Навигация
1. Магнитопорошковый метод.
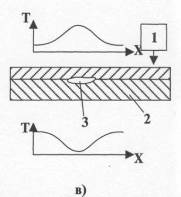
Магнитопорошковый метод регистрации полей рассеивания при неразрушающем контроле основан на явлении притяжения частиц магнитного порошка в местах выхода на поверхность контролируемого изделия магнитного потока, связанного с наличием нарушений сплошности. В намагниченных изделиях из ферромагнитных материалов нарушения сплошности (дефекты) вызывают перераспределение магнитного потока и выход части его на поверхность (магнитный поток дефекта). На поверхности изделия создаются локальные магнитные полюсы, притягивающие частицы магнитного порошка, в результате чего место дефекта становится видимым.
Метод служит для выявления дефектов типа тонких поверхностных и подповерхностных нарушений сплошности: трещин, расслоений, непроваров сварных соединений и т. п.
Метод позволяет контролировать изделия любых размеров и форм если их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля дефекта необходимого для притяжения частиц магнитного порошка.
Чувствительность метода определяется магнитными характеристиками материала контролируемого изделия, его формой и размерами, чистотой обработки поверхности, напряженностью намагничивающего поля, способом контроля, взаимным направлением намагничивающего поля дефекта, свойствами применяемого магнитного или магнитно- люминесцентного порошка способом нанесения суспензии (или сухого порошка), а также освещенностью осматриваемого участка изделия.
В зависимости от размеров выявляемых поверхностных дефектов устанавливаются три условных уровня чувствительности указанные в таблице 2
Таблица 2
Уровни чувствительности магнитопорошковых методов.
| Условный уровень чувствительности | Ширина выявляемого дефекта, мкм | Минимальная протяженность выявляемой части дефекта, мкм |
| А | 2,5 | Свыше 0,5 |
| Б | 10,0 | Свыше 0,5 |
| В | 25,0 | Свыше 0,5 |
Магнитопорошковый метод контроля предусматривает следующие технологические операции:
- подготовку изделия к контролю;
- намагничивание изделия;
- нанесение на изделие магнитного порошка или суспензии;
- осмотр изделия;
- разбраковку;
- размагничивание.
Изделия, подаваемые на намагничивающие устройства, должны быть очищены от покрытий, мешающих их смачиванию или их намагничиванию (масла, грязь, иногда изоляционные покрытия и т. п.).
В зависимости от магнитных свойств материала, размеров и формы контролируемого изделия, а также оборудования, используемого для намагничивания, применяют два способа контроля:
- способ приложенного магнитного поля СПМП;
- способ остаточной намагниченности (СОН).
Контроль СПМП характеризуется образованием валика порошка над дефектом за время действия на контролируемое изделие внешнего магнитного поля. При контроле СПМП намагничивание должно начинаться раньше или одновременно с моментом прекращения полива суспензией или нанесения сухого порошка на контролируемое изделие. Окончание намагничивания должно происходить после прекращения стекания основной массы суспензии с контролируемого участка.
Во избежание перегрева изделия после прекращения нанесения суспензии при длительном времени стекания последней, намагничивающий ток может периодически выключаться. Время действия тока 0,1 - 0,5 с с перерывами между включениями 1 - 2 с.
Осмотр изделия производят по окончании стекания суспензии. В отдельных случаях, оговариваемых технической документацией, осмотр изделия может производиться во время действия намагничивающего тока (поля).
Контроль СОН заключается в предварительном намагничивании контролируемого изделия и последующем нанесении на него суспензии или сухого магнитного порошка. Промежуток времени между намагничиванием и указанной выше обработкой должен быть не менее 1 ч. При этом оседание порошка в зоне дефекта образуется в отсутствии внешнего намагничивающего поля. Наибольшая чувствительность СОН имеет место, когда величина остаточной индукции в изделии соответствует предельному гистерезисному циклу.
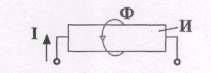
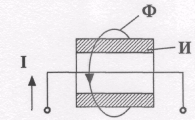
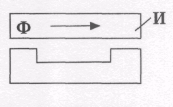
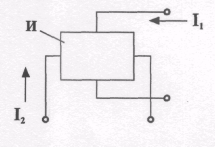
При магнитопорошковом методе контроля применяют три вида намагничивания: циркулярное, продольное (полюсное) и комбинированное; Комбинированное намагничивание может быть выполнено только СПМП. Основные способы намагничивания и схемы их осуществления приведены в табл. 3.
Таблица 3
Способы и схемы намагничивания изделий.
| Вид намагничивания (по форме магнитного потока) | Способ намагничивания | Схема намагничивания |
| Пропосканием тока по всему изделию |
| |
| Пропускнием тока по контролируемой части изделия |
| |
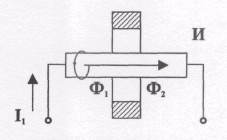
| Циркулярное | С помощью провода с током, помещаемого в отверстие изделия |
|
| Путем индуцирования тока в изделии |
| |
| Продольное | Постоянным магнитом |
|


| (полюсное) | Электромагнитом |
|
| Продольное (полюсное) | Намагничивающим соленоидом |
|
| Пропусканием через изделие электрического и магнитного потока от электромагнита |
| |
| Пропусканием по изделию двух (или более) независимых токов во взаимно перпендикулярных направлениях |
| |
| Комбинированное | Путем индуцирования тока в изделии и током, проходящим по проводнику, помещенному в отверстии изделия |
|
| Пропусканием тока по изделию и при помощи соленоида |
|




В зависимости от ориентации дефектов, подлежащих обнаружению, применяют намагничивание в одном, двух или в трех взаимно перпендикулярных направлениях (или применяют комбинированное намагничивание).
Нанесение магнитного порошка на контролируемое изделие может производиться двумя способами: сухим и мокрым. В первом случае для обнаружения дефектов применяют сухой магнитный порошок, во втором – магнитную суспензию (взвесь магнитного порошка в дисперсионной среде). В качестве дисперсионной среды могут применяться вода, масло, керосин, смесь масла с керосином и др.
Разбраковка изделий проводится путем визуального осмотра поверхности изделия на наличие отложений магнитного порошка в местах дефектов. При необходимости расшифровка результатов контроля может проводиться с применением оптических средств, тип и увеличение которых устанавливаются технической документацией на контроль конкретных изделий.
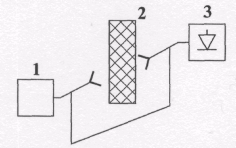
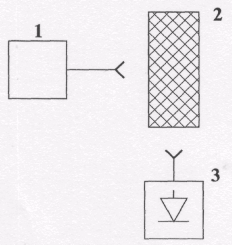
2. Магнитографический метод.
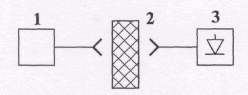
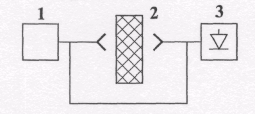
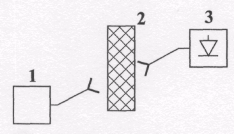
Этот метод основан на регистрации магнитных полей рассеяния над дефектами с применением в качестве индикатора ферромагнитной пленки. В этом методе контролируемый участок объекта намагничивают, затем плотно прижимают к нему магнитную ленту аналогичную лентам, применяемым для магнитной звуко- и видеозаписи. Намагниченность ферромагнитных частиц ленты определяется напряженностью основного магнитного поля и магнитными полями рассеяния над дефектами. Информация о дефекте считывается при помощи магнитографического дефектоскопа, имеющего лентопротяжное устройство, чувствительную головку типа магнитофонной и осциллографический индикатор. Для воспроизведения записи взаимно перемещают ленту или головку с постоянной скоростью. Возникающий в головке электрический сигнал пропорционален величине остаточного магнитного потока отпечатков полей рассеяния дефектов, зафиксированных на ленте.
Отечественные серийные магнитографические дефектоскопы МД-9, МД-11, МКГ имеют электродвигатель, приводящий во вращение барабан с несколькими магнитными головками. Головки перемешаются поперек магнитной ленты. Электрический сигнал с головки усиливается и подается на электроннолучевую трубку. Горизонтальная развертка трубки синхронизирована с вращением магнитных .головок.
Чувствительность магнитографического метода сравнительно высока - на изделиях с ровной поверхностью выявляются дефекты глубиной 0,3 мм при шероховатости поверхности 0,15 мм. Преимущество данного метода - документальность контроля и возможность количественной оценки. Магнитографический метод дефектоскопии получил широкое распространение для контроля качества сварного шва, соединений трубопроводов и листовых конструкций.
Магнитоферрозондовый метод. Этот метод основан на выявлении феррозон-довым преобразователем магнитных полей рассеяния над дефектами в намагниченном изделии и преобразовании их в электрические сигналы. Содержание метода устанавливается ГОСТ 21104-75.
Феррозонд представляет собой ферритовый или пермаллоевый сердечник длиной не более 2-6 мм с двумя обмотками, из которых первая - возбуждающая, питаемая переменным током от генератора, а вторая - измерительная, дающая информацию о наличии и изменениях внешних магнитных полей. Феррозондовые преобразователи имеют очень высокую чувствительность (до 10-6 эВ), что позволяет обнаруживать мельчайшие дефекты, способные создать поле рассеяния. Обеспечив перемещение преобразователя по поверхности объекта, осуществляют автоматический или полуавтоматический контроль наличия дефектов.
В зависимости от магнитных свойств, размеров и формы контролируемого изделия применяют два способа контроля:
- приложенного магнитного поля;
- остаточной намагниченности.
Контроль первым способом осуществляют намагничиванием изделия и одновременной регистрацией напряженности магнитных полей рассеяния дефектов феррозондовым преобразователем в присутствии намагничивающего поля, вторым - после снятия намагничивающего поля.
Для неразрушающего контроля при помощи феррозондов созданы и получают все больше промышленное применение различные дефектоскопы. Используются, например, переносной импульсный феррозондовый дефектоскоп ДИФ-1К, позволяющей обнаружить в сталях различные дефекты. При помощи установок ФДУ-1, УФКТ-1, УФСТ-61, МД-10Ф производится автоматизированный скоростной контроль цилиндрических труб, прутков и других изделий.
ЛИТЕРАТУРА
1. Глудкин О.П. Методы и устройства испытания РЭС и ЭВС. – М.: Высш. школа., 2001 – 335 с
2. Испытания радиоэлектронной, электронно-вычислительной аппаратуры и испытательное оборудование/ под ред. А.И.Коробова М.: Радио и связь, 2002 – 272 с.
3. Млицкий В.Д., Беглария В.Х., Дубицкий Л.Г. Испытание аппаратуры и средства измерений на воздействие внешних факторов. М.: Машиностроение, 2003 – 567 с 2003
4. Национальная система сертификации Республики Беларусь. Мн.: Госстандарт, 200
5. Федоров В., Сергеев Н., Кондрашин А. Контроль и испытания в проектировании и производстве радиоэлектронных средств – Техносфера, 2005. – 504с.
Похожие работы
... нарушений сплошности материала контролируемых объектов, возникающих при их изготовлении (трещины, овалы, включения, раковины и др.) Классификация радиационных МНК представлена на рис1. Методы электронной микроскопии (ЭМ) Электронная микроскопия основывается на взаимодействии электронов с энергиями 0,5 - 50 кэВ с веществом, при этом они претерпевают упругие и неупругие столкновения. ...
... при наличии автоматической приставки. Широко используют также дефектоскопы типа АСК-10(12), ИОС-1, ВК-ЗОС, ВД-20П, ИПП-1М, «Магнитоскоп» и др. Тепловые методы Тепловые методы неразрушающего контроля используют при исследовании тепловых процессов в РЭС, причем в большинстве случаев регистрируют поверхностное тепловое или температурное поле объекта контроля, в пространственно-временной ...


... расположенный параллельно главной оси объекта. Недостатки метода:, – длительность процесса -20 мин; – необходимость тщательной очистки поверхностей изделий. Электролиз (пузырьковый метод). В последнее время все большее распространение получают комбинированные методы, сочетающие два или более различных по физической сущности МНК. Таким примером могут служить электрохимические методы. В их ...

... проверку соблюдения организационных и технологических требований, эксплуатационной и ремонтной документации. Объектами эксплуатационного контроля являются эксплуатируемые изделия РЭСИ и технологические процессы их эксплуатации. Методы неразрушающего контроля РЭСИ Методы неразрушающего контроля нашли наиболее широкое применение в технологии контроля РЭСИ благодаря своей высокой ...
0 комментариев