Навигация
11. Выбор типа смазывания
Смазывание зубчатого зацепления производится окунанием зубчатого колеса в масло, заливаемое внутрь корпуса до уровня, обеспечивающего погружение колеса примерно на 10 мм. Объем масляной ванны V из расчета 0,4… 0,8 л на 1 кВт передаваемой мощности: V=2,32·(0,4…0,8)=1,44…2,88 дм3
По таблице 10.21 [ 1.,с.255] устанавливаем вязкость масла. При контактных напряжениях σНР=466 МПа и скорости υ =0,76 м/с рекомендуемая вязкость масла должна быть примерно равно 34· 10-6 м2/с. По таблице 10.21 [1.,с.255] принимаем сорт масла И-Г-А 32
(индустриальное- для гидравлических систем – масло без присадок – класс кинематической вязкости 32, по ГОСТ 17479.4-87).
Определение уровня масла.При окунании В масляную ванну колеса
m<hm<0,25d2 (11.1)
2< hm<0,25·224=56 мм
Камеры подшипников заполняем вручную смазочным материалом при снятой крышке подшипникового узла на несколько лет. Смену смазочного пластинчатого материала производят при ремонте. Принимаем смазочный пластинчатый материал УТ -1.
12. Выбор посадок
Посадки назначаем в соответствии с указаниями, данными в таблице 10.13 [ ]
Посадка зубчатого колеса на вал
Шейки валов под подшипники выполняем с отклонением вала . Отклонение отверстий в корпусе под наружные кольца
13. Технико-экономическое обоснование конструкции
Технический уровень целесообразно оценивать количественным параметром, отражающим соотношение затраченных средств и полученного результата. «Результатом» для редуктора является его нагрузочная способность, в качестве характеристики которой можно принять вращающий момент Т3, на его тихоходном валу. Объективной мерой затраченных средств является масса редуктора m, кг в котором практически интегрирован весь процесс его проектирования .За критерий технического уровня можно принять относительную массу γ = m/Т3 .
Определение массы редуктора
m=φ ρ V·10 -9 (13.1)
где φ=0,41– коэффициент заполнения ; [ 1,с.277]
ρ=7,4·10 3 кг/м 3 - плотность чугуна;
V – условный объём редуктора
m=0,41·7,4·10 3·280·180·250·10 -9=38,2 кг
Критерий технического уровня
γ = m/Т3 (13.2)
γ =38,2/321,7=0,11
Вывод: Технический уровень редуктора средний; в большинстве случаев производство экономически неоправданно.
14. Сборка редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборку производят в соответствии со сборочным чертежом редуктора, начиная с узлов валов:
на ведущий вал насаживают мазеудерживающие кольца и шарикоподшипники, предварительно нагретые в масле до 80 - 100˚С;
в ведомый вал закладывают шпонку и напрессовывают зубчатое колесо до упора в бурт вала; затем надевают распорную втулку, мазеудерживающие кольца и устанавливают шарикоподшипники, предварительно нагретые в масле.
Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус с помощью двух конических штифтов; затягивают болты, крепящие крышку к корпусу.
После этого на ведомый вал надевают распорное кольцо, в подшипниковые камеры закладывают пластичную смазку, ставят крышки подшипников с комплектом металлических прокладок для регулировки.
Перед постановкой сквозных крышек в проточки закладывают войлочные уплотнения, пропитанные горячим маслом. Проверяют проворачиванием валов отсутствие заклинивания подшипников (валы должны проворачиваться от руки) и закрепляют крышки винтами.
Далее на конец ведомого вала в шпоночную канавку закладывают шпонку, устанавливают шкив и закрепляют ее торцовым креплением; винт торцового крепления стопорят специальной планкой.
Затем ввертывают пробку маслопускного отверстия с прокладкой и жезловый маслоуказатель.
Заливают в корпус масло и закрывают смотровое отверстие крышкой с прокладкой из технического картона; закрепляют крышку болтами.
Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.
Список литературы
1. А.Е. Шейнблит «Курсовое проектирование деталей машин», Калининград, 1999
2. П.Ф. Дунаев «Конструирование деталей и узлов машин», Москва «Высшая школа»,2001
3. М.И. Фролов, «Техническая механика. Детали машин», Москва , «Высшая школа» 1990
4. С.А. Чернавский «Курсовое проектирование деталей машин»,Москва,машиностроение,1997
5. П.Ф. Дунаев, О.П. Леликов «Детали машин. Курсовое проектирование»Москва , «Высшая школа» 1984
Похожие работы
... времени определённое проектом. Фактическая мощность шахты - это максимальная добыча угля в единицу времени определённая с учётом фактического состояния горных пород. Существует параметрический типовой ряд годовых мощностей шахт: 1,2; 1,5; 1,8; 2,1; 2,4; 2,7; 3,0; 3,3; 3,6; 3,9; 4,2; 4,5; 4,8; 5,1; 5,4; 5,7; 6,0; 6,3; 6,6; 6,9; 7,2; 7,5. Расчет годовой мощности шахты рассчитывается по формуле ...
Характеристика технологического оборудования поточной линии производства сухого обезжиренного молока
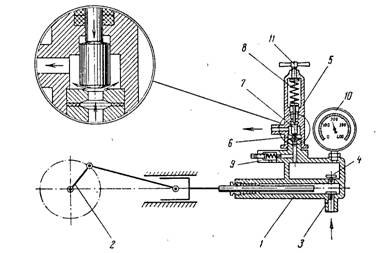
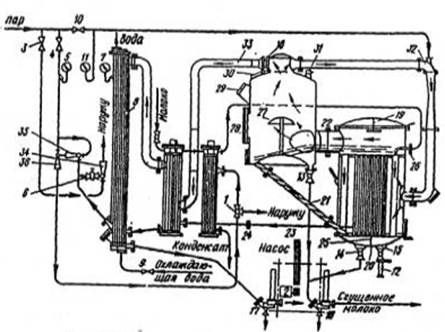
... выпаривания продукт текуч. В процессе сушки сгущенная нормализованная смесь переходит в сухое состояние, характеризующееся сыпучестью. 3. Сравнительная характеристика технологического оборудования Гомогенизаторы предназначены для дробления и равномерного распределения жировых шариков в молоке и жидких молочных продуктах. Гомогенизаторы представляют собой многоплунжерные насосы высокого ...
... конвейерной линии; организация и системы ТО и ППР К обслуживанию ленточных конвейеров допускаются лица, прошедшие медицинское освидетельствование с заключением возможности работы на подземных конвейерных установках, обладающие соответствующими навыками и знаниями по обслуживанию и ремонту конвейеров, прошедшие инструктаж по ТБ, техминимум и имеющие право на обслуживание конвейерных установок. ...
... под высоким давлением, создаваемом в материальном цилиндре, впрыскивается в полость охлажденной формы, т.е. при литье в материале не происходят химические процессы структурирования и поэтому материал и его отходы могут перерабатыватъся неоднократно. Технологическая схема литья включает: - приготовление композиции; ~ литье под давлением с приформовкой головки к корпусу; - сбор технологических ...
0 комментариев