Применение, назначение и условия работы машины, их влияние на изнашивание деталей. Список быстроизнашивающихся деталей
Расчёт трудоёмкости ремонтных работ
Сдача машины в ремонт
Технология ремонта и восстановления деталей
Охрана труда и противопожарная защита
Специальная часть
Построение кинемической схемы
Расчёт передач на прочность
Расчёт деталей машины на прочность
Подбор и расчёт на прочность шпонок
Правила технической эксплуатации машины и техники безопасности при её обслуживании
Карта и схема смазки машины
Экономическая часть
Расчет затрат труда на капитальный ремонт сушильного барабана
Навигация
Сдача машины в ремонт
Машины и аппараты химических производств и предприятий строительных материалов
76086
знаков
7
таблиц
14
изображений
2.7 Сдача машины в ремонт
В капитальный ремонт сушильный барабан сдается в соответствии с годовым и месячным графиками ремонтов и ТО оборудования начальником цеха-владельца. Принимает его в ремонт комиссия под председательством главного инженера и главного энергетика, представителя отдела техники безопасности, механика цеха и руководителя капитального ремонта. Комиссия проверяет, как подготовлен ремонт, осматривает сушильный барабан, и, при удовлетворительных результатах, – принимает его в ремонт. Приёмка оформляется актом установленной СТОиР формы, который подписывают все члены комиссии. Если же комиссия обнаружит какие-либо недостатки в подготовке ремонта, она переносит срок приёмки и выдаёт предписание ответственным за подготовку (главный механик) на устранение выявленных недостатков.
2.8 Приёмка машины из ремонта и сдача в эксплуатацию
Из ремонта сушильный барабан принимается после обкатки и испытания той же комиссией, которая принимала его в ремонт. Комиссия знакомится с актом обкатки и испытания, осматривает машину, оценивает качество ремонта и сборки и принимает сушильный барабан в эксплуатацию при удовлетворительной оценке качества ремонта. Приёмка оформляется актом, подписываемым всеми членами комиссии. Если же при приёмке будут обнаружены какие-либо недостатки, комиссия устанавливает новую дату приёмки.
3. Технологическая часть
3.1 Чистка, мойка машины, её деталей, узлов и агрегатов
Чистка и мойка сушильного барабана снаружи и внутри его корпуса выполняется обслуживающим его технологическим персоналом при подготовке к ремонту. Для этого используются ломы, лопаты, металлические скребки и щётки, ветошь, вода под давлением и сжатый воздух из резиновых шлангов. В процессе ремонта сушильного барабана чистка и мойка агрегатов, узлов и деталей производится в несколько стадий: после снятия их с машины, разборки агрегатов на узлы и узлов -на детали. Это делается с целью провести их качественную дефектовку и ремонт, т. к. грязь, ржавчина и смазка затрудняют проведение таких работ. С крупных деталей и узлов сушильного барабана (роликоопор, их рам, корпуса, барабана, бандажей, корпусов подшипников) вначале лопатами, ломиками, скребками удаляют грязь, затем обдувают сжатым воздухом. Относительно небольшие детали и узлы моют в моечной ванне, установленной на ремонтной площадке, в керосине или дизельном топливе и моющих растворах вручную с применением ветоши. Ржавчину удаляют растворами 25% соляной кислоты с добавлением 1% цинка, выдерживая в течение 2-3 часов, нагар удаляют выдержкой деталей в ванне с раствором кальцинированной и каустической соды, мыла при температуре 80-90°С, после чего промывают сначала в холодной, а затем в горячей воде или обработкой стальными щётками, шаберами.
3.2 Технология разборки машины, применяемое оборудование и инструменты
Для разборки сушильного барабана используется кран-стреловой, грузоподъёмностью 25 тс, гидродомкраты грузоподъёмностью 100 тс, переносные инвентарные леса Q - 5тс, винтовые съёмники и, для разборки снятых узлов - оборудование ремонтно-механического цеха предприятия. Разбирают его в следующем порядке: система подачи и сжигания топлива - электродвигатель - редуктор - ограждения - подвенцовая шестерня и венцовая шестерня,- уплотнения корпуса барабана - корпус барабана - роликоопоры. Рамы роликоопор ремонтируют на месте установки.
У венцовой шестерни вначале разбирают болтовые соединения крепления верхней половины к корпусу и ко второй половине (для этого перед разборкой барабан приводом поворачивают так, чтобы плоскость её разъёма была горизонтальной), затем верхнюю половину снимают и укладывают на шпальные клетки на ремонтной площадке. Затем наматывают на корпус канаты лебёдок, закрепив их концы на корпусе, поворачивают его на 180°. И так же снимают вторую половину. Корпус барабана снимают так: под него устанавливают четыре гидродомкрата, на них укладывают два заранее изготовленных стальных пояса, домкратами поднимают его на высоту 150-200 мм, под пояса укладывают клетки из деревянных брусьев и на них опускают пояса.
Роликоопоры вначале отсоединяют от рамы, разбирают их регулировочные устройства и лебёдками или домкратами корпуса их подшипников перемещают от оси барабана по направляющим рамы и затем снимают с неё.
3.3 Дефектовка деталей и узлов, применяемые инструменты
Дефектовкой деталей называется установление их технического состояния. Дляэтого применяются осмотры и измерения инструментами.
Корпус барабана может иметь следующие дефекты:
Износ внутренней поверхности, трещины. Для определения износа к стенке барабана параллельно оси прикладывают поверочную линейку и измерительной линейкой измеряют зазоры между их поверхностями. Отдельные участки корпуса,имеющие износы стенок свыше 20% их толщины, выбраковываются. Трещины определяются визуально. Детали ячейковых теплообменников и пересыпных полок внутри барабана могут иметь износы,изгиб и скручивание, определяемые визуально или измерением их толщины штангенциркулями, линейками.
Бандажи могут иметь износ в виде раскатки и шелушения поверхностей катания, задиры и трещины. Величину износов определяют измерением их толщины линейками и диаметров в 3-х сечениях (по краям и посредине), для чего рулетку обматывают вокруг бандажа и измеряют длину окружности. Длину окружностей можно измерить во время работы барабана прикладыванием калиброванных роликов к поверхности катания. Шелушение определяется визуально. Задиры и трещины определяются визуально. Бандажи выбраковываются при износе свыше 20%.
Опорные и упорные ролики могут иметь износ опорной поверхности, в результате чего появляется овальность и конусность, задиры и трещины. Износ их определяется измерением диаметров 3-х сечениях рулеткой, вычисляется овальность и конусность. Ролики выбраковываются при трещинах глубиной более 20% толщины кольца и уменьшении его из-за износа так же на 20%.
У венцовой и подвенцовой шестерён происходит износ, выкрашивание и поломка зубьев, и задиры на их поверхностях, образовавшие трещин: на ободе. Износ зубьев определяется измерением штангензубодером или шаблоном и набором щупов их толщины. При износе зубьев свыше 30%, выкрашивании и поломке шестерни подлежат выбраковке. Шестерни редуктора имеют такие же неисправности.
Посадочные поверхности подвенцовой шестерни, роликов, шестерён редуктора, муфт могут иметь износ, задиры, овальность и конусность, трещины на ступицах.
Износ определяется измерением их диаметров нутромером, остальные дефекты - визуально. Выбраковывают при износах, свыше допустимых, и сквозных трещинах. Шпоночные пазы могут иметь износ в виде смятия боковых поверхностей, который измеряется шаблонами и набором щупов.
Подшипники качения могут иметь износ в виде раковин поверхностей колец, тел качения/трещин, разрушение, смятие, трещины и разрушение сепараторов. Смятие, трещины определяются визуально, а износы - измерением индикаторами часового типа биения наружных колец относительно внутренних в приспособлениях. При износах, свыше допустимых (определяются по таблицам), трещинах и поломках подшипники выбраковываются.
Рамы роликоопор могут иметь коррозию, изгиб и скручивание отдельных элементов. Трещины и поломку. Изгиб и скручивание определяется измерением зазоров измерительной линейкой, между поверхностями элементов и прикладываемой к ним поверочной линейки, остальные дефекты - визуально.
Вал приводной, валы редукторов и оси роликов могут иметь следующие неисправности:
1) износ рабочих поверхностей шеек, задиры, износ стенок шпоночных пазов, задиры на них, износ шлице;
2) износ резьбовых поверхностей, смятие и срыв ниток резьбы;
3) скручивание шеек, изгиб осей.
Для определения износа шеек микрометром измеряют их диаметры в 3-х сечениях (на расстоянии 5 мм от концов и посредине) в вертикальной и горизонтальной плоскостях, подсчитывают овальность и конусность и сравнивают с допустимыми, определяемыми по справочным таблицам.
Износ боковых стенок шпоночных пазов в виде смятия определяют, измеряя штангенциркулем их ширину и сравнивая с чертёжными размерами, или с помощью шаблонов и наборов щупов. Износ шлицев измеряют шаблонами и набором щупов. Задиры определяют визуально при осмотре.
Износ резьб определяют, проверяя их резьбовыми калибрами, а срыв ниток - визуально.
Изгиб валов определяют измерением индикаторами часового типа. Для этого вал закрепляют в центрах токарного станка или укладывают шейки на призмы, установленные на поверочной плите. Индикатор закрепляют в штативе, который устанавливают на направляющие токарного станка или поверочную плиту.
Измерительный стержень индикатора подводят к валу, устанавливают стрелку индикатора на ноль поворотом шкалы и, поворачивая вал на 90°, 180°, 270° и 360°, записывают показания индикатора. Наибольшее из них будет равно величине изгиба вала.
Скручивание шеек определяют, устанавливая шпоночные пазы горизонтально и измеряя высотное положение их концов штангенрейсмусом.
Похожие работы
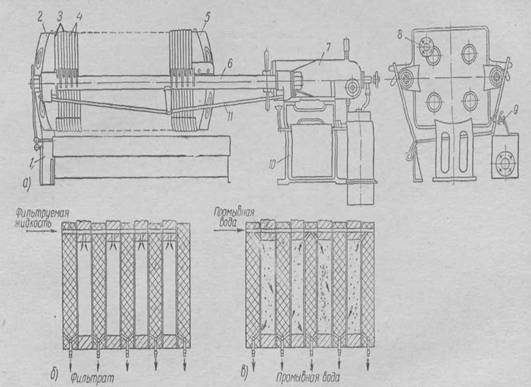
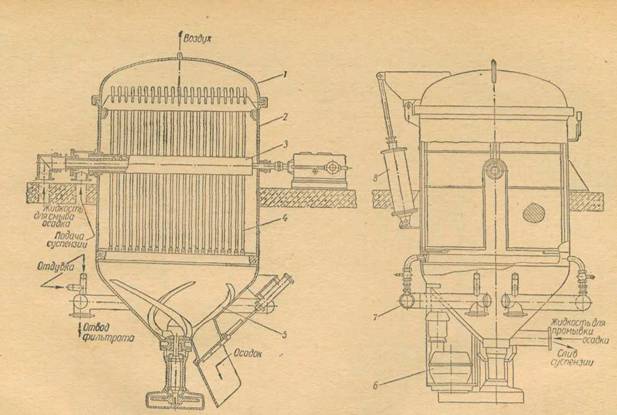
... внизу. Фильтрат из распределительной головки выводится в вакуум-сборники 8. После разгрузки фильтровальная ткань промывается и просушивается [(4) стр. 72 ]. 2. Описание технологической схемы фильтрации Белая фильтрация предназначена для отделения гидратированной двуокиси титана (ГДТ) от гидролизной кислоты и отмывки ГДТ от хромофорных примесей путем фильтрования на листовых вакуум-фильтрах в ...
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...

... конечном счете, повышению эффективности деятельности промышленных предприятий и предприятий сферы обращения. Реализация эффективной программы экономии материальных ресурсов на промышленном предприятии, прежде всего, обусловлено наличием грамотно организованной и систематически функционирующей системы анализа их использования. 1.3. Методика анализа использования материальных ресурсов Одним ...
... ввода коммуникаций учтены рекомендуемые расстояния точек ввода до краев оборудования. На монтажный план нанесено только монтируемое тепловое, холодильное, механическое и вспомогательное оборудования. На предприятиях общественного питания обычно принимают четырехпроводные электрические сети, имеющие напряжение 380В, реже 220В. Передача электроэнергии от трансформатора к электрическим приемникам ...
0 комментариев