АНАЛИЗ ИЗВЕСТНЫХ РАЗРАБОТОК ПО ТЕМЕ ДИПЛОМНОГО ПРОЕКТА
Разработка принципиальных схем синтезатора
Выбор и обоснование элементной базы
Предварительная компоновка устройства
Выбор и обоснование методов монтажа
Защита конструкции синтезатора от внешних и внутренних дестабилизирующих факторов
Описание уточненного окончательного варианта компоновки и конструкции синтезатора
РАЗРАБОТКА ВОПРОСОВ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СИНТЕЗАТОРА
Разработка технологической схемы сборки
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
Расчет сметной стоимости НИОКР
Расчет экономического эффекта
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСТНОСТЬ
Навигация
РАЗРАБОТКА ВОПРОСОВ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СИНТЕЗАТОРА
Разработка конструкции цифрового синтезатора частотно–модулированных сигналов
111585
знаков
12
таблиц
2
изображения
4 РАЗРАБОТКА ВОПРОСОВ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СИНТЕЗАТОРА
Типовая структура технологического процесса изготовления модуля включает следующие операции: входной контроль элементов и печатных плат, подготовка к монтажу, установка комплектующих элементов на плату, нанесение флюса и его сушка, пайка, очистка от остатков флюса, контрольно - регулировочные работы, технологическая тренировка, маркировка, герметизация и приемо-сдаточные испытания. Сборка осуществляется согласно ГОСТ 23887-79.
Входной контроль — это технологический процесс проверки поступающих на завод ЭРЭ, ИМС и ПП по параметрам, определяющим их работоспособность и надежность перед включением этих элементов в производство. Входной контроль комплектующих элементов может быть как 100 % так и выборочным.
Подготовка ЭРЭ и ИМС включает распаковку элементов, выпрямление, зачистку, формовку, обрезку и лужение выводов, размещение элементов в технологической таре. Для проведения подготовительных операций разработано много типов технологического оборудования и оснастки. В условиях мелкосерийного производства подготовка осуществляется пооперационно с ручной подачей элементов.
Установка элементов на печатные платы в зависимости от характера производства может выполняться вручную, механизированным и автоматизированными способами.
Нанесение флюса на плату может осуществляться различными способами (кистью, погружением, потягиванием, распылением, вращающимися щетками, пенное и волной). Нанесенный слой флюса перед пайкой просушивается при температуре 353…375 К, а плата подогревается.
Групповая пайка элементов со штыревыми выводами производится волной припоя на автоматизированных установках модульного типа.
Процесс групповой пайки начинаются с подготовки поверхности ПП, которая заключается в зачистке мест пайки и обезжиривании. Зачистку выполняют эластичными кругами с абразивным порошком или металлическими щетками. Затем поверхность платы обезжиривают в растворе спирта с бензином и обдувают воздухом. Защита участков платы не подлежащих пайке, осуществляется маской из бумажной ленты, пропитанной костным клеем. Маску приклеивают к плате так, чтобы места пайки не выходили за пределы отверстий в маске. Вместо бумажной маски можно применять слой краски, наносимой через сетчатый трафарет. Краска должна противостоять непосредственному воздействию расплавленного припоя, температура которого доходит до 260 ° С.
Следующим этапом является нанесение флюса и подогрев платы, который удаляет влагу и уменьшает термический удар в момент погружения платы в расплавленный припой.
Пайка волной представляет собой процесс, при котором нагрев спаиваемых материалов, помещенных над ванной, и подача припоя к месту соединения осуществляется стоячей волной припоя возбуждаемой в ванне. При пайке волной припоя устраняется возможность быстрого окисления припоя и температурных деформаций платы.
Заключительной операцией групповой пайки является удаление маски. Для этого ПП погружают на 0.8 … 0.9 ее толщины в ванну с горячей водой ( t=40 ° С) и выдерживают до тех пор, пока она не отклеится (2…3 мин). Затем плату обдувают горячим воздухом до полного высыхания.
Удаление остатков водорастворимых флюсов осуществляется путем промывки плат в проточной горячей воде с использованием мягких щеток или кистей. Следы канифольных флюсов удаляют промывкой в течении 0.5 … 1 мин, в таких растворителях, как спирт, смесь бензина и спирта (1:1), трихлорэтилен и др.
Выходной контроль можно условно разделить на три последовательных этапа:
первый:
визуальный контроль правильности сборки и качества паяных соединений;
второй:
контроль правильности монтажа и поиск неисправностей;
третий:
функциональный контроль.
Ориентировочный технологический процесс сборки модуля приведен в таб. 4.1.
Таблица 4.1. – Tехнологический процесс сборки модуля
| № операции | Наименование и содержание. | Оборудование и приспособления. |
| 1. | Входной контроль микросхем и ПП. | Лупа 10X , стенд. |
| 2. | Защита маркировки. | Вытяжной шкаф, ванна. |
| 3. | Формовка и обрезка выводов. | Приспособление. |
| 4. | Лужение выводов. Флюсовать выводы погружением во флюс ФСКП. Лудить выводы припоем ПОС-61. | Ванна. |
| 5. | Подготовка ПП к сборке. Лудить контактные площадки. | Ванна для обезжиривания. |
| 6. | Установка элементов на ПП. | Верстак, стойки технологические. |
| 7. | Пайка выводов элементов к ПП. | |
| 8. | Контроль электрических параметров. Настройка. | Стенд, комплект измерительных приборов. |
| 9. | Влагозащита. Покрытие лаком УР-23Т или Э-4100. | |
| 10. | Контроль электрических параметров. |
Похожие работы
... рисунков в формате А0-А1 со скоростью 10-30 мм/с. Фотонаборный аппарат Фотонаборный аппарат можно увидеть только в солидной полиграфической фирме. Он отличается своим высоким разрешением. Для обработки информации фотонаборный аппарат оборудуется процессором растрового изображения RIP, который функционирует как интерпретатор PostScript в растровое изображение. В отличие от лазерного принтера в ...
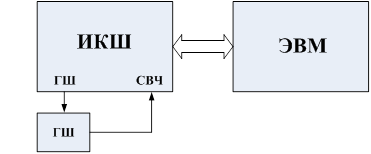
... – 3 0,1; 0,2; 0,4; 1; 2; 4 N8974A 0,01 – 6.7 0,1; 0,2; 0,4; 1; 2; 4 N8975A 0,01 – 26.5 0,1; 0,2; 0,4; 1; 2; 4 Таблица 4.3 - Технические особенности ИКШ серии NFА Структурная схема измерителя коэффициента шума N8973A представлена на рисунке 4.4. Рисунок 4.4 - Структурная схема ИКШ N8973A В преобразователе частот (блок радиоприемного тракта) спектр входного сигнала сначала ...

... также невысока и обычно составляет около 100 кбайт/с. НКМЛ могут использовать локальные интерфейсы SCSI. Лекция 3. Программное обеспечение ПЭВМ 3.1 Общая характеристика и состав программного обеспечения 3.1.1 Состав и назначение программного обеспечения Процесс взаимодействия человека с компьютером организуется устройством управления в соответствии с той программой, которую пользователь ...
... в видео карты. Дальше рассматривается подробно и в отдельности об устройстве и характеристиках звуковых карт, видео карт и CD-ROM приводах. Аппаратные средства мультимедиа: · Средства звукозаписи; · Звуковоспроизведении; · Манипуляторы; · Средства «виртуальной реальности»; · Носители информации (CD-ROM); · Средства передачи; · Средства записи; · Обработки ...
0 комментариев