Навигация
Обоснование простановки операционных размеров
14612
знаков
3
таблицы
15
изображений
1.4. Обоснование простановки операционных размеров
Способ простановки размеров зависит в первую очередь от метода достижения точности. Так как размерный анализ имеет большую трудоемкость выполнения, то применять его целесообразно при использовании метода достижения точности размеров с помощью настроенного оборудования.
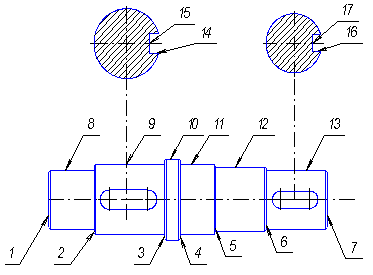
Особую важность представляет способ простановки продольных размеров (осевых для тел вращения).
На черновой токарной операции мы можем применить схемы простановки размеров «а» и «б» рис.4.1[1].
На чистовой токарной и шлифовальных операциях применяем схему «г» рис.4.1[1].
1.5. Назначение операционных технических требований
Операционные технические требования назначаем по методике [5]. Технические требования на изготовление заготовки (допуски на размеры, смещение штампа) назначаем по ГОСТ 7505-89. Допуски на размеры определяем по приложению 1 [1], шероховатость – по приложению 4 [1], величины пространственных отклонений (отклонения от соосности и перпендикулярности) – по приложению 2 [1].
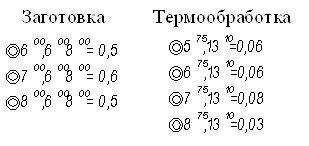
Для заготовки отклонения от соосности определим по методике [1].
Определим средний диаметр вала
 , (1.1)
, (1.1)
где di – диаметр i-ой ступени вала;
li – длина i-ой ступени вала;
l – общая длина вала.
dср=38,5мм. По приложению 5[1] определим рк – удельная величина изогнутости. Величины изогнутости оси вала для различных участков определим по следующей формуле:
 , (1.2)
, (1.2)
где Li – расстояние наиболее удаленной точки i-ой поверхности до измерительной базы;
L – длина детали, мм;
Δmax=0,5·рк·L – максимальный прогиб оси вала в результате коробления;
 – радиус кривизны детали, мм; (1.3)
– радиус кривизны детали, мм; (1.3)
Аналогично рассчитываем отклонения от соосности при термообработке. Данные для их определения также приведены в приложении 5[1].
После расчетов получаем
2. Размерный анализ технологического процесса в осевом направлении
2.1. Размерные цепи и их уравнения
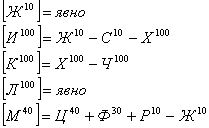
Составим уравнения размерных цепей в виде уравнений номиналов.

2.2. Проверка условий точности изготовления детали
Проверку условий точности выполняем, чтоб убедиться в обеспечении требуемой точности размеров. Условие точности ТАчерт≥ω[А],
где ТАчерт – допуск по чертежу размера;
ω[А] – погрешность этого же параметра возникающая в ходе выполнения технологического процесса.
Погрешность замыкающего звена найдем по уравнению ![]() (2.1)
(2.1)

Из расчетов видно, что погрешность размер К больше допуска. А это значит, что мы должны корректировать план изготовления.
Для обеспечения точности размера [К]:
на 100-ой операции обработаем с одного установа поверхности 2 и 3, тем самым уберем из размерной цепи размера [К] звенья С10, Ж10 и Р10, «заменив» их на звено Ч100(ωЧ=0,10).
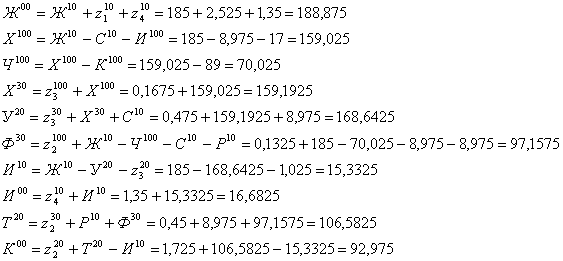
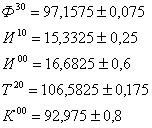
После внесения в план изготовления данных коррективов, получаем следующие уравнения размерных цепей, погрешность которых равна:
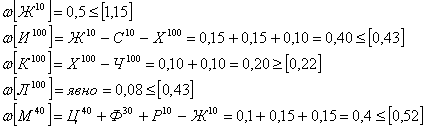
В итоге получаем 100% качество
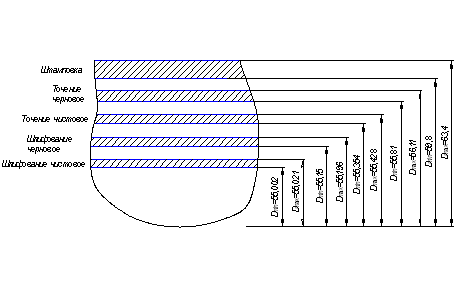
2.3. Расчет припусков продольных размеров
Расчет припусков продольных размеров будем вести в следующем порядке.
Напишем уравнения размерных цепей, замыкающим размером которых будут припуски. Посчитаем минимальный припуск на обработку по формуле
![]() , (2.2)
, (2.2)
где ![]() - суммарная погрешность пространственных отклонений поверхности на предыдущем переходе;
- суммарная погрешность пространственных отклонений поверхности на предыдущем переходе;
![]() - высоты неровностей и дефектный слой, образовавшиеся на поверхности при предыдущей обработке.
- высоты неровностей и дефектный слой, образовавшиеся на поверхности при предыдущей обработке.
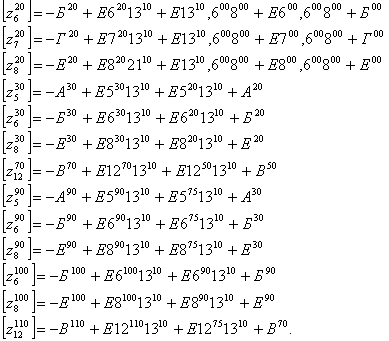
Рассчитаем величины колебаний операционных припусков ![]() по уравнениям погрешностей замыкающих звеньев-припусков
по уравнениям погрешностей замыкающих звеньев-припусков
![]() (2.1)
(2.1)
 (2.2)
(2.2)
Расчет ведут по формуле (2.2) если количество составляющих звеньев припуска больше четырех.
Находим значения максимальных и средних припусков по соответствующим формулам
![]() , (2.3)
, (2.3)
![]() (2.4)
(2.4)
результаты занесем в таблицу 2.1
2.4. Расчет операционных размеров
Определим величины номинальных и предельных значений операционных размеров в осевом направлении по методу средних значений
Исходя из уравнений, составленных в пунктах 2.2 и 2.3, найдем средние значения операционных размеров
запишем значения в удобной для производства форме

3. Размерный анализ технологического процесса в диаметральном направлении
3.1. Радиальные размерные цепи и их уравнения
Составим уравнения размерных цепей с замыкающими звеньями-припусками, т.к. почти все размеры в радиальном направлении получаются явно (см. п.3.2)
3.2. Проверка условий точности изготовления детали

Получаем 100% качество.
3.3. Расчет припусков радиальных размеров
Расчет припусков радиальных размеров будем вести аналогично расчету припусков продольных размеров, но расчет минимальных припусков будем вести по следующей формуле
![]() (3.1)
(3.1)
Результаты заносим в таблицу 3.1
Похожие работы
... средней шероховатости поверхности детали КТШ=1-, =, =5,456. КТШ=1-=0,817. 2. Выбор типа производства и формы организации технологического процесса изготовления 2.1 Рассчитаем массу данной детали: q= , V=789700 мм3 m=789700·7814·10-9=6,170 кг. 2.2 Анализ исходных данных – масса данной детали составляет 6,170 кг.; – объем выпуска изделий 1100 дет/год; – режим работы ...
... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...
... расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей. Объем заготовки: Масса заготовки: . Коэффициент использования материала: . 7. Разработка маршрутной технологии механической обработки детали Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых ...
0 комментариев