ДЕТАЛЬ
ВЫБОР ЗАГОТОВКИ
ВЫБОР СПОСОБОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ
ПРИПУСКИ НА ОБРАБОТКУ
РЕЖИМ ОБРАБОТКИ, СИЛЫ И МОМЕНТЫ СИЛ РЕЗАНИЯ
РАЗМЕРНЫЕ И ТОЧНОСТНЫЕ РАСЧЕТЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
КАЧЕСТВО ПОВЕРХНОСТИ
ТЕХНОЛОГИЧНОСТЬ
Навигация
ВЫБОР СПОСОБОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
Технологии машиностроения
118431
знак
12
таблиц
10
изображений
5. ВЫБОР СПОСОБОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
Каждая деталь может быть представлена в виде сочетания таких элементарных поверхностей, , как: плоскости, цилиндры, конусы, торы и пр. Более сложные поверхности: винтовые, шлицевые, зубчатые и другие фигурные встречаются реже. Многолетней практикой установлены типовые способы механической обработки для каждой элементарной поверхности. Выбор того или иного способа определяется комплексом факторов, среди которых учитывают конфигурацию, габаритные размеры, материал и массу детали; объем выпуска, принятые тип и форму организации производства; имеющиеся в распоряжении оборудование и оснастка и др. К главным факторам непременно относят точность, производительность и рентабельность каждого способа. Например, получить плоскую поверхность небольшой площади с примерно одинаковыми качествами на детали из чугуна можно: цилиндрическим (встречным и попутным) и торцовым фрезерованием; точением, строганием и протягиванием; шабрением; периферийным, торцовым или ленточным шлифованием и т.д. Выбор способа тесно связан еще и со стадией (этапом) процесса обработки. Обдирочная, предварительная (черновая), промежуточная (чистовая) и окончательная (отделочная, тонкая) обработки одной и той же поверхности, чаще выполняются разными способами. Например, черновое и чистовое зенкерование отверстия, а затем развертывание или шлифование (после термообработки).
С различными способами механической обработки поверхностей студенты знакомятся при изучении курсов "Технология конструкционных материалов", "Теория резания", "Электрофизические, электрохимические и механические способы обработки", "Металлорежущие станки", "Проектирование режущего инструмента",а также во время проведения производственных практик. Они подробно изложены в учебниках [9, 12, 17 и др.] Выбор конкретного метода обработки производят с помощью таблиц средней экономической точности различных способов обработки, публикуемых в справочных изданиях [10, 15, 23, 30 и пр.]. Пользуясь приобретенными знаниями и литературой, студенты перед составлением техпроцесса изготовления детали намечают рациональные способы обработки каждой из ее поверхностей.
Параллельно с выбором метода обработки конкретной поверхности решаются вопросы базирования и закрепления заготовки на станке или в приспособлении.
В условиях единичного и мелкосерийного производства часто используют проверочные базы. Положение заготовки на станке определяют с помощью разметки и выверки, а для закрепления широко используют ручные механические зажимы.
В серийном и массовом производстве в основном пользуются контактными (установочными) и настроечными базами.
Контактные базы всегда соприкасаются с опорами приспособлений. Настроечные базы при выполнении технологической операции образуются за один установ с другими обрабатываемыми поверхностями. Их особенно эффективно используют при многоинструментальной обработке на станках-автоматах и полуавтоматах, в автоматических линиях и пр. В таких случаях для закрепления заготовки чаще применяют пневматические, гидравлические и прочие высокопроизводительные зажимные устройства, обеспечивающие надежное закрепление заготовок с постоянными силами. Все обрабатываемые поверхности связывают с технологическими базами непосредственными размерами.
Совмещение технологических баз с конструкторскими и измерительными позволяет исключить погрешность базирования и выполнить размеры с использованием полного поля допуска, установленного конструктором. В целях уменьшения погрешностей в расположении поверхностей следует в качестве баз на всех операциях по возможности использовать одни и те же поверхности.
При несоблюдении принципов совмещения и постоянства баз студентам обязательно следует выполнить размерный анализ, т. е. произвести пересчет выполняемых размеров и назначить на них технологические допуски.
В качестве баз выбираются поверхности простейшей геометрической формы: плоскости, цилиндры и пр. При отсутствии на заготовке поверхностей, удобных для базирования, базы создают искусственно.
Назначение технологических баз в каждом случае производят одновременно с определением способа обработки поверхностей. Объем текста пояснительной записки ― 1―2 с. С учетом выбранных способов обработки в дальнейшем проектируют маршрут выполнения технологических операций.
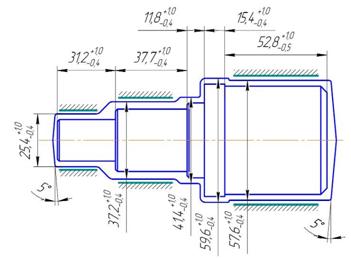
Пример 4. Назначить технологические базы и выбрать способы обработки всех поверхностей детали по чертежу рис.1 в условиях серийного производства. Чертеж заготовки детали дан на рис.2.
Для выполнения задания темы составим эскиз детали (рис.3), на котором все основные поверхности пронумеруем цифрами. Производства с серийным выпуском продукции оснащают, в основном, универсальным оборудованием, приспособлениями и пользуются стандартным инструментом.
Согласно чертежу и техническим требованиям на изготовление детали (см.рис.3) обработке подлежат следующие поверхности: торцы ступицы 1 и 6, торцы венца 2 и 5, наружная поверхность венца 3, отверстие в ступице 4, шлицевая поверхность отверстия 7, скос на венце 8, зубчатая поверхность 9, а также внутренние и наружные фаски на торцах ступицы. Внутренние поверхности венца 10 и 11, наружные ступицы 12 и 13, поверхности реборды 14 и 15 механической обработке не подвергаются.
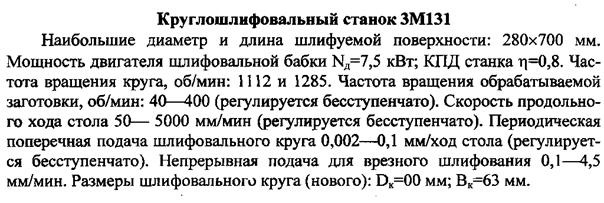
Обработку шлиц 7 в отверстии ступицы можно осуществить долблением, протягиванием, а расточку под протягивание предварительную и чистовую ― резцом или зенкером. Зенкерование более производительно. Окончательную обработку зубьев 9 после закалки венца ТВЧ следует выполнить шлифованием, а нарезание зубьев ― зубофрезерованием. Наружную поверхность 3 и торцы венца 2 и 5 после закалки в целях очистки от окалины и достижения точности следует шлифовать на круглошлифовальном станке. Предварительную и окончательную обработки всех других поверхностей можно производить точением. Таким образом, с учетом рассуждений, предварительно имеем следующие схемы (табл. 4).
|
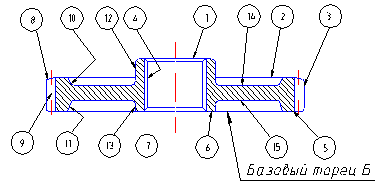
Таблица 4
Способы обработки поверхностей и технологические базы
| Номера и наименование обрабатываемых поверхностей | Вид механической обработки (с учетом рекомендаций приложения 3) | Номер базовой поверхности | Колич. лишенных степеней свободы |
| 1 ─ торец ступицы 2 ─ торец венца 3 ─ отверстие в ступице 4 ─ наружная поверхность венца 5 ─ торец венца 6 ─ торец ступицы 4 ─ отверстие в ступице 7 ─ шлицевое отверстие 1,2,3,5,6 и 8 ─ скос 9 ─ зубчатая поверхность 9 ─ зубчатая поверзность 1,2,3,5 и 6 | Точение предварительное То же Зенкерование черновое Точение предварительное То же >> Зенкерование чистовое Протягивание шлиц Точение чистовое (с ЧПУ) Зубофрезерование Зубошлифование после ТВЧ Круговое шлифование | 5 и 3 5 и 3 5 и 3 5 и 3 2 и 3 2 и 3 2 и 3 4,5 и 7 5 и 7 | 5 5 5 5 5 5 5 6 6 6 6 5 |
6. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
При выполнении технологической операции станок должен обеспечить: точность обработки, заданное качество поверхностей и выполнение других технических требований к изготавливаемой детали, производительность обработки, обеспечивающую заданную программу выпуска в условиях принятого типа производства (в поточно-массовом производстве ― с учетом такта выпуска), наименьшую технологическую себестоимость детали, т.е. максимальную экономичность и эффективность.
Строгое соблюдение первых трех условий гарантирует заданное качество детали. Планировать выполнение операции на станке, не обеспечивающем хотя бы одно из требований к детали, недопустимо и тождественно заведомому планированию брака.
Выбирая модель, учитывают: соответствие основных габаритных размеров станка габаритам обрабатываемых деталей; возможность работы на оптимальных режимах резания; соответствие станка по мощности и прочности механизмов; необходимость использования имеющегося парка станков и возможность приобретения нового; возможность механизации и автоматизации обработки; простоту в обслуживании и другие факторы.
Выбор оборудования производится при разработке маршрута обработки детали, при этом исходными данными для выбора служат: чертеж и технические требования к детали, тип производства и годовая программа выпуска, принятые способы обработки поверхностей, желаемая степень механизации и автоматизации и пр. Выбирают станки, пользуясь паспортными данными, сведениями из справочной литературы и каталогов металлорежущего оборудования [5, 11, 25] и пр. Ориентируются прежде всего на новейшие серийно-выпускаемые модели отечественного производства, в том числе на станки с ЧПУ, обрабатывающие центры, робототехнические комплексы и др. Для крупносерийного и массового производства в целях повышения производительности следует рассмотреть вопросы использования специальных и специализированных станков.
Пользуясь знаниями, полученными при изучении курса "Металлорежущие станки” студенты должны обосновать выбор моделей 1-2 станков, проверить их загрузку по времени и мощности. При низкой загрузке, недостаточной (или излишней) мощности при высокой технологической себестоимости обработки, подбирают другие станки, позволяющие получить лучшие технико-экономические показатели. Эта работа проводится при расчетах режимов обработки, техническом нормировании и экономической оценке вариантов проектируемых операций и самостоятельной темой не является.
Примечания 1. Недопустимо проектировать обработку деталей на устаревших или снятых с производства моделях станков, например, таких, как 1А62, 1К62, 2АI25 и пр.
2. В каталогах и другой технической литературе в технических характеристиках моделей станков часто указывают общее количество m и предельные значения частот вращения nminиnmax(или подач Smin и Smax ). В таких случаях определяют промежуточные (i-е) значения частот вращения (или подач)![]() , причем знаменатель геометрической прогрессии ряда
, причем знаменатель геометрической прогрессии ряда
![]() .
.
Похожие работы
... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
В) затраты конструктивных материалов на единицу мощности; С) обобщение конструктивных решений, зафиксированных в государственных стандартах; D) обобщение конструктивных решений в виде внутризаводских нормалей; Е) обобщение конструктивных решений без оформления специальной документации. 42.1 Унификация – это: А) степень использования материала заготовки при изготовлении детали; В) затраты ...
0 комментариев