Навигация
Разработка технологического процесса изготовления устройства
55530
знаков
22
таблицы
8
изображений
2. Разработка технологического процесса изготовления устройства
2.1 Выбор метода изготовления печатной платы
Разработанное устройство будет выполнено на двусторонней печатной плате (ДПП). В соответствии с ГОСТ 23751-86 конструирование ДПП следует осуществлять с учетом следующих методов изготовления : комбинированного, позитивного и электрохимического (полу аддитивного).
Электрохимический метод обеспечивает высокую точность и плотность токопроводящего рисунка. Однако основным требованием к разрабатываемому устройству является высокая надежность, которую обеспечивает комбинированный позитивный метод, благодаря хорошему сцеплению проводников с ПП при использовании этого метода. Кроме того, этот мето нашел наибольшее распространение на предприятии заказчика.
2.2 Технологический процесс изготовления печатной платы комбинированным позитивным методом
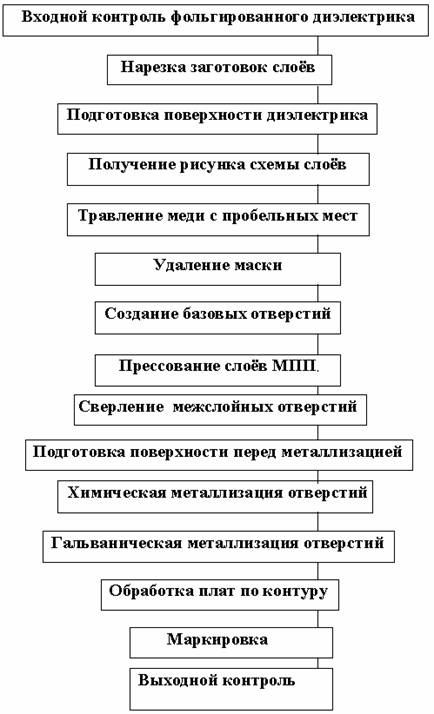
Технологический процесс изготовления ПП комбинированным позитивным методом состоит из ряда взаимосвязанных между собой этапов.
Входной контроль фольгированного диэлектрика (СФ-2-35) заключается в проверке размеров листа, состояния поверхности, прочность сцепления фольги в исходном состоянии и при воздействии расплавленного припоя, гальванических растворов и других факторов (ГОСТ 10316-78). При визуальном осмотре листов устанавливается наличие проколов, пузырей и других повреждений. Коробление и изгиб диэлектрика проверяются путем погружения материала в расплавленный припой. При этом выявляются трещины на поверхности и дефекты сцепления между слоями.
Прочность сцепления фольги с диэлектриком характеризуется усилием, необходимым для отрыва плоскости фольги от основания.
Штампуемость материала определяется его способностью подвергаться обработке без образования сколов на грани отверстий и трещин в перемычках между отверстиями.
Способность материала к сверлению определяется пробной обработкой. Изготовление шлифа просверленного отверстия позволяет установить наличие прожигания при сверлении и оплавления поверхности отверстия или наличие шероховатости из торчащих волокон, затрудняющих проведение металлизации отверстий. Внешний вид диэлектрика должен соответствовать ГОСТ 23752-83.
Получение заготовок. Заготовку отрезают с припуском по контуру. Ширина технологического поля составляет 10 мм. Резка листа из фольгированного диэлектрика может производиться дисковой фрезой с охлаждением сжатым воздухом, а также роликовыми или гильотинными ножницами. Применение последних целесообразно, так как при этом повышается производительность, исключается засорение помещений пылью, сокращаются отходы.
Вскрытие базовых отверстий. Для установки заготовки при выполнении некоторых операций ТП предусмотрены фиксирующие и технологические отверстия. Их изготовляют пробивкой или сверлением с помощью специальных устройств.
Сверление отверстий подлежащих металлизации выполняют в кондукторе спиральным сверлом из твердого сплава с углом при вершине сверла 130 гр. Без применения охлаждающей жидкости. Монтажные отверстия сверлят на станках с ЧПУ типа SHMOP, ALPHA-Z, которые имеют массивное гранитное основание для уменьшения промышленных вибраций. Станки должны обеспечивать частоту вращения шпинделя не менее 1000 об/мин., биение сверла не более 0,02 мм, бесступенчатое регулирование скорости, дискретность координатных перемещений. Стенки отверстий должны быть гладкими, без заусениц, расслаивания, ожогов, вмятин диэлектрика. Они должны быть перпендикулярными наружной поверхности платы и свободными от следов инструмента, смазочных веществ и стружки.
Химическая и предварительная гальваническая металлизация ПП.
Химическая и предварительная гальваническая металлизация ПП выполняется на линии химической металлизации и состоит из этапов, описанных ниже.
1. Подготовка поверхности монтажных отверстий ПП заключается в:
а) удалении с поверхности следов предшествующих обработок;
б) обезжиривании поверхности;
в) подтравливании диэлектрика в отверстиях серной кислотой и фтористым водородом;
г) промывка в проточной воде;
д) сенсибилизация, осуществляющейся в растворе двухлористого олова в течении 5.. 7 мин. С последующей промывкой в дистиллированной воде. В результате сенсибилизации на поверхности стенок отверстий адсорбируется пленка ионов двухлористого олова, являющаяся восстановителем для палладия;
е) активации, проводящейся в водном растворе двухлористого палладия и аммиака в течениие 5.. 7 мин. Активация позволяет создать на подложке тонкую пленку металлического палладия, являющегося активатором при последующем осаждении меди.
2. Химическое меднение состоит в восстановлении меди на активированных поверхностях из раствора, в который входят соли меди, никеля, формалина, сды и др. В результате на поверхности платы и в отверстиях образуются электропроводящие покрытия (толщина меди составляет 0,25 ... 0,5 мкм), которые являются основой для последующего гальванического меднения.
3. Гальваническое меднение применяют для увеличения тонкого слоя меди, полученного при химической металлизации до толщины 5 ... 8 мкм и последующего образования проводящего рисунка схемы с толщиной меди в отверстиях 25 мкм. Нанесение гальванических покрытий осуществляется в ваннах. Медь наращивают в сернокислом, борфтористо-водородном и других электролитах. Подготовка поверхности металлизированных заготовок производится на линии подготовки поверхности и включает в себя этапы :
а) обезжиривание;
б) подтравление;
в) промывка;
д) сушка.
4. Проверка качества подготовки. Получение рисунка изначально осуществляется на установке для нанесения сухого пленочного фоторезиста СПФ-2-40, представляющего собой тонкую пленку, полимеризующуюся под действием ультрафиолетового облучения и переходящую в нерастворимое состояние. В результате экспонирования на соответствующей устновке на плате образуется изображение светлых мест фотошаблона. Изображение проявляется на установках проявления струйного типа, и при этом неэкспонированные участки удаляются. Электролитическое меднение и нанесение покрытия "олово-свинец" выполняется на автоматической линии типа "Блазер" и заключается в :
а) обезжиривании;
б) подтравлении;
в) меднении - осаждения слоя меди, толщина которого должна быть не менее 25 мкм, на наружные поверхности не защищенные резистивной маской;
г) активировании
д) электролитическом осаждении сплава "олово-свинец".
Металлизированные поверхности покрываются защитным слоем сплава "олово-свинец", толщина которого 15 мкм. Это производится с целью предохранения проводящего рисунка при дальнейшем травлении плат и обеспечения хорошей паяемости.
Удаление фоторезиста происходит на установке для снятия сухого пленочного фоторезиста. Платы промываются в дистиллированной воде.Травление меди является химическим процессом, при котором участки меди незащищенные резистом удаляются с поверхности диэлектрика. Процесс травления включает в себя предварительную очистку и само травление, которое осуществляется на линии травления струйного типа, так как струйное травление обеспечивает высокую производительность благодаря тому, что с поверхностью платы постоянно соприкасается свежий раствор, поступающий из сопла. Этот метод обеспечивает травление с высокой разрешающей способностью.
Оплавление сплава "олово-свинец". После травления меди с пробельных мест наблюдается эффект нависания покрытия. Для устранения нежелательных свойств производится оплавление на установке инфракрасного облучения УИКО-92. Во время облучения температура сплава "олово-свинец" на непродолжительное время повышается до температуры, превышающей температуру плавления. В результате этого изменяется кристаллическая структура сплава, и он под воздействием сил поверхностного натяжения собирается в пределах проводника.
Обрезка плат по контуру осуществляется после изготовления печатных проводников. Такое построение ТП объясняется тем, что травитель, используемый при производстве ПП, может глубоко проникнуть в диэлектрик и вызывать короткие замыкания, и низкое сопротивление изоляции. Наружный контур получают фрезерованием.
Маркирование ПП необходимо для обеспечения удобства сборки. Для этого на поверхность платы наносят условные обозначения элементов. Для определения узла, к которому относится ПП, наносится шифр платы. На поверхности платы указывается заводской номер и дата изготовления.
Консервацию осуществляют с помощью флюса ФКСП. Флюс распыляют на поверхности платы и в отверстия в специальных распылительных камерах.
Упаковка производится в специальные полиэтиленовые пакеты.
2.3 Выбор варианта ТП изготовления блока
ТП изготовления разработанного устройства представляет собой комплекс действий исполнителей и оборудования по преобразованию исходных материалов и комплектующих элементов в готовое изделие. При разработке ТП ставится задача нахождения такого варианта, который без всяких лишних затрат обеспечит решение поставленной проблемы. В соответствии с ЕС ТПП следует, в первую очередь, использовать типовые технологические маршруты, процессы и операции. Не рекомендуется предусматривать обработку на уникальных дорогостоящих станках за исключением тех случаев, когда это технологически и экономически оправдано. Необходимо использовать только стандартный режущий и измерительны инструмент. Следует применять наиболее современные формы организации производства: непрерывные и групповые поточные линии, групповые ТП и групповые наладки. Разработка рабочего ТП должна выполняться на базе типового.
Типовой ТП сборки ТЭЗ состоит из следующих операций :
1. Подготовка навесных элементов;
2. Установка элементов на 1111;
3. Получение соединений выводов;
4. Контроль монтажа и функциональных свойств ТЭЗ;
5. Консервация.
Рассмотрим ТП более подробно.
Комплектовочная операция.
Согласно комплектовочной карте необходимо произвести комплектацию, то есть получить со склада все необходимые изделия: ПП, ИМС, разъемы и т.д. В технологическую карту записать дату выдачи со склада. Комплектующие изделия разложить в соответствующую тару.
Входной контроль ИМС и ПП.
Контроль заключается в тщательной проверке ИМС и ПП. На поверхности элементов не должно быть трещин, вмятин, сколов и других повреждений. Необходимо проверить наличие товарного знака, знака завода-изготовителя, ключа для определения первого вывода ИМС. Производится сквозная проверка работоспособности ИМС, резисторов на контрольно-проверочном стенде, т.к. отказ любой ИМС приводит к отказу всей системы. Пониженное качество отдельных деталей не исключается, исходя из следующих соображений:
1. Недостаточный контроль на входе;
2. Длительное хранение готовых изделий на складе;
3. Возможность повреждения при транспортировке.
Расконсервирование ПП.
Производится промывка ПП в ванне со спиртобензиновой смесью для удаления с ее поверхности консервирующей смазки. Для прочистки металлизированных отверстий используется специальный стержень диаметром 0,6 мм из оргстекла. Производится тщательный осмотр внешнего вида 1111 с помощью увеличительного стекла. Диэлектрическое основание ПП должно быть монолитным, однородным, без вздутий, расслоений. Цвет диэлектрика должен быть однотипным, без резких границ, выделяющих какие либо области поверхности платы. Слой металлизации должен быть ровным, плотным, без сквозных протравов, трещин, неровностей краев, уменьшающих их минимально допустимую ширину. Сквозные металлизированные отверстия должны быть чистыми и свободными от включений любого рода. При проектировании ПП неучтены размеры резисторов, поэтому необходима операция формовки выводов этих элементов.
Подготовка к лужению.
Качество выполнения паяного соединения во многом зависит от тщательности подготовки соединяемых поверхностей. Для получения прочного соединения необходима хорошя смачиваемость поверхностей флюсами и припоями, которая зависит как от свойств материала, так и от формы шероховатостей поверхностей, наличия на соединяемых поверхностях органических загрязнений, ржавчины, оксидных и жировых пленок. Подготовка поверхностей будет проводиться химическим методом. При химическом способе паяемые поверхности обрабатываются спиртобензиновыми или спиртофреоновыми смесями, путем окунания их в ванну со смесью. Затем производится промывка выводов в теплой проточной воде.
Предварительное обслуживание паяемых поверхностей.
Лужение заключается в покрытии соединяемых деталей тонкой пленкой припоя, которая должна быть сплошной, без трещин, пор, посторонних включений. Лужение производить путем окунания выводов ИМС, ДРЭ и разъема в жидкий флюс ФКС, а затем в ванну с расплавленным припоем ПОС61. Время лужения t = 1сек
Установка ИМС, ДРЭ и разъема на ПП.
Установка навесных элементов на ПП состоит из подачи их в зону установки, ориентации их относительно монтажных выводов или контактных площадок и фиксации их в требуемом положении. В зависимости от характера производства и конструктивных особенностей плат установку производят вручную, механизированным или автоматизированным способом. Автоматизированный способ применяется при сборке в крупносерийном производстве. Механизированный способ используется при укладке элементов на платы с высокой плотность компоновки. Поэтому в данном случае применение ручной сборки наиболее выгодно. При ручной сборке осуществляется также визуальный контроль.
лементы устанавливаются на плату согласно чертежу в следующей последовательности : резисторы, конденсаторы, ИМС, разъем. Для ИМС осуществляют подгибку только двух диагонально расположенных выводов. При установке ИМС должен быть предусмотрен отвод статического электричества от монтажного с помощью заземленного браслета. Последним устанавливают разъем, совмещая его отверстия с отверстиями на плате согласно сборочному чертежу. Разъем закрепляют с помощью винтов, гаек, шайб.
Подготовительная операция.
На этой стадии производится обрезка выводов ДРЭ и разъема с помощью бокорезов.
Нанесение флюса на выводы элементов.
Механизм действия флюса заключается в том, что оксидные пленки металла и припоя растворяются, разрыхляются и всплывают на поверхность флюса. Флюсы служат для уменьшения сил поверхностного натяжения расплавленного припоя на границе металл-припой-флюс.
Наиболее широкое применение при монтажной пайке получили бескислотные флюсы (канифоль и флюсы, приготовленные на ее основе с добавлением неактивных веществ - спирта, глицерина и т.п.). Остаток канифоли не гигроскопичен и является хорошим диэлектриком. Эти флюсы, в отличии от кислотных, не оказывают коррозийного действия. Поэтому будем использовать флюс марки ФСК, представляющий собой раствор сосновой канифоли (10-40%) в этиловом спирте.
Пайка
Процесс пайки контактных соединений состоит из:
а) фиксации соединяемых элементов с предварительно подготовленными поверхностями для пайки;
б) нагрева поверхностей пайки до заданного значения температуры в течениие ограниченного времени;
в) введения в зону пайки флюса и припоя в необходимых и достаточных для пайки дозах;
г) расплавления припоя с максимальным смачиванием им поверхности пайки;
д) остывания припоя в условиях, исключающих взаимное перемещение паяемых деталей.Большое влияние на качество пайки оказывает марка выбранного припоя. Припой должен быть с заданными электрическими характеристиками, легко вытеснять флюс, образуя с основным металлом соединения достаточной механической прочности, а так же обладать определенной плотностью, коэффициентом теплового расширения и антикоррозийными свойствами. Наилучшее качество пайки обеспечивает эвтектический припой. Важное его свойство - узкий диапазон температур для кристаллизации. Припой ПОС61 близок к такому типу припоя. Кроме того, ПОС61 имеет низкую температуру плавления, высокую устойчивость к коррозии. Так как заказчик располагает средствами только для групповой пайки путем погружения платы в расплавленный припой, то выберем этот метод пайки. Время выдержки при температуре припоя Т=240 °С составляет 2…5 сек. Необходимо поддерживать постоянный уровень припоя в ванне и следить за чистотой зеркала припоя, очищая при необходимости от оксидной пленки.
Удаление флюса.
осле пайки необходимо тщательно очистить и отмыть узлы и паяные соединения от загрязнений, способных привести к коррозии и снижению сопротивления диэлектрических материалов. Используем для удаления флюса последовательное погружение в ванну со спиртобензиновой смесью, затем в ванну с горячей и холодной водой. Продолжительность выдержки в каждой ванне около 1 минуты.
Контроль качества пайки производится визуально.
Паяная поверхность должна быть блестящей, ровной, без вздутий, раковин и острых выступов припоя. Дефекты устраняются с помощью паяльника и флюса ФКС путем нанесения небольшого количества флюса на место дефекта и снятия избытка припоя паяльником. Осмотр проводить с помощью увеличительного стекла.
Маркировка производится для повышения ответственности изготовителя блока устройства. Черными чернилами наносится номер устройства, дата изготовления и код цеха или завода изготовителя. При этом дается отметка в техпаспорте на блок.
Проверку на работоспособность проводят на заранее разработанных стендах. В случае неисправности устройства для поиска дефекта применяют осциллограф, с помощью которого можно сравнивать временные диаграммы работы схемы в определенной точке с эталонными. В случае отказа в карточке отказа указываются выявленные при первичном анализе причины и отмечается, как установленные причины отказа влияют на работу других элементов схемы. В техпаспорте делается отметка о дате отказа, причине, элементах схемы, подлежащих замене. Повторное включение производится только после устранения дефекта.
Вторичный монтаж включает в себя демонтаж элементов, вышедших и строя и обнаруженных в процессе проверки. Общее число таких элементов не должно превышать 5,5% , в противном случае плата забраковывается. Повторная пайка замененных элементов производится вручную. Время касания паяльником выводов элементов не превышает 3сек. Повторное касание производится не ранее, чем через 15 сек.
Очистка мест повторной пайки производится с использованием щетинной кисти и спиртобензиновой смеси.
Выходной контроль устройства предназначен для установления соответствия изделий физическим и электрическим параметрам. Все ИМС должны быть припаяны без перекосов. Корпус разъема должен вплотную стоять на плате. На наружной поверхности ПП не должно быть вмятин, царапин и других дефектов, способных повлиять на качество.
Лакировка плат и сушка устраняют влияние климатических воздействий, а так же для повышения коррозийной стойкости. Для этих целей используют лак УР231. Сушка производится горячим воздухом при t = 40..бО°С. После этого плата ставится в тару и упаковывается.
Похожие работы
... образом наносят шесть слоев. Это покрытие обладает малой усадкой и плотной структурой. Исходя из вышеперечисленных сравнений выбран для защитного покрытия от действия влаги лак УР-231.6. Описание технологического процесса изготовления печатной платы комбинированным позитивным способом. Технологический процесс изготовления печатной платы комбинированным позитивным методом состоит из следующих ...
... выполнения монтажных операций. Недостатки МПП: Более сложный ТП. По условиям технического задания устройство состоит из 53 микросхем. Следовательно, печатная плата должна быть многослойной. Существует 3 метода изготовления многослойных печатных плат: 1. Металлизация сквозных отверстий. Данный метод основан на том, что слои между собой соединяются сквозными, металлизированными отверстиями. ...
... Подставив значения, получим: . Таким образом, можно сказать, что спроектированное устройство на 44% защищено от вибрационных воздействий. 3.1 Разработка принципиальных схем синтезатора Цифровой синтезатор частотно – модулированных сигналов позволяет формировать л.ч.м. – сигналы и предназначен для работы в составе л.ч.м. – ионозонда в качестве возбудителя передатчика. На принципиальной ...
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...
0 комментариев