Навигация
Резец канавочный (поверхность 4)
7609
знаков
5
таблиц
5
изображений
3. Резец канавочный (поверхность 4)
|
Рис. 8 | Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 1 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |

4. Резец канавочный (поверхности 7, 10, 11)
|
Рис. 8 | Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 1,5 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
5. Резец отрезной (поверхность 12)
|
Рис. 8 | Чертежный номер державки: A4SML2525M0520 Тип пластины: A4G0500M05P04GMP Длина режущей кромки пластины: 11 мм Ширина пластины: 2 мм Количество граней: 2 Радиус при вершинах: 0,2 мм Стойкость грани: 30′ Инструментальный блок: B5 11.6032/25 |
4. Расчет координат опорных точек траектории движения режущего инструмента
Расчет координат опорных точек выполним для инструментального перехода 01 (позиция 1) – черновое точение поверхностей 1, 2, 3, 5, 6, 8, 9.
Таблица №2

Схема траектории перемещения инструмента представлена на листе СамГТУ 3741–1308091–02.002.
5. Назначение режимов резания
Черновое точение пов-ей 1, 2, 3, 5, 6, 8, 9.
Vc =150 м/мин; fn=0,15 мм/об
D1=10 мм; ![]() об/мин.
об/мин.
D1=5,3 мм; ![]() об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке 3000 об/мин.
Машинное время: Тм = 1,05 мин.
Чистовое точение пов-ей 8, 9.
Vc =200 м/мин; fn=0,07 мм/об.
D1=6,5 мм; ![]() об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке 3000 об/мин.
Машинное время: Тм = 0,3 мин.
Точение канавки 4.
Vc =70 м/мин; fn=0,05 мм/об.
D1=5,1 мм; ![]() об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке устанавливаем 2000 об/мин.
Машинное время: Тм =0,15 мин.
Точение канавки 7, пов-тей 10, 11.
Vc =70 м/мин; fn=0,03 мм/об.
D1=3,7 мм; ![]() об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке устанавливаем 1500 об/мин.
Машинное время: Тм =0,3 мин.
Отрезка (пов-ть 12).
Vc =100 м/мин; fn=0,05 мм/об.
D1=9,5 мм; ![]() об/мин.
об/мин.
Данные обороты шпинделя невозможно обеспечить на этом станке.
Предел оборотов на этом станке устанавливаем 2000 об/мин.
Машинное время: Тм =0,4 мин.
Общее машинное время составит:
Тм=1,05+0,3+0,15+0,3+0,4=2,20 мин
6. Расчет технических норм времени по операциям технологического процесса
Расчет технических норм времени заключается в определении штучного времени, т.е. времени, затраченного на выполнение одной операции.
![]() ,
,
где Тм – машинное время, Тм=2,20 мин;
Твсп. – вспомогательное время;
Тобс. – время на обслуживание;
Тотд. – время на отдых.
Тобс.=3% Тм=0,03·2,20 =0,066 мин;
Тотд=8% Тм=0,08·2, 20 =0,176 мин.
Время на установку и снятие детали (3–5 мин); время на установку прутка составляет 5 минут, из одного прутка изготавливается 35–40 деталей.
Вспомогательное время: Твсп.=0,125 мин.
Тогда, штучное время составит:
Тшт=2,20 +0,066+0,176+0,125=2,6 мин.
Библиографический список
1. Справочник технолога-машиностроителя. В 2-х томах. Т 1. Под редакцией Косиловой А.Г. и Мещерякова Р.К. – 4-е издание, переработанное и дополненное. – М.: Машиностроение, 1986 – 496 с.
2. Маталин А.А. Технология машиностроения – Л: Машиностроение, 1985–511 с.
3. Методическое пособие. Ахматов В.А., Лившиц Б.А. Разработка технологических операции обработки деталей на станках с ЧПУ и ОЦ.
4. Корсаков В.С. Основы конструирования приспособлений – М.: Машиностроение, 1983. – 277 с., ил.
5. Каталоги фирмы KennaMetall.
Похожие работы
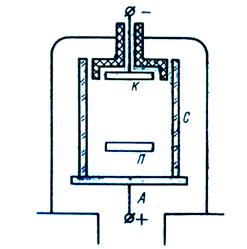
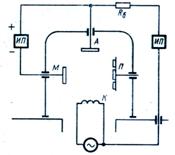
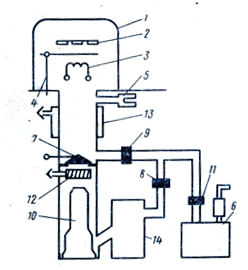
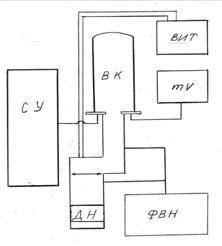
... напыления двух различных металлов путем поочередного подключения испарителей к силовому блоку питания, а также была оснащена заслонкой с управлением электромагнитом. 2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления 2.1.1. Блок-схема Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение ...
... и граней радиусом 1,5 - 3 мм; 3) прошивки глухих пазов со скругленными углами; 4) нанесения рисок и различных сложных профилей на пьезокерамику. Перечисленные операции выполняют на ультразвуковом станке с мощностью на выходе генератора 1,5 кВт и частотой колебаний вибратора 20 - 25 кГц. Для прошивки отверстий применяются ступенчатые концентраторы, изготовленные из стали 40Х. При нанесении на ...
... работник, и автоматизированные, где контроль за безопасной работой и режимом тепловой обработки обеспечивает сам тепловой аппарат при помощи приборов автоматики. На предприятиях общественного питания тепловое оборудование может использоваться как несекционное или секционное, модулированное. Несекционное оборудование, это оборудование, которое различно по габаритам, конструктивному исполнению и ...
... приставным котлом при объемах работ свыше 500 м2, а без него — при объемах работ до 500 м2. На строительной площадке агрегат устанавливают в 1,5—2 м от стены здания, на котором будут проводиться кровельные работы. Расстояние между агрегатом и приставным котлом должно быть не менее 8 м. Насос агрегата соединяют с приставным котлом гибким рукавом или трубой. Битумопровод (стояк) высотой до ...
0 комментариев