Аналіз технологічності конструкції деталі
Технологічність установки
Економічне обґрунтування вибору методу одержання заготівлі
Вибір технологічних баз
Розрахунок припусків на обробку й проектування заготівлі
Технологія проведення операції хромування
Проектування технологічних операцій
Нормування технологічного процесу
Розрахунок і проектування верстатного пристосування
Розрахунок затискного механізму патрона
Опис конструкції й принципу роботи пристосування
Лінійна оптимізація режимів різання на токарській операції
Навигация
Технологія проведення операції хромування
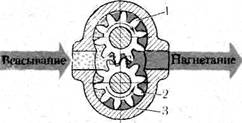
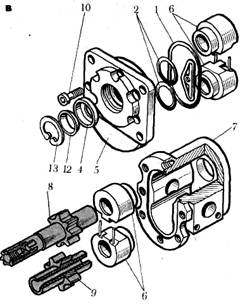
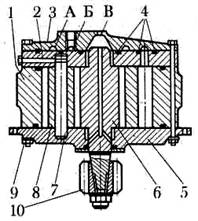
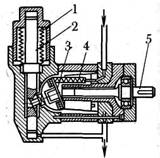
Виготовлення корпуса гідроциліндра Г 29-3
99414
знаков
18
таблиц
17
изображений
5. Технологія проведення операції хромування
Хромування використовують для збільшення зносостійкості, твердості, хімічній стійкості без тертя, забезпечення рідинного тертя, відновлення розмірів зношених деталей, а також для декоративних цілей. Опади хрому розрізняють по зовнішньому вигляді й по фізичних і механічних властивостях. Для поліпшення адгезії з металом і одержання хімічно стійких покриттів нарощування хромом часто здійснюється з підшарами з інших металів.
Хромування одержало саме широке поширення серед гальванічних покриттів. Причиною такого швидкого й широкого поширення є висока хімічна стійкість і зносостійкість електролітичного хрому. У процесі хромування не порушується структура металу виробу. Нанесений шар хрому має високу зносостійкість (при товщині покриття від10 до 400 напівтемних). Оброблена таким способом поверхня добре пручається корозії, впливу високих температур і органічних кислот. Таке покриття наноситься на сталь, чавун, мідь, латунь і інші метали. Нанесений хром має надійне зчеплення з основним металом деталі.
Хромування ведеться у двох напрямках:
захисно-декоративне;
При захисно-декоративному хромуванні виробу перед нанесенням хрому покриваються нікелем або міддю й нікелем. Товщина шару хрому при цьому досягає 0,1-0,2 напівтемний. Таким чином, хромують звичайно блискучі частини автомобілів, велосипедів, деталі всіляких приладів і ін. Хромування з метою підвищення зносостійкості деталі, на відміну від захистів - декоративного, виробляється безпосередньо на поверхні, товщина шару нанесеного хрому при цьому досягає 0.15-0.20 мм. Для підвищення опору утоми хромованих деталей застосовують високотемпературна відпустка й наклеп поверхні перед хромуванням.
Друга умовна група складається з тертьових деталей, що працюють при малих і середніх питомих тисках і окружних швидкостях, при постійному або змінному навантаженні. До таких деталей ставляться вали, плунжери циліндри, поршні, міряльний інструмент.
До деталей третьої групи можуть бути віднесені деталі, що працюють при більших питомих тисках і значних знакозмінних навантаженнях і потребуючій максимальній міцності зчеплення шару хрому з поверхнею деталей і в'язкості опадів хрому.
У машинобудуванні зносостійкому хромуванню піддаються не тільки деталі, що працюють в умовах динамічних навантажень (наприклад, в автомобільній промисловості: вісь шестірні, поршневі кільця двигунів, хрестовина кардана й ін.), але й деталі, що працюють без переміщення.
Хромуванню піддаються як мало навантажені, так і високо навантажені деталі, напруги в які циклічно змінюються протягом робочого процесу. При хромуванні спостерігається зниження опору утоми (до 22%), що пояснюється більшими напругами, що розтягують, виникаючими в шарі хрому при його формуванні в гальванічній ванні. Однак спуск хромованих виробів трохи поліпшує опір утоми. Якщо за умовами експлуатації деталі піддаються високим циклічним мінливим напругам, то необхідно враховувати, що при хромуванні їх також знижується опір утоми, міцність, обумовлена статичними навантаженнями, при хромуванні не змінюється. Міцність зчеплення хромового шару зі сталлю на відрив більше міцності хромового шару на розрив.
Якість хромового покриття в основному залежить від состава електроліту, щільності струму, температури й інтенсивності перемішування ванни. Змінюючи зазначені елементи технологічного процесу й час осадження, одержують покриття різної товщини з різними фізико-механічними властивостями й рівномірністю
ТОМУ ЩО КОРПУСУ ГІДРОЦИЛІНДРА ПРЕД'ЯВЛЯЮТЬСЯ ВИМОГИ ПІДВИЩЕНОЇ МІЦНОСТІ Й ВИСОКОГО ОПОРУ ЗНОШУВАННЯ, ТО ДОЦІЛЬНО ЗАСТОСУВАТИ ТВЕРДЕ ЗНОСОСТІЙКЕ ХРОМОВЕ ПОКРИТТЯ.
Зносостійкі хромові покриття наносяться для підвищення зносостійкості різних тертьових деталей, інструмента, покриття деталей штампів і т.д., для відновлення розмірів, зношених або бракованих деталей. До цього виду покриттів ставляться й так звані "тверді" хромові покриття. Але необхідно відзначити, що в цілому ряді випадків між твердістю й зносостійкістю хромових покриттів немає пропорційної залежності, тому що зносостійкість характеризується також в'язкістю й пластичністю покриття й залежить від умов припрацьовуваності, змащення й експлуатації хромованих деталей. Найбільш ефективне хромування при роботі деталей з питомими навантаженнями не більше 250-300 Мпа.
Зносостійкі й тверді хромові покриття можна безпосередньо осаджувати на більшість чорних і кольорових металів:
сталі (як загартовані, так і незагартовані);
сталі з малим змістом хрому й нікелю;
більшість кольорових металів і їхніх сплавів, на яких є товсті оксидні плівки.
Тверде зносостійке хромування варто проводити в стандартному універсально розведеному електроліті різної концентрації або в саморегулюючому.
Швидкість протоки електроліту підтримують у межах 1,50 м/с при щільності струму 200-2000 А/м2 і співвідношенні між цими величинами від 1: 200 до 1:40. При цьому вихід хрому по струму становить 45-60%, і більш ніж в 10 разів зростає швидкість осадження хромового покриття. Отримані по описаному способі опади хрому мають висока якість і твердість 1050-1150 HV.
Перед хромуванням виробу необхідно прогрівати безпосередньо у ванні для хромування, а потім протягом 0,5-1 хв при щільності струму 3500-4000 А/м2. При хромуванні виробів складної форми треба на 1-2 хв збільшити щільність струму в 2 рази.
Технологічний процес хромування представлений у таблиці 5.1.
Таблиця 5.1. Технологічний процес хромування
| Nº операції | Nº переходу | Найменування операції й переходу | Найменування встаткуванні | Матеріал ванни | Компоненти | Зміст г/л | Температура, з | Щільність тога, А/м | Тривалість процесу, з | Примітка |
| I | Очищення, мийка і дефекація деталей | Мийні машини | Ст ль листова | Спеціальні состави | 8090 | 1030 | Повне видалення жи рів, масел, окалини, а також очищення отворів і стінок. Хромування дета лий із тріщинами не допускається. | |||
| II | Механічна обробка (шліфування, гостріння й т.п.) | Шліфувальний Інші верстати | Виконується в відповідності з Технічними умовами механічна обробка перед металопокриттями. | |||||||
| II | Знежирення в органічних розчинниках | ванна з органічними розчинниками | Сталь листова | Хладон, Состави, що знежирюють | 320 | Після знежирення деталі сушаться на повітрі або в струмені стисненого повітря. | ||||
| IV | 1 | Монтаж на підвіску | Робітник стіл, шафа з набором підвісок | Місця деталей, не під лежачих хромированию, ретельно ізолюють. Конструкція підвіски повинна виключати (або допускати мінімальну) циркуляцію електроліту біля місць, не підметів хромуванню | ||||||
| 2 | Знежирення віденської вапном або її замінниками | Ванна для знежирення, волосяні щітки | Ста ль листова | Віденська Вапно або її замінники | Знежирення виробляється що знежирює составом, розведеним водою до кашкоподібного стану | |||||
| 3 | Промивання Холодної проточною водою | Ванна для проточної води | Сталь листова с винипластовой облицюванням | 1020 | 1520 | Необхідно промивати деталі до повного видалення слідів хімічного знежирення | ||||
| 4 | Знежирення електрохімічне | Ванна електрохімічного знежирення | Сталь листова кераміка | Їдкий натрій, вуглекислий натрій тринатрий фосфат Рідке стекло й др. состави | 510 3050 3050 15 | 7080 | 310 | 5030 | Деталь є катодом. Перед закінченням об. цесса знежирення необхідно перейти від катодної до анодної обробки дета лий протягом 12хв | |
| 5 | Промивання гарячою водою | Ванна з гарячої водою | те ж | 8090 | 2 | 1525 | ||||
| 6 | Промивання холодною водою | Ванна з проточної водою | Сталь листова з винипластовой облицюванням | 1020 | 1520 | |||||
| V | 1 | Хімічне травлення | Ванна для хімічного травлення | Вініпласт, кераміка, що не іржавіє сталь, гумоване залізо | Сірчана кислота Соляна кислота | 50 50 | 1620 | біля 30 30 | ||
| 2, 3 | Промивання холодною водою у двох ваннах | Ванни із проточною водою | Сталь листова з винипластовой облицюванням | 1020 | 1525 | |||||
| VI | 1 | Хромування | Ванна хромування | Сталь, облицьована з вініпластом, діабазовими плитками свинцем або ін кислотостойкими маті ріалами | Cr03 | 200 | 4555 | 20005500 | 9000 | матеріал анодів: сплав свинецолово (Sn до 10%) |
| 2 | Промивання в збірнику електроліту | Збірник електроліту | Сталь листова с винипластовой облицюванням, кераміка | Вода (краще дистильована) | 1620 | 1530 | Рівень води в ванні хромування підтримується постійним за рахунок води. | |||
| 3 | Промивання холодної проточною водою | Ванна з проточною водою | Сталь листова | 1020 | 1525 | До повного видалення слідів електроліту. | ||||
| 4 | Зняття деталей с підвіски | Робітник стіл, шафа для підвісок | ||||||||
| 5 | Нейтралізація | Ванна для нейтралізації | Сода кальцинована | 30 | 1620 | 3060 | ||||
| 6 | Промивання холодною водою проточної | Ванна з проточною водою | Листова сталь | 1020 | 1520 | До повного видалення Хімікатів нейтралізуючого состава | ||||
| 7 | Промивання гарячою водою | Ванна з гарячої водою | Сталь листова, кераміка | 8090 | 1525 | До повного видалення хімікатів з важко доступних місць підвісок і деталей | ||||
| 8 | Термічна обробка | Сушильна шафа або ванна з маслом | Масло "Вапор | 150200 | 90120 | Відповідно до технічних умов (діючими) для різних матеріалів | ||||
| 9 | Контроль якості покриття | Робочий стіл з Набором інструментів і приладів | Відповідно до технічних умов на контроль якості покриттів після хромування | |||||||
| VII | 1 | Механічна бробка | верстат | Відповідно до технічних умов на механічну обробку деталей після хромування. | ||||||
| VII | Консервація | Ванна для составів, що консервують, робочий стіл | спеціальні состави | Повне виключення загальної й місцевої корозії при зберіганні відповідно до технічними умовами. |
Похожие работы
... поворотна пружина, 7, 8-ущільнення Рис. 4.2. Тверде (а...в) і шарнірне (м, д) кріплення корпуса гідроциліндра за корпус (а, г), задню (б, д) і передню (в) кришки Найбільш поширені в екскаваторах з гідроприводом гідроциліндри двосторонньої дії з однобічним штоком; гідроциліндри з двостороннім штоком (Рис. 4.1, в) застосовують в основному для приводу повороту робочого устаткування деяких нач ...
... ів визначається технічними вимогами, що пред'являються до процесу вимірювання температури.Термопара (термоелектричний перетворювач) складається з двох з'єднаних на одному з кінців провідників, виготовлених із металів, що володіють різними термоелектричними властивостями. Рис.13. Термопара(схеми) З'єднані кінці, які звуться робочим спаєм, опускають у вимірюване середовище, а вільні кінці ( ...

... ї машини й штовхача (у випадку застосування останнього) і скрепери із примусовим завантаженням скребковим елеватором, установленим на самому скрепері. У зв'язку із широким впровадженням гідравліки в будівельних і дорожніх машинах причіпні й самохідні скрепери випускають тільки з гідростатичним приводом робочих органів і механізмами примусового вивантаження ґрунту з ковша. Спосіб примусового ...
... - - 26 Компресорна 20 20 27 Насосна 20 30 28 Вентиляційна 30 35 29 Трансформаторна 20 20 30 ВГМ 28 28 Разом 2640,5 2893 Ділянка для діагностики та ремонту двигунів внутрішнього згоряння додатково має окремі ворота для заїзду автомобілів із зовні і оглядову канаву. Окремі ворота необхідні щоб діагностичні роботи не заважали процесу ремонта в загальній ...
0 комментариев