Навигация
Определение типа производства
19295
знаков
4
таблицы
13
изображений
3. Определение типа производства
По ГОСТ 14004-85 предусматриваются следующие типы производства:
- единичное;
- серийное;
- массовое.
В свою очередь серийное производство подразделяется на крупносерийное, среднесерийное, мелкосерийное.
Расчет ведется с учетом основных операций механической обработки и типов металлообрабатывающего оборудования.
Годовая программа выпуска изделий: ![]() N=20000 шт.
N=20000 шт.
Тип производства можно определить по табл. 1.1.
Таблица 1.1
| Тип производства | Годовой объем выпуска деталей в штуках | ||
| Тяжелые( масса свыше 500 кг) | Средние (масса от 30 до 500 кг) | Легкие (масса до 30 кг) | |
| Единичное | До 5 | До 10 | До 100 |
| Мелкосерийное | 5-100 | 10-20 | 100-500 |
| Среднесерийное | 100-300 | 200-500 | 500-5000 |
| Крупносерийное | 300-1000 | 500-5000 | 5000-50000 |
| Массовое | Свыше 1000 | Свыше 5000 | Свыше 50000 |
Тип производства определяется по коэффициенту серийности (Кс)
Кс = ![]() ,
,
Где tв – такт выпуска;
Тшт.ср – среднее штучное время.
Кс = ![]()
Такт выпуска (tв) деталей рассчитывается по формуле:
tв = ![]() (мин/шт),
(мин/шт),
где Fд – действительный годовой фонд работы оборудования (2070 час)
N – годовая программа выпуска деталей.
tв = ![]() = 6,21 (мин/шт),
= 6,21 (мин/шт),
Обычно считается, что коэффициент серийности определяет количество различных операций по обработке детали, закрепленных за одним станком в течение года: для массового производства Кс = 1…2, для крупносерийного Кс = 2…10, для серийного Кс = 10…20, для мелкосерийного и единичного Кс> 20.
Т.к. Кс = наше производство является крупносерийным.
Похожие работы

... чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями. В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных ...
... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... работают в одном такте. Транспортная система проходит через все рабочие позиции, во время обработки детали снимаются с транспортёра, фиксируются и зажимаются на базовых поверхностях. 2.2 Выбор и компоновка технологического оборудования В соответствии с разработанным технологическим процессом выбираем следующее технологическое оборудование автоматической линии: Обработка торцов и центрование ...

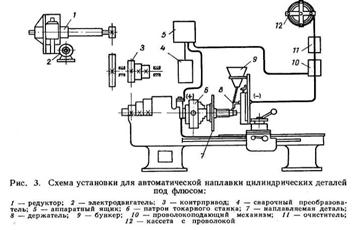
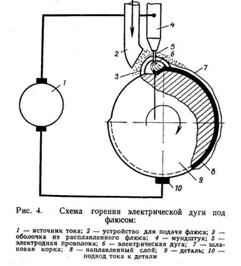
... щетка с диаметром стальной проволоки 0,15—0,20 мм применяется для обработки твердых металлов; для обработки мягких металлов применяют латунную проволоку диаметром 0,07—0,15 мм. 1.5 Составление технологического процесса восстановления детали Автоматическая наплавка под флюсом Автоматическая наплавка под флюсом особенно эффективна при восстановлении деталей с износом более 1,5—2,0 мм. В ...
0 комментариев