Навигация
Посадки шпоночных соединений
26628
знаков
3
таблицы
13
изображений
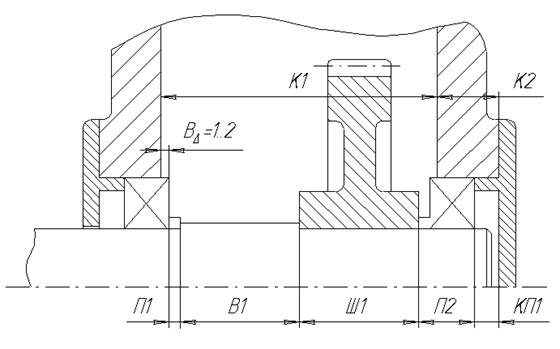
4.3 Посадки шпоночных соединений
Для шпоночных соединений (шпонка b x h х l = 8 х 7 х 30, 8 х 7 х 60 мм ГОСТ 23360-78) принимаю для единичного производства нормальное соединение [2, с.237, табл.4.65].
Соединения шпонок с валом: ![]() ;
;
Соединения шпонок со втулками: ![]() ;
;
Проанализируем эти посадки.
Предельные отклонения ширины пазов на валах: ![]() ;.
;.
Предельные отклонения ширины пазов во втулках: ![]() .
.
Предельные отклонения ширины шпонок: ![]()
Посадка шпонки на вал ![]() ; - переходная.
; - переходная.
Предельные значения зазоров и натягов в соединениях:
Smax = ES – ei = 0 – (- 0,036) = 0,036 мм;
Nmax = es – EI = 0 – (- 0,036) = 0,036 мм.
Допуск посадки:
TS,N = Smax + Nmax = 0,036 + 0,036 = 0,072 мм.
Посадка шпонки во втулку ![]() ; - переходная.
; - переходная.
Предельные значения зазоров и натягов в соединениях:
Smax = ES – ei = 0,018 – (- 0,036) = 0,054 мм;
Nmax = es – EI = 0 – (- 0,018) = 0,018 мм.
Допуск посадки:
TS,N = Smax + Nmax = 0,054 + 0,018 = 0,072 мм.
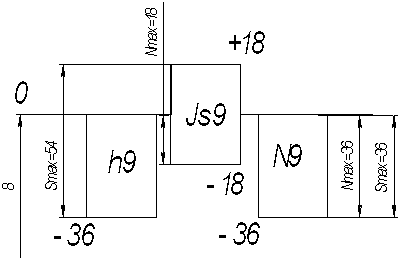
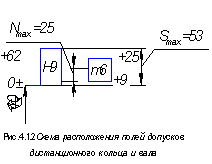
Рисунок 9. – Схемы полей допусков шпоночных соединений:
а – шпонка b x h x l = 8 x 7 x 30 мм;
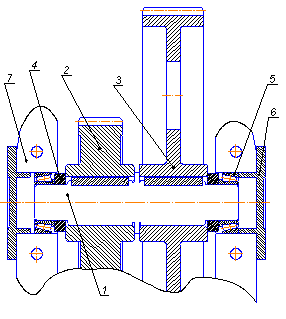
4.4 Посадки резьбовых соединений
Для крепления крышек подшипников к корпусу редуктора применяется резьбовое соединение болтами М10. В данном случае герметичность соединения не требуется, а наличие зазора способствует более равномерному распределению нагрузки между витками резьбы, предотвращает заклинивание, уменьшает трение, компенсирует возможные перекосы резьбы. Исходя из этого назначаю посадку резьбы с зазором ![]() . Номинальный диаметр резьбы d (D) = 10 мм. Шаг резьбы р = 1 мм. Допуски диаметров резьбы для 6-й степени точности при нормальной длине свинчивания определяем по [5, с.161…162 ]:
. Номинальный диаметр резьбы d (D) = 10 мм. Шаг резьбы р = 1 мм. Допуски диаметров резьбы для 6-й степени точности при нормальной длине свинчивания определяем по [5, с.161…162 ]:
Td 2 = 112 мкм = 0,112 мм; ТD2 = 150 мкм= 0,150 мм;
Тd= 180 мкм = 0,180 мм; ТD= не нормируется;
Td1 = не нормируется; ТD1 = 236 мкм = 0,236 мм.
Определяю предельные отклонения резьбы [5, с.158 ]:
d: es = - 0,026 мм; ei = - 0,206 мм;
d2: es = - 0,026 мм; ei = -0,138 мм;
d1: es = - 0,026 мм; ei = не нормируется;
D: ES = не нормируется; EI = 0 мм;
D2: ES = 0,150 мм; EI = 0 мм;
D1: ES = 0,236 мм; EI = 0 мм.
Определяем средний и внутренний диаметры резьбы по [2, с.144]:
d 2 (D 2) = d – 1 + 0,350 =10 – 1 + 0,350 =8,650 мм;
d1 (D1) = d – 2 + 0,917 = 10 – 2 + 0,917 =8,917 мм.
Определяю предельные размеры наружной резьбы (болта):
d 2 max = d2 + es = 8,650 – 0,026 = 8,624 мм;
d 2 min = d2 + ei = 8,650 – 0,138 = 8,512 мм;
d1 max = d1 + es = 8,917 – 0,026 = 8,891 мм;
d1 min = d1 + ei = не нормируется;
d max = d + es = 10 – 0,026 = 9,974 мм;
d min = d + ei = 10 – 0,206 = 9,794 мм.
Определяю предельные размеры внутренней резьбы (резьбовое отверстие):
D 2 max = D2 + ES = 8,650 + 0,150 = 8,80 мм;
D 2 min = D2 + EI = 8,650 + 0 = 8,650 мм;
D 1 max = D1 + ES = 8,917 + 0,236 = 9,153 мм;
D1 min = D1 + EI = 8,917 + 0 = 8,917 мм;
D max = не нормируется;
D min = D + EI = 10 + 0 = 10,0 мм.
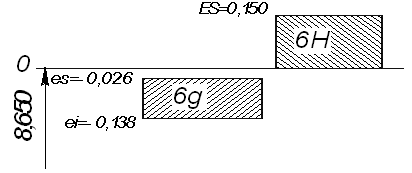
Рисунок 4.11 - Схема расположения полей допусков резьбового соединенияМ10
![]() (внутренний диаметр)
(внутренний диаметр)

Рисунок 4.12 - Схема расположения полей допусков резьбового соединения
М10- ![]() (наружный диаметр)
(наружный диаметр)
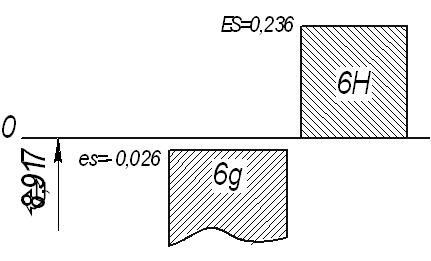
Рисунок 4.12 - Схема расположения полей допусков резьбового соединения
М10- ![]() (средний диаметр)
(средний диаметр)
Похожие работы


... с односторонним расположением губок для измерения наружных и внутренних размеров. При измерении поверхности микрометра приводятся в соприкосновение с поверхностями изделия. За результат измерения принимается алгебраическая сумма отсчетов по шкалам микрометра. 7.2 Расчет размеров калибров для гладкого цилиндрического соединения Калибры применяют не для определения числового значения ...
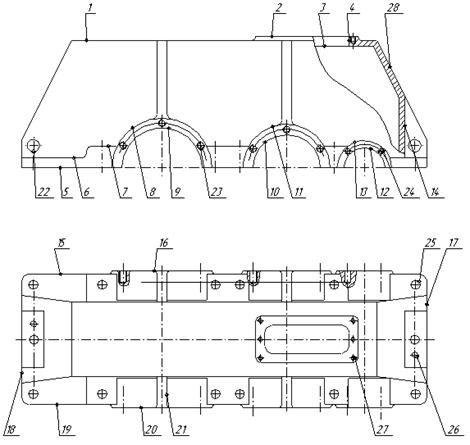
... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...
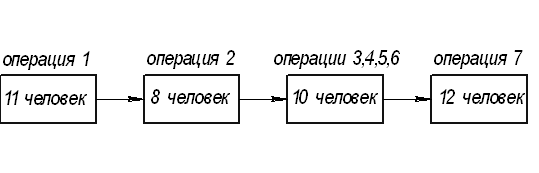
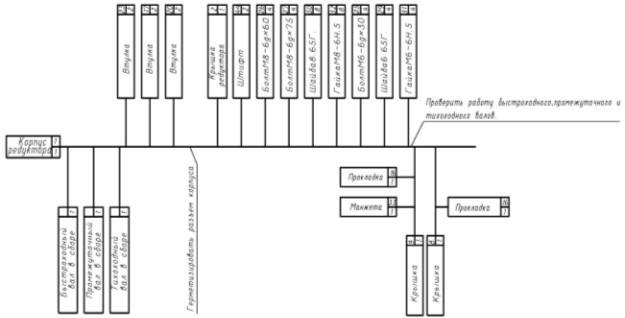
... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
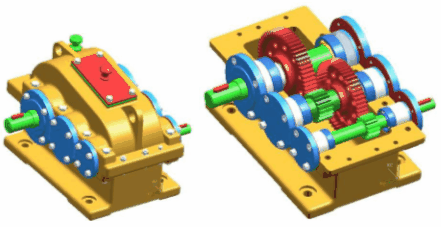
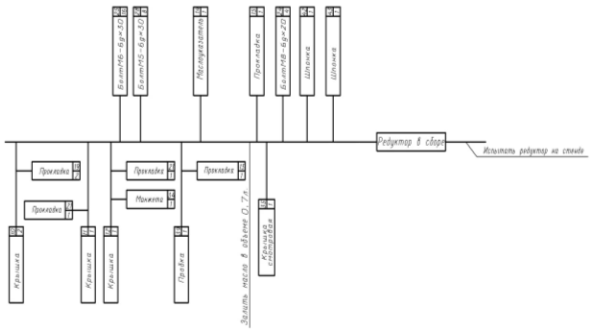
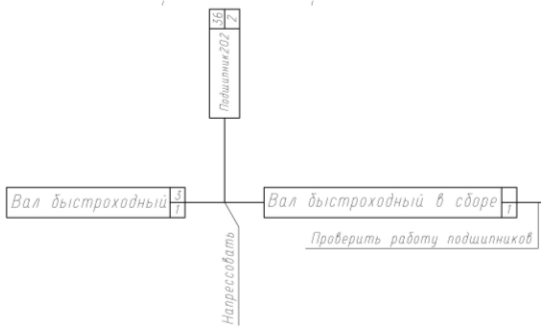
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...
0 комментариев