Навигация
Маршрутный технологический процесс изготовления детали для серийного производства
31239
знаков
9
таблиц
13
изображений
2 Маршрутный технологический процесс изготовления детали для серийного производства
В машиностроении основными видами заготовок для деталей являются стальные и чугунные отливки, отливки из цветных металлов и сплавов, штамповки и все возможные виды проката.
Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска детали. На выбор формы, размеров и способа получения заготовки большое значение оказывает конструкция и материал детали. Вид заготовки оказывает значительное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки.
К металлическим заготовкам относятся: прокат из стали и цветных металлов (простых и сложных профилей) в виде прутков и труб, поковки, листовая штамповка, отливки.
Большинство деталей типа валов, втулок, шайб и колец изготовляют из заготовок, поставляемых в виде круглых, шестигранных и квадратных прутков. Крупные и сложные по форме детали получают из штучных заготовок, полученных литьем, ковкой или штамповкой. Заготовка должна иметь несколько большие размеры, чем готовая деталь, т. е. предусматривается слой металла, снимаемый при механической обработке, который называется припуском на обработку. Величина припуска должна быть наименьшей (т. е. заготовка по форме и размерам должна приближаться к форме и размерам готовой детали), но при этом должно быть обеспечено получение годной детали.
Исходя из необходимости максимального приближения формы и размеров заготовки к параметрам готовой детали, применяем такой метод, как прокат под прессом. В результате проката получаем заготовку круглого сечения.
В данном проекте принимаем, что из готового металлопроката круглого сечения диаметром 180 мм отрезаем заготовку для изготовления шкива. При дальнейшей обработке заготовки на станках с ЧПУ получаем готовое изделие. Круглый металлопрокат различных марок сталей поставляется предприятием «ВЕЛД-МЕТИЗ». Подробный перечень круглого металлопроката приведен в приложении Б. Материал для изготовления шкива выбираем сталь 45 ГОСТ 1050-88[4]. При выборе станков с ЧПУ на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2.
Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив
| № операции | Название операции | Оборудование |
| 00 | отрезная | CARIF 450 BA CNC |
| 05 | токарная с ЧПУ черновая | HTC40z |
| 10 | токарная с ЧПУ чистовая | HTC40z |
| 15 | сверлильная с ЧПУ | PD1616 |
| 20 | термическая | Закалочная электропечь ПВП 5000/12,5М |
| 25 | шлифовальная с ЧПУ чистовая | ОШ-642Ф3 |
| 30 | Контрольная с ЧПУ | MH3D DCC NS |
Таблица 2.2 – Квалитеты точности по операциям технологических процессов
| Номер операции | Наименование операции | Стадия | Квалитет точности | |
| диаметраль-ных размеров | продольных размеров | |||
| 00 | отрезная | – | 14 | 14 |
| 05 | токарная | черновая | 12 | 12 |
| 10 | токарная | чистовая | 9 | 9 |
| 15 | сверлильная | – | 13 | – |
| 20 | термическая | – | – | – |
| 25 | шлифовальная | чистовая | 6 | 7 |
| 30 | контрольная | – | – | – |
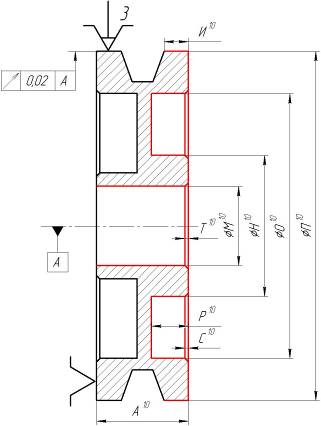
3 Операционные эскизы технологического процесса изготовления детали
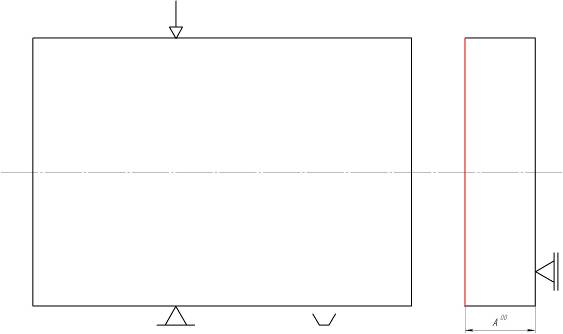
00 Отрезная операция с ЧПУ, станок CARIF 450 BA CNC
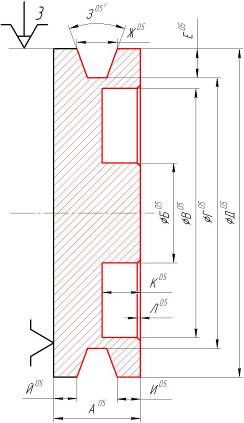
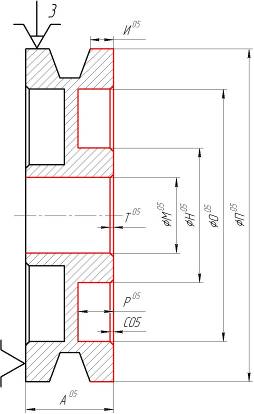
05 Токарная операция с ЧПУ черновая, станок HTC40z
1-й установ
2-й установ
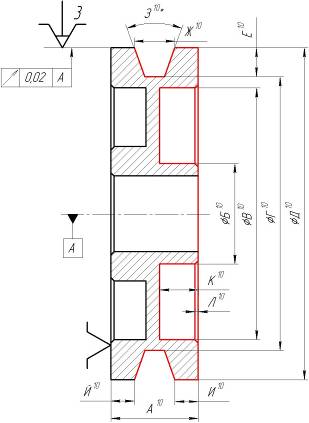
10 Токарная операция с ЧПУ чистовая, станок HTC40z
1-й установ
2-й установ
Похожие работы
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...
... , точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности Задание на курсовое проект Тема: «Разработка технологического процесса механической обработки опоры для рычага». Материал- сталь 25 , твёрдость НВ не более 1668Мпа (170 кгс/мм2). Размер «а» выполнить симметрично оси опоры. Неуказанные предельные ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
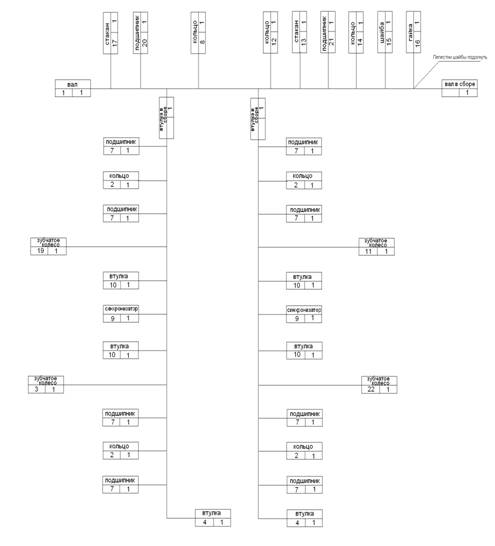
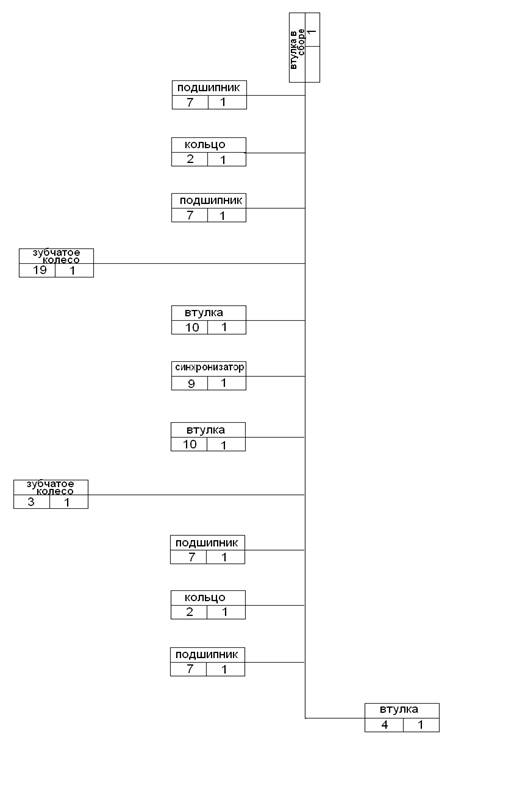

... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев