Навигация
Оборудование для термической обработки
15208
знаков
11
таблиц
2
изображения
4. Оборудование для термической обработки
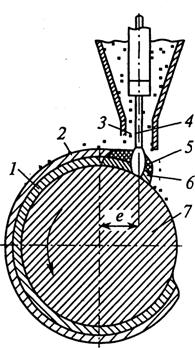
Для термической обработки стали 9ХС используется электрическая печь c контролируемой атмосферой типа СНЗ-2,5.5.1,7/10. Печь имеет размеры рабочего пространства 50О*25О*170 мм. Максимальная температура нагрева 1000°C. Рабочая температура печи регулируется автоматически. Кожух печи герметичен, проволочные нагреватели расположены на полу и боковых стенках рабочей камеры. B других печах СНЗ нагреватели дополнительно уложены на своде и дверце. Расход защитного газа на рабочую камеру составляет 2,5 г/мз и на пламенную завесу 5г/мз. Потребляемая мощность печи при садке 50 кг и нагреве до 850°C составляет 12 кВт. Защитная атмосфера вводится по газопроводу через заднюю торцовую стенку. B нижней части кожуха печи крепится трубопровод из двух линий: по одной подаётся газ, по другой – воздух. Газ и воздух смешиваются в горелке и, сгорая, создают пламенную газовую завесу при открытой дверце. Нагревательные элементы располагаются на полу и стенках рабочей камеры. Электропечи серии СНЗ применяются для отпуска, отжига, нормализации и закалки.
5. Методы контроля режимов термической обработки и качества изделий
Методы контроля режимов термической обработки и качества изделий.
1. Контроль температурного режима u состава среды.
Температурный режим нагрева и охлаждения строго фиксируется в технологических картах и подлежит контролю при помощи приборов. Эти приборы называются гальванометрами.
2. Металлографический контроль структуры металлов. Цель металлографического контроля качества структуры металла заключается в том, чтобы выявить не ТОЛЬКО качественные показатели для приёмки изделии, но в основном охарактеризовать степень точности выполнения заданного технологического процесса, так как определение качества проводится на образце, условно характеризующим партию деталей.
Металлографический контроль определяет и устанавливает степень нагрева деталей (перегрев, недогрев), определяет степень насыщения поверхности углеродом, азотом и другими элементами, устанавливает степень охлаждения, устанавливает полноту выполнения заданных процессов.
3. Контроль твёрдости.
Контроль твёрдости должен проходить на приборах Бринелля, Роквела и реже на приборах Шора. На приборах Бринелля могут контролироваться отожженные, нормализованные и улучшенные детали. На приборах Роквелла должны испытываться цементируемые и закалённые детали, прошедшие низкотемпературный отпуск. На аппаратах Шора должны испытываться только детали окончательно отшлифованные. На аппарате Викерса производят замер твёрдости изделий, подвергнутых цианированию и азотированию.
4. Магнитный метод контроля.
Основан на различной магнитной проницаемости структурных составляющих и фаз стали. Методика испытаний заключается в том, что по эталону определяется магнитная проницаемость металла данной детали из определённой марки.
5. Рентгеноанализ.
При помощи рентгеноанализа имеется возможность выявить внутренние пороки, не выявленные при магнитном методе. K числу таких пороков могут относиться трещины, расположенные в глубоких слоях металла, раковины. Рентгеноанализ применяется для выявления дефектов в металле, он применяется также для структурного анализа металла.
6. Свойства стали 9ХС после термообработки
| Термообработка, состояние поставки | у0,2, МПа | уB, МПа | ш, % | HRCэ |
| Изотермический отжиг 790-810°С. Температура изотермической выдержки 710°С. | 295-390 | 590-690 | 50-60 | 197-241 |
| Закалка 870°С, масло. Отпуск 180-240°С | ||||
| Закалка 870°С, масло. Отпуск 450-500°С | ||||
| Состояние поставки,режим термообработки | HRCэ поверхности |
| Закалка 840-860 С, вода. Отпуск 170-200 С. | 63-64 |
| Закалка 840-860 С, вода. Отпуск 200-300 С. | 59-63 |
| Закалка 840-860 С, вода. Отпуск 300-400 С. | 53-59 |
| Закалка 840-860 С, вода. Отпуск 400-500 С. | 48-53 |
| Закалка 840-860 С, вода. Отпуск 500-600 С. | 39-48 |
7. Заменители стали 9ХС
Стали: ХВГ, ХВСГ
Сталь ХВГ легирована хромом, вольфрамом и марганцем; имеет большую закаливаемость и прокаливаемость, чем сталь 9ХС. Твердость более НЯС 60 получается по всему сечению цилиндрических образцов диаметром 45—48 мм при закалке с охлаждением в масле (до 35 мм в горячих средах). В стали ХВГ сохраняется после закалки повышенное количество остаточного аустенита (до 15—18%), что уменьшает коробление и делает ее малодефор-мирующейся. Наличие такого количества аустенита понижает сопротивление малой пластической деформации и увеличивает чувствительность к шлифовочным трещинам. Недостатками стали ХВГ являются: повышенная карбидная неоднородность (3—4-го балла в прутках диаметром 50—60 мм; в заготовках более крупных сечений наблюдается карбидная сетка), что ведет к выкрашиванию и снижает стойкость инструмента, в связи с чем сталь ХВГ не рекомендуется применять для резьбонарезного инструмента; нестабильная закаливаемость и прокаливаемость — образцы отдельных плавок прокаливаются при охлаждении в масле только в сечениях до 30—40 мм и имеют пониженную твердость. Температура обработки холодом для стали ХВГ минус 55° С; ее отжигают при 770—790° С и закаливают в масле или горячих средах от 820—850° С; отпуск проводят при 160—190 С. Твердость после термической обработки HRC 61—64 (допускается НЯС 56—64 в связи с нестабильной закаливаемостью).
Вместо сталей 9ХС и ХВГ применяют сложнолегированную сталь ХВСГ. Эта сталь лучше закаливается и прокаливается. Образцы из стали ХВСГ небольших сечений (до 20 мм) закаливают с охлаждением на воздухе (HRC 59—60); при охлаждении в масле образцы прокаливаются насквозь в сечении до 100 мм, в горячих средах — до 75 мм. Прокаливаемость стали ХВСГ более стабильна по сравнению с прокаливаемостью стали ХВГ за счет меньшего содержания вольфрама (до 0,7—1,0%). Сталь ХВСГ чувствительна к перегреву и склонна к обезуглероживанию. Теплостойкость и распределение карбидов такие же, как и у стали 9ХС. Количество остаточного аустенита после закалки до 12—14%. Твердость в отожженном состоянии НВ 196—217 (отжигают при температуре 770—790° С). Закаливают детали из стали ХВСГ от 860—880° С в масле или горячих средах и отпускают при 160—180° С {HRC 62—64). Сталь ХВСГ используют для круглых плашек, разверток, крупных протяжек и другого режущего инструмента.
Литература
1. Сорокин В.Г. «Марочник сталей и сплавов»
2. Журавлёв В.Н. «Машиностроительные стали»
3. Марцинковская Е.С. «Технология и оборудование»
4. Астафьев А.А. «Исследование структурных превращений и разработка сталей для машиностроения»
5. Просвирин В.И. «Термическая обработка и превращения в стали»
6. Л.Н. Коноплев, М.С Поярков «Методическое пособие по материаловедению и технологии конструкционных металлов».
7. Лекции по курсу.
Похожие работы


... обеспечения требуемой точности – хорошая коэффициент использования материала 0,78; коэффициент унифицированных поверхностей 0,92. 2.8 Анализ действующего технологического процесса изготовления детали и оформить карты техпроцесса (МК, OK, КЭ) Данный технологический процесс предназначен для мелкосерийного производства и не содержит средств автоматизации и механизации. Маршрутная карта ...
... строительстве и в процессе эксплуатации. Не допускается внесение изменений в планировке помещений без проекта, выполненного и согласованного в должном порядке. 3 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ 3.1 Описание и назначение детали Опорные катки служат для передачи массы трактора через гусеницы на грунт и для перекатывания остова трактора по гусеничной цепи. Опорные катки на тракторах применяют как ...
... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...

... металла. Проектирование заготовки кроме выбора вида и способа ее получения включает определение формы заготовки, припусков на механическую обработку, размеров с допусками, технических требований, которым она должна отвечать, и стоимости. Головки кумулятивных снарядов изготавливают штамповкой или литьем. Штампованные головки изготавливают из стали марки С-60 или С-55 (ГОСТ 10230-62), а литые - ...
0 комментариев