Навигация
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
27659
знаков
8
таблиц
15
изображений
1. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Таблица 2. Техническая характеристика КИН-500/1,0
| Показатели | КИН-500/1,0 |
| Мощность по средней частоте, кВт | 500 |
| Мощность конденсаторной батареи, квар | 9600 |
| Частота тока, Гц | 1000 |
| Длина индуктора, мм | 2000 |
| Производительность, т/ч | 1,0 |
| Расход охлаждающей воды, м3/ч | 8,0 |
Таблица 3. Техническая характеристика ИНМ-50П-15/50НБ
| Показатели | ИНМ-50П-15/50НБ |
| Мощность, кВт | 500 |
| Число фаз | 2 |
| Мощность конденсаторной батареи, квар | 1800 |
| Частота тока, Гц | 50 |
| Производительность, т/ч | 1,8 |
| Расход охлаждающей воды, м3/ч | 5,0 |
2. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА УЧАСТКА
В методических нагревателях мерные заготовки с постоянной скоростью или через интервалы (с равным темпом) перемещаются через индуктор. В индукторе одновременно находятся несколько заготовок, нагретых от 20°С на входе до 1250°С на выходе. Длина индуктора, число заготовок и скорость перемещения их рассматриваются таким образом, чтобы заготовки на выходе достигали ковочной температуры и заданного перепада по сечению.
Желательно, чтобы в индукторе находилось не менее трех заготовок, так как электрический режим работы в момент загрузки холодной заготовки и выгрузки нагретой в этом случае практически остается без изменения.
В индукторе периодического действия нагревается только одна заготовка (или часть ее) в течение времени tH, достаточного для прогрева ее до ковочной температуры и до заданной степени равномерности (перепада). Если по условиям производительности требуется темп выдачи t0 меньше необходимого времени нагрева tH, нужно иметь два или несколько нагревателей (индукторов), в которых одновременно нагревается. Несколько заготовок. Число их будет равно n = tH /t0. Загрузка заготовок в индукторы должна быть сдвинута по времени на t0.
Кузнечные индукционные нагреватели методического действия. Нагреватели серии КИН-К с кулисным приводом толкателя предназначены для нагрева мерных заготовок по всей длине из стали, цветных металлов и их сплавов цилиндрического и квадратного сечения в широком диапазоне типоразмеров.
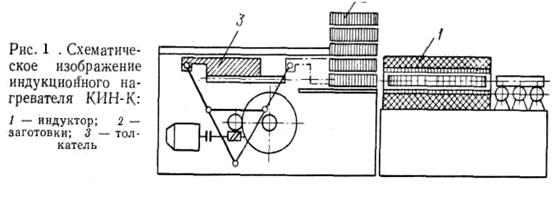
На рис.1 показан принцип работы нагревателя серии ИНМ с толкателем. Перемещение заготовок в этом нагревателе осуществляется толкателем с кривошипным механизмом, который, в свою очередь, приводится от электродвигателя постоянного тока.
Толкатель непрерывно совершает возвратно-поступательное движение, заталкивает холодную заготовку, поступившую из загрузочного лотка на линию толкания, и перемещает одновременно все заготовки в индукторе, выбрасывая с другого его конца нагретую. Число ходов толкания в минуту, а следовательно, и темп выдачи нагретых заготовок регулируется в пределах 3—20 с оборотами приводного двигателя серии ПМУ. При этом электродвигатель остается постоянно включенным. Темп толкания свыше 20 с регулируется реле времени. Привод толкателя в этом случае работает с остановками электродвигателя.
Загрузка заготовок на лоток ручная. Одновременно загружается 10—20 заготовок. Дальнейшее движение их с лотка до выдачи происходит автоматически. Конструкция не предусматривает механизированную загрузку вибробункерами, кассетами или другими средствами. На выходе из индуктора имеется разгрузочное устройство, состоящее из редуктора и вращающегося ролика. Нагретая заготовка при выталкивании попадает передним концом на ролик и быстро удаляется из индуктора. Индуктор легкосъемный и быстро может быть заменен на другой. Однако длина его для каждого типа нагревателя сохраняется постоянной.
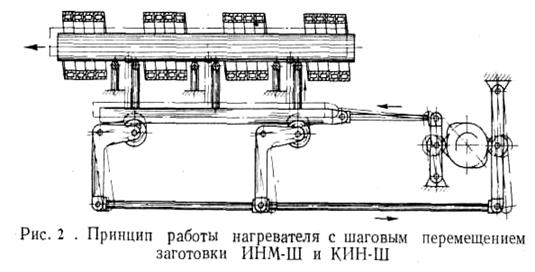
Индукционные нагреватели серии ИНМ-Ш (с шаговым механизмом) показаны на рис.2.
![]()
![]()
![]()
![]()
![]()
![]()
![]() Заготовки, подлежащие нагреву, загружаются в бункер или кассеты, откуда они автоматически подаются на три направляющие, проходящие через индуктор. Средняя из них подвижная и конструктивно сделана так, что заготовки на ней легко удерживаются. Подвижная направляющая приводится в возвратно-поступательное движение электродвигателем посредством червячного редуктора и кулачкового диска. При своем движении она поднимает заготовки с крайних направляющих и перемещает их небольшими шагами через индуктор. Скорость перемещения определяется числом ходов в минуту и длиной перемещения за один шаг. Изменяя число оборотов двигателя, можно менять темп выдачи нагретых заготовок. Такая система позволяет полностью освобождать индуктор от заготовок в конце нагрева и подавать их по одной на время настройки нагревателя или штампов. Кроме того, в этом случае направляющие практически не изнашиваются, а требования к торцам заготовок могут быть менее жесткими, рекомендуются для заготовок больших сечений и сравнительно небольшой длины.
Заготовки, подлежащие нагреву, загружаются в бункер или кассеты, откуда они автоматически подаются на три направляющие, проходящие через индуктор. Средняя из них подвижная и конструктивно сделана так, что заготовки на ней легко удерживаются. Подвижная направляющая приводится в возвратно-поступательное движение электродвигателем посредством червячного редуктора и кулачкового диска. При своем движении она поднимает заготовки с крайних направляющих и перемещает их небольшими шагами через индуктор. Скорость перемещения определяется числом ходов в минуту и длиной перемещения за один шаг. Изменяя число оборотов двигателя, можно менять темп выдачи нагретых заготовок. Такая система позволяет полностью освобождать индуктор от заготовок в конце нагрева и подавать их по одной на время настройки нагревателя или штампов. Кроме того, в этом случае направляющие практически не изнашиваются, а требования к торцам заготовок могут быть менее жесткими, рекомендуются для заготовок больших сечений и сравнительно небольшой длины.
Некоторым недостатком нагревателей является обязательное увеличение воздушного зазора между индуктором и заготовкой, а следовательно, повышенная мощность конденсаторной батареи.
0 комментариев