки А2 визначається по формулі [7.5]
![]()
Граничні відхилення коригувальної ланки А2 визначаються по формулах [7.6] і [7.7]
![]()
![]()
А∑![]() за умовою завдання
за умовою завдання
А1![]()
А2![]() коригувальна ланка
коригувальна ланка
8. Призначити основні розміри й граничні відхилення нарізного сполучення.
Довжина l = 14 мм
Болт М27
Гайка М27
М27 - різьблення метрична з великим кроком P = 3 мм, зовнішній діаметр d = 27 мм (табл.4.22, стор. 141, Мягков тім 2). По формулах [8.1], [8.2] розраховуються середній і внутрішній діаметри болта й гайки
![]() [8.1]
[8.1]
![]() [8.2]
[8.2]
![]()
![]()
Довжина l = 14 мм ставиться до групи N (табл. 4.27, стор. 149, Мягков тім 2). Поле допуску різьблення болта 6h, поле допуску різьблення гайки 6G (табл. 4.28, стор. 151, Мягков тім 2).
Граничні діаметри болта (по табл. 4.29, стор. 155, Мягков тім 2):
d2max = 25.051 мм;
d2min = 25.051-0.200 = 24.851 мм (нижнє відхилення дорівнює 200 мкм для поля допуску діаметра 6h);
dmax = 27 мм;
dmin = 27-0.375 = 26.625 мм (нижнє відхилення дорівнює 375 мкм для поля допуску діаметра 6h);
d1max = 23.752;
d1min не нормується.
Граничні діаметри гайки (по табл. 4.29, стор. 165, Мягков тім 2):
D2max = 25.051+0.313 = 25.364 мм (верхнє відхилення дорівнює 313 мкм для поля допуску 6G);
D2mix = 25.051+0.048 = 25.099 мм (нижнє відхилення дорівнює 48 мкм для поля допуску 6G);
Dmax не нормується;
Dmin = 27+0.048 = 27.048 мм (нижнє відхилення дорівнює 48 мкм для поля допуску діаметра 6G);
D1max = 23.752+0.548 = 24.3 мм (верхнє відхилення дорівнює 548 мкм для поля допуску 6G);
D1mix = 23.752+0.048 = 23.8 мм (нижнє відхилення дорівнює 48 мкм для поля допуску 6G).

мал.8.3
9. Визначити вид шпонкового з'єднання (ДЕРЖСТАНДАРТ 23360-78). Указати значення зазорів і натягів.
Ширина шпонки b = 22 мм
Глибина паза вала t1 = 9 мм
Висота шпонки h = 14 мм
Поле допуску шпонки по b h9
Поле допуску паза втулки Js9
Поле допуску паза вала N9
Поле допуску шпонки h9, поле допуску паза втулки Js9, поле допуску паза вала N9 характерні для нормального з'єднання із призматичною шпонкою, призначення посадок - серійне й масове виробництво (табл. 4.65, стор. 237, Мягков тім 2).

мал.9.1
Приймаються основні розміри з'єднання із призматичними шпонками (за ДСТ 23360-78):
Діаметр вала d = 80 мм
Номінальні розміри шпонок
Ширина шпонки b = 22 мм
Висота шпонки h = 14 мм
Фаска s = 0.7 мм
Довжина шпонки l = 95 мм
Номінальні розміри паза
Глибина на валу t1 = 9 мм
Глибина у втулці t2 = 5.4 мм
Радіус закруглення r = 0.5 мм
(табл. 4.64, стор. 236, Мягков тім 2).

мал.9.2

мал.9.3

мал.9.4
Висновок
У ході рішення завдань курсового проекту були підкріплені практичними розрахунками теоретичні знання за курсом метрології: вивчені основні види посадок і область їх використання; отримані навички складання й рішення розрахункових ланцюгів різними методами. А також - розібрані й з'ясовані основні цілі й завдання дисципліни - метрологія.
Список використовуваної літератури
1. Допуски й посадки. Довідник. В 2-х ч./В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. – К., 2003
2. Довідник конструктора-машинобудівника. В 3-х т./В.І. Анурьєв – К., 2003
3. Некіфоров А.Д. Взаємозамінність, стандартизація й технічні виміри. – К., 2002
4. Сергєєв О.Г., Латишев М.В. Метрологія, стандартизація й сертифікація. – К., 2001.
5. Якушев А.І., Воронцов Л.Н., Федотов Н.М. Взаємозамінність, стандартизація й технічні виміри. – К., 2004
6. Взаємозамінність і технічні виміри. Методичні вказівки/ Укладачі: Б.А. Калачевський, М.С. Коритов, В.В. Акімов, А.Ф. Мішуров. – К., 2003
Похожие работы


... матеріал та методика роботи. Дослідження проводили на базі Іркліївського риборозплідника рослиноїдних риб вздовж виробничої практики. З метою вивчення шляхів інтенсифікації отримання рибницької продукції в умовах Іркліївського риборозплідника рослиноїдних риб проводилось ознайомлення і вивчення наявних заходів інтенсифікації ведення рибогосподарства. Також проходило ознайомлення з запланованими ...
... 025 ) = 0,05 мм. Smin = Dmin - dmax = 45 - 44,991 = 0,009 мм. або Smin = EI - es = 0 - ( -0,009 ) = 0,009 мм. Допуск посадки із зазором: ITS = Smax - Smin = 0,05 - 0,009 = 0,041 мм. Або ITS = ITD + ITd = 0,025 + 0,016 = 0,041 мм. 2.3 Розрахунок та вибір посадок гладких циліндричних з'єднань Умова: Підібрати стандартну посадку з натягом для слідуючих умов Мкр. = 360 Н× ...
... . км2. Найбільшими в області є водосховища, що утворилися після спорудження Кременчуцької (1952 р.) та Дніпродзержинської (1964 р.) ГЕС у долині Дніпра. Водосховища – це основа водогосподарських антропогенних ландшафтів як України, так і Полтавщини. Адже вони створюються людиною для накопичення та збереження води в ділянках регулювання стоку, зрошення та інших господарських потреб. Площа водного ...

... ів, грибів, ягід, плодів, горіхів, технічної сировини, а також охота. РОЗДІЛ 5. ХАРАКТЕРИСТИКА ПЕРЕВАЖАЮЧИХ ВИДІВ РОСЛИН МІСЬКОЇ ФЛОРИ 5.1 Видовий склад деревних рослин парку м. Чернігова На території парків м. Чернігів зустрічається значна кількість видів деревних рослин, які належать в переважній більшості до представників таких родин: Соснові, Кипарисові (відділ Голонасінні); Розов ...
0 комментариев