Навигация
Тепловая обработка сырья в производстве портландцемента
59108
знаков
0
таблиц
11
изображений
1.2.6 Тепловая обработка сырья в производстве портландцемента
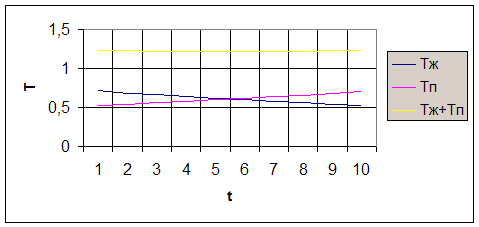
Физико-химические основы обжига портландцементного клинкера. Образованию портландцементного клинкера предшествует ряд физико-химических процессов, в результате которых клинкер приобретает сложные минералогический состав и микрокристаллическую структуру. Эти процессы протекают в определенных температурных границах — технологических зонах печи. В основном обжиговом агрегате — вращающейся печи — при мокром способе производства цемента по ходу движения материала выделяют зоны: I - испарения,II—подогрева и дегидратации, III— декарбонизации, IV— экзотермических реакций, V— спекания, VI— охлаждения. При сухом способе производства – эта зона отсутствует. Подготовительные зоны I – II занимают 50...60 % длины печи, зона декарбонизации — 20...25, зона экзотермических реакций — 7...10, зона спекания — 10...15 и зона охлаждения — 2...4 % длины печи. На рис. 5 показано распределение температур материла и газового потока по зонам вращающейся печи.

Рис. 5. Распределение температуры материала и газового потока по зонам вращающейся печи: 1 – материал; 2 – газовый поток; I…VI – зоны печи
В зоне подогрева при температуре 200...650 °С выгорают органические примеси и начинаются процессы дегидратации и разложения глинистого компонента. Обезвоживание и распад на оксиды водных алюмосиликатов кальция приводит к образованию ряда промежуточных соединений, заметно влияющих в дальнейшем на скорость связывания СаО.
В зоне декарбонизации при температуре 900... 1200 0 С происходит диссоциация карбонатов кальция и магния с образованием свободных СаО и МgО. Одновременно продолжается распад глинистых минералов.В зоне экзотермических реакций при температуре 1200 – 1300 0 С завершается процесс твердофазового спекания материала. В результате образуются минералы 3CaO*Al2O3 ; 4CaO*Al2O3*Fe2O3 и 2CaO*SiO2. Однако в смеси остается некоторое количество свободной извести, необходимое для насыщения двухкальциевого силиката до трехкальциевого (алита).
В зоне спекания при температуре 1300 – 14500 С происходит частичное плавление материала, начинающееся в поверхностных слоях зерен, а затем постепенно распространяющееся к их центру. Время полного усвоения оксида кальция и образования алита в зоне спекания составляет 20 – 30 минут.
В зоне охлаждения температура клинкера понижается с 1300 до 1100 – 1000 0 С. Часть жидкой фазы при этом кристаллизуется с выделением кристаллов клинкерных минералов, а часть затвердевает в виде стекла. Границы зон во вращающейся печи достаточны условны и нестабильны. Меняя режим работы печи, можно смещать границы и протяженность зон и тем самым регулировать процесс обжига.
Аппараты для тепловой обработки. Они работают по принципу как противотока, так и прямотока. С точки зрения расходы теплоты прямоток выгоднее, чем противоток, так как в последнем случае выше температура отходящего материала и больше потери теплоты. Тем не менее, чаще применяют противоток, что связано с большей разностью температуры теплоносителя и материала в таких аппаратах и соответственно большей скоростью теплообмена, что позволяет сократить длительность обжига. Тепловыми агрегатами в производстве клинкера являются вращающиеся печи. Они представляют собой стальной барабан, который состоит из обечаек (открытый цилиндрический или конический элемент конструкции), соединенных сваркой или клепками, и имеет внутреннюю футеровку из огнеупорного материала (рис. 6). Профиль печей может быть как строго цилиндрическим, так и сложным с расширенными зонами. Расширение определенной зоны производят для увеличения продолжительности пребывания в ней обжигаемого материала. Печь, установленная под углом 3 - 40 к горизонту, вращается с частотой 0,5 – 1,5 мин-1. Вращающиеся печи в основном работают по принципу противотока. Сырье поступает в печь с верхнего (холодного) конца, а со стороны нижнего (горячего) конца вдувается топливно-воздушная смесь, сгорающая на протяжении 20 - 30 м длины печи. Горячие газы, перемещаясь со скоростью 2 - 13 м/с навстречу материалу, нагревают последний до требуемой температуры. Длительность пребывания материала в печи зависит от ее частоты вращения и угла наклона, составляя, например, в печи размером 5× 185 м, 2 - 4 часа. Занятое материалом сечение во вращающихся печах составляет лишь 7 - 15 % объема, что является следствием высокого термического сопротивления движущегося слоя и объясняется как малой теплопроводностью частиц обжигаемого материала, так и слабым перемешиванием их в слое.

Рис. 6. Вращающаяся печь размером 5×185 м:
1 – дымосос; 2 – питатель для подачи шлама; 3 – барабан; 4 – привод; 5 – вентилятор с форсункой для вдувания топлива; 6 – колосниковый охладитель.
Факел пламени и горячие газы нагревают как поверхностный слой материала, так и футеровку печи. Футеровка, в свою очередь, отдает получаемую теплоту материалу лучеиспусканием, а также путем непосредственного контакта. При каждом обороте печи в процессе соприкосновения с газовым потоком температура поверхности футеровки повышается, а при контакте с материалом понижается. Таким образом, материал воспринимает теплоту лишь в двух случаях: либо когда соприкасается с нагретой поверхностью футеровки, либо когда находится на поверхности слоя. Производительность вращающейся печи зависит от объема внутренней части, утла наклона печи к горизонту и частоты вращения, температуры и скорости движения газов, качества сырья и ряда других факторов.
Важное преимущество вращающихся печей — их технологическая универсальность, обусловленная возможностью использовать сырьевые материалы различных видов.
Теплообменные устройства.Эффективное использование теплоты во вращающихся печах возможно только при установке системы внутрипечных и запечных теплообменных устройств. Внутрипечные теплообменные устройства имеют развитую поверхность, которая либо всё время покрыта материалом, непосредственно соприкасающимся с газами, либо работает как регенератор, воспринимаю теплоту от газов и передавая ее материалу. Эти устройства увеличивают поверхность теплообмена между газами и материалами также потому, что, уменьшая скорость движения материала, повышают коэффициент заполнения печи. В результате установки внутрипечных теплообменных устройств кроме основной задачи – снижения расходов теплоты – можно решить и ряд других задач: интенсифицировать процесс перемешивания, снизить пылевынос. Это позволяет улучшить работу печи и повысить её производительность.
В России для обжига сухих сырьевых смесей в основном используют печи с циклонными теплообменниками. В основу их конструкции положен принцип теплообмена между отходящими газами и сырьевой мукой во взвешенном состоянии (рис. 7).

Рис. 7. Схема циклонных теплообменников к вращающейся печи:
1 – дымовая труба; 2 – циклонные теплообменники; 3 – винтовой питатель; 4 – скребковый конвейер; 5 – расходный бункер сырьевой муки; 6 – ковшовый элеватор; 7 – течка; 8 – переходная головка; 9 – вращающаяся печь; 10 – пылеуловители; 11 – дымосос.
Уменьшение размера частиц обжигаемого материала, значительное увеличение его поверхности и максимальное использование этой поверхности для контакта с теплоносителем интенсифицируют теплообмен. Сырьевая мука в системе циклонных теплообменников движется навстречу отходящих из вращающейся печи газов температурой 900 – 11000С. Средняя скорость движения газов в газоходах составляет 15 – 20 м/с, что значительно выше скорости движения частиц сырьевой муки. Поэтому поступающая в газоход между верхними I и II ступенями циклонов сырьевая мука увлекается потоком газов в циклонный теплообменник I ступени. Поскольку диаметр циклона намного больше диаметра газохода, скорость газового потока резко снижается, и частицы выпадают из него. Осевший в циклоне материал через затвор – мигалку поступает в газоход, соединяющий II и III ступени, а из него выносится газами в циклон II ступени. В дальнейшем материал движется в газоходах и циклонах III и IV ступеней. Таким образом, сырьевая мука опускается вниз, проходя последовательно циклоны и газоходы всех ступеней, начиная относительно холодной (I) и кончая горячей (IV). При этом процесс теплообмена на 80 % осуществляется в газоходах и только 20 % приходится на долю циклонов.
Время пребывания сырьевой муки в циклонных теплообменниках не превышает 25...30 с. Несмотря на это, сырьевая мука не только успевает нагреться до температуры 700...800 °С, но полностью дегидратируется и на 25...35 % декарбонизируется.
Недостатки печей этого типа — высокий расход электроэнергии и относительно низкая стойкость футеровки. Кроме того, они чувствительны к изменению режима работы печи и колебаниям состава сырья. После прохождения циклонных теплообменников сырьевая мука температурой 720 - 750 °С поступает в декарбонизатор - аппарат для удаления из воды свободной угольной кислоты путём продувания этой воды воздухом (рис. 8). Частицы сырьевой муки и растленное топливо диспергируются и перемешиваются. Теплота, выделяющаяся при сгорании топлива, передается частицам сырьевой муки, которые нагреваются до 920 - 970 °С. Материал в системе циклонный теплообменник — декарбонизатор находится лишь 70 - 75 с и за это время декарбонизируется на 85 - 95 %. Установка декарбонизатора позволяет повысить съем клинкера с 1 м3 внутреннего объема печи в 2,5 - 3 раза. Кроме того, в декарбонизаторе можно сжигать низкокачественное топливо и бытовые отходы. Размеры установки невелики, и она может использоваться не только при строительстве новых заводов, но и при модернизации действующих печей. Эксплуатируемые в России печи с циклонными теплообменниками и декарбонизаторами размером 4,5 х 80 м имеют производительность 3000 т/сутки при удельном расходе теплоты 3,46 МДж/кг клинкера.

Рис. 8. Вращающаяся печь с циклонным теплообменником и декарбонизатолром:
1 – дымосос; 2 – электрофильтр; 3 – циклонный теплообменник; 4 – декарбонизатор;5 – вращающаяся печь 4,5 × 80 м; 6 – установка контроля температуры корпуса; 7 – колосниковый холодильник; 8 – установка для олаждения и увлажнения отходящих печных газов.
Футеровка печи. Для защиты корпуса от воздействия высокой температуры печи изнутри футеруют огнеупорными материалами, выполняющими одновременно роль изоляции, предотвращающей чрезмерные потери теплоты в окружающую среду. Футеровка должна иметь определенные свойства: химическую устойчивость к обжигаемому материалу, огнеупорность, термостойкость, теплопроводность, механическую прочность, сопротивление истиранию, упругость. Так как футеровки различных зон печи работают а неодинаковых температурных условиях, то их выкладывают из различных огнеупоров. В особо тяжелых условиях находится футеровка зоны спекания – наиболее высокотемпературной зоны вращающейся печи. Наиболее совершенный вид огнеупора для такой зоны является периклазохромитовые кирпичи с пониженным содержанием хромита. Средняя стойкость в цементной промышленности данной футеровки составляет около 230 суток.
Срок службы футеровки увеличивают рядом технологических приемов: строгое соблюдение режима обжига клинкера; равномерное питание сыреем и топливом; постоянство химического состава, тонкости помола и влажности сырья; постоянство состава, влажности и тонкости помола твердого топлива. Эти факторы обеспечивают стабильность режима работы печи, уменьшают колебания температуры в футеровке и деформации корпуса.
Главное условие надежной эксплуатации футеровки – создание и сохранение защитного слоя обмазки на её рабочей поверхности. Клинкерный расплав взаимодействует с материалом футеровки, налипает на неё, образуя слой обмазки толщиной до 200 мм. Процесс образования обмазки и её свойства зависят от температуры плавления, количества и состава жидкой фазы и режима работы печи. Обмазка предохраняет футеровку от разрушения, снижая температуру поверхности кирпича и уменьшая возникающие в нем напряжения, защищает кирпич от колебаний температуры внутри печи, а также от химического и механического воздействия обжигаемого материала.
Интенсификация процессов обжига.
Печные агрегаты – самое энергоемкое оборудование. В производстве цемента на их долю приходится около 80 % затрат тепловой и электрической энергии. Добиваясь снижения этих затрат, конструкции печей непрерывно совершенствуют, изыскиваю пути интенсификации процессов обжига. Проблема интенсификации работы вращающихся печей включает в основном две задачи: изыскание наиболее рациональных приемов снижения удельного расхода теплоты на обжиг клинкера и повышение тепловой мощности печи. На производительность печи влияет целый ряд факторов. Во- первых, факторы, которые приводят к изменению удельного расхода теплоты на обжиг клинкера: состав и структура сырья, его влажность и реакционная способность и др. Во-вторых, производительность печи повышается, если увеличивается поверхность соприкосновения газов с материалом, возрастает скорость движения газового потока, сжигание топлива производится с минимальным избытком воздуха. Все мероприятия, способствующие увеличению полезно используемой теплоты сгорания топлива, ускоряет процесс клинкерообразования. К ним относятся установка внутрипечных и запечных теплообменных устройств, снижение влажности шлама за счет обезвоживания в концентраторах или путем введения разжижителей шлама и др.
Тепловая мощность печи – важнейшая конструктивная характеристика, определяющая её производительность. Увеличение количества сжигаемого топлива в том же объеме топочного пространства – один из путей повышения производительности печи. Эффективным средством интенсификации процесса и производительности печи является повышение температуры нагреваемого материала.
Эффективное средство интенсификации процесса обжига – сжигание части топлива в зоне декарбонизации непосредственно в слое материала. Снизить удельный расход теплоты на обжиг клинкера можно введением в сырьевую смесь минерализаторов. Они позволяют ускорить твердофазовые реакции, снизить температуру появления жидкой фазы и улучшить ее свойства, повысить качество продукции. Важный резерв интенсификации процесса обжига – утилизация пыли, улавлиемой из отходящих газов. Тонкодисперсная, частично прокаленная пыль близка по составу сырьевой смеси. Возврат пыли в печь способствует росту производительности агрегата, сокращению расхода сырья, топлива, электроэнергии. Расход топлива можно снизить путем совершенствования технологической схемы, конструктивных решений декарбонизаторов, холодильников и вспомогательного оборудования.
Охлаждение обожженных материалов.
Выходящий из вращающейся печи материал имеет температуру около 10000С. Возвращение в печь теплоты материала может существенно снизить расход топлива. Это достигается охлаждением материала воздухом, подаваемым затем в печь для горения топлива. Режим охлаждения влияет как на дальнейший технологический процесс, так и на свойства готового продукта. Размол горячих материалов приводит к снижению производительности мельниц и росту удельного расхода энергии. Особенно чувствителен к охлаждению портландцементный клинкер. Быстроохлажденные клинкера легче размалываются и в определенной мере повышают качество цемента. Поэтому необходимо, чтобы процесс охлаждения клинкера был наиболее полным и протекал быстро, особенно в начальной стадии. Чем полнее охлаждение клинкера, тем меньше потери теплоты.
Широко распространены три типа охладителей: барабанные, рекуператорные и колосниковые. При производстве портландцементного клинкера в современных вращающихся печах используют колосниковые переталкивающие охладители (Рис. 9). Горизонтальная решетка с подвижными колосниками приводится в действие от кривошипного механизма. Форма колосников такова, что при движении вперед клинкер ссыпается на следующий ряд колосников; при движении в обратном направлении он скользит по колосникам. Ввиду того что одни колосники движутся, а другие нет, осуществляется постоянное перемешивание клинкера. Камера охладителя разделена на две части. Клинкер с обреза вращающейся печи в горловине охладителя подвергают воздействию «острого дутья» (10...12 кПа), которое обеспечивает равномерное распределение клинкера по ширине колосников и быстрое начальное его охлаждение. Этот горячий воздух температурой 450 0 С засасывается в печь, где используется для горения топлива в качестве вторичного воздуха. Во вторую часть подрешеточного пространства охладителя также поступает холодный воздух, который подвергается за счет частичного уже охлажденного клинкера и может быть использован для сушки сырья. На разгрузочном конце охладителя устанавливают молотковую дробилку, предназначенную для дробления крупных кусков клинкера ( «свара» ).

Рис. 9. Схема колосникового охладителя клинкера типа « Волга»:
1 – вращающаяся печь; 2 – приемная шахта; 3 – колосниковая решетка; 4 – привод; 5 – окно для сброса избытка отработанного воздуха в атмосферу; 6 – грохот; 7 – молотковая дробилка; 8 – скребковый конвейер; 9 – окна для общего дутья; 10 – вентилятор общего дутья; 11 – вентилятор острого дутья.
Поскольку в колосниковом охладителе воздух просасывается через слой материала, значительно увеличивается поверхность теплообмена и интенсифицируется процесс охлаждения. Скорость охлаждения регулируют изменением скорости движения решетки, толщины слоя материала и количества воздуха.
Преимущества колосниковых охладителей – высокие скорость и степень охлаждения (до 40 – 60 0 С), хороший КПД, малый удельный расход электроэнергии ( 9 – 11 МДж/т клинкера ). Основной недостаток – невыгодный с точки зрения рекуперации принцип теплообмена, так как воздух движется не противотоком к материалу, а перпендикулярно ему. Большое количество теплоты теряется при выбросе избыточного воздуха в атмосферу. К недостаткам колосниковых охладителей также относятся сложность эксплуатации и ремонт, меньшая надежность работы, большие капиталовложения.
Глава 2. Технология производства портландцемента
Похожие работы
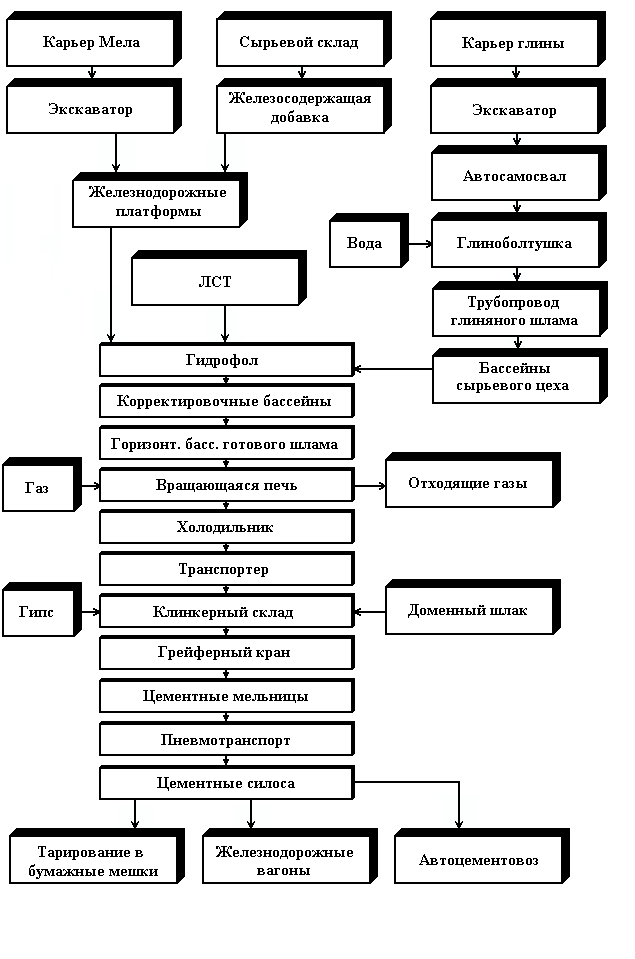

... , железобетонных труб, пролетных строений и блоков. ПЦ 600 ДО. Применяется для строительства мостов, туннелей, высокопрочных сооружений на объектах Министерства Обороны. Сырьем при производстве цеманта по мокрому способу являются следующие компоненты: карбонатный компонент—мел, силикатный компонент—глина, железосодержащие добавки—пиритные огарки, конверторный шлам, железистый продукт. Типовая ...


... санитарно-гигиенические условия работы обслуживающего персонала и, несмотря на то, что этот способ отличается большой энергоемкостью, он получил наибольшее распространение. Рассмотрим технологический процесс производства портландцемента по мокрому способу подробнее. 1.2 Характеристика используемого сырья Для производства портландцемента в качестве сырьевых материалов применяют главным ...


... не было объективной необходимости. Становление рыночных отношений требует совершенствования методологии анализа с учетом особенностей переходного к рыночной экономике периода и международного опыта. Управление затратами на производство и реализацию продукции осуществляется с целью изыскания резервов снижения себестоимости продукции и следовательно максимизации прибыли предприятия. В традиционном ...
... и практики полимеризации этиле новых соединений, пользующихся большим распространением в промышленности пластмасс. 3. Краткие сведения из истории развития производства строительных материалов. Виды строительных материалов и их технология изменялись в связи с развитием производительных сил и сменой производственных отношений в человеческом обществе. Простейшие материалы и примитивная технология ...
0 комментариев