Навигация
Измерения механических величин
54252
знака
1
таблица
3
изображения
2. Измерения механических величин
2.1 Линейные измерения
В технологических линейных измерениях наиболее часто востребованными являются следующие:
а) Толщины листовых материалов;
б) Толщины пленок (краска, влага, металл);
в) Глубина травления и гравирования;
г) Шероховатости поверхности;
д) Давления;
е) Вязкости ;
ж) Твердости;
з) Уровня жидкостей.
Традиционные измерения перемещений представляют собой хорошо известные линейки, нониусы и микрометрические винты. Линейки изготавливаются либо в виде жесткой конструкции, либо в виде гибкой ленты (рулетки). Измерения проводятся непосредственным сравнением размера предмета с делениями шкалы линейки. Нониус представляет собой дополнительную шкалу, нанесенную на подвижную каретку, перемещающуюся свободно вдоль линейки. Шкалы нониуса нанесены таким образом, что девять делений линейки разделены на десять равных частей.
Если проводить измерения, то имеется возможность определить размеры с точностью до 1/10 доли деления основной линейки. Для этого достаточно определить, какое деление нониуса совпадаете целым делением основной шкалы. Если, например, с делением основной шкалы совпадает первое деление нониуса, то это означает, что измеряемая длина на 1/10 часть деления основной шкалы больше того значения, у которого располагается нулевое деление нониуса. Если совпадает второе деление, то размер на 2/10 больше, и т. д.
Чаще всего используется так называемый прямой нониус, у которого цены деления на 1/10 часть меньше цены деления основной шкалы. Иногда применяют обратный нониус, у которого цена деления на 1/10 больше цены деления основной шкалы, т. е. 11 делений делятся на 10 частей. Пользоваться им следует также, как и прямым нониусом, т. е. целую часть измеряемой величины считывать с меньшего значения основной шкалы, между которыми остановился нуль нониуса, а десятые доли определять по совпадению деления шкалы нониуса с делением основной шкалы.
В некоторых измерительных инструментах, чаще всего в угломерных, применяется круговой нониус. Принципиально он ничем не отличается от линейного нониуса, только деления на нем нанесены на небольшую дуговую линейку (алиаду), свободно перемещающуюся вдоль основной шкалы (лимба).
Микрометрический винт дает возможность отсчитывать более мелкие доли деления основной шкалы, чем нониус. Микрометрический винт представляет собой тщательно изготовленный винт с шагом в 0,5 или в 1,0 мм. Головка винта представляет собой лимб, или барабан с делениями, позволяющий производить отчеты либо 1/50, либо 1/100 оборота. Таким образом, зажимая объект измерений между упорами микрометрического винта, можно измерить размеры объекта с точностью до 1/100 мм и выше, если принять во внимание возможность оценки доли деления.
Нониусом оснащены широко применяемые в измерительной практике инструменты, называемые штангенциркулями.
Микрометры изготавливают в виде скобы с цифрами, один из которых перемещается микрометрическим винтом.
Измерительные устройства для линейных измерений на какой-либо поверхности делают в виде индикаторных устройств, т. е. подвижных штоков с зубчатым колесом. Так сделаны глубиномеры, толщиномеры, ростомеры. Шток как бы «ощупывает» поверхность и, передавая перемещение зубчатому колесу, регистрирует профиль поверхности.
Толщину листовых материалов измеряют также по поглощению светового или (β-γ активного излучения. Иногда для измерения толщин используют емкостные или индуктивные датчики.
Толщины пленок измеряют оптическими методами по отражению или поглощению света.
Большое число измерений ведется лупами или измерительными микроскопами. Принцип измерения состоит в измерении координаты какой-либо точки, путем визирования ее в микроскоп. Длину объекта находят по разности отсчета крайних точек объекта. Небольшие перемещения можно измерить окуляр-микрометром - окуляром, снабженным визирной сеткой, расположенной в фокусе окуляра. Визирная сетка может перемещаться в поле зрения окуляра микрометрическим винтом.
Перемещая сетку винтом, наводят риски на крайние точки объекта, и размеры определяют как разность отсчетов.
Повысить точность измерения длин можно путем компарирования (сравнения) длин объекта и стандартной шкалы. Если эта шкала выполнена в виде линейки, то компарируются отсчеты по этой линейке. Для повышения точности в длинномерах - компараторах (например в приборе ИЗА-2) отсчет производится с использованием линейки, нониуса и микрометрического винта. Производится это следующим образом: в один из микроскопов визируется точка объекта, координаты которой нужно определить. В другой микроскоп - измерительный - визируются деления шкалы, нанесенной на стекло. Измерительный микроскоп позволяет визировать по крайней мере два деления на стеклянной шкале. Отсчет снимается с линейки, нониуса и микрометрического винта.
В современных компараторах длин измерения проводятся сравнением размеров объекта с размером измерительной дифракционной решетки. Принцип работы такого отсчетного устройства иллюстрируется.
Измерительная решетка представляет собой пару решеток, одна из которых может быть отражательной. За прозрачной решеткой располагается источник света и фоторегистрирующее устройство, например фотодиод. Перемещая одну из решеток, нужно регистрировать число проходящих в фокусе объектива максимумов или минимумов. Сравнивая это число для крайних точек объекта, легко найти его размеры, если известен шаг решетки.
Измерительные решетки в настоящее время вытесняют визуальные компараторы. Причин этому можно назвать несколько. Самая главная - процесс измерения легко автоматизировать, т. е. нет нужды пользоваться зрительной трубой, что для массовых измерений утомительно. Вторая причина - высокая точность измерения, определяемая только периодом решетки. При этом высокая точность получается как для малых перемещений, так и для больших (порядка 1 м и более). Еще одна привлекательная черта измерительных решеток - возможность создания реверсивных механизмов и подключения компьютеров.
Измерительные решетки в линейных измерениях используются как универсальные меры, т. е. носители размера физической величины. Большинство мер в линейных измерениях подразделяются на штриховые и концевые меры. Штриховые меры - это отрезки длины между какими-либо штрихами на линейках, нониусах и микрометрических винтах. В отличие от них концевые меры - это стержни, плитки, щупы, скобы точно известного размера. Существуют также концевые меры различных классов точности - от плиток Иогансона, служащих для поверки микрометров, до грубых щупов, широко используемых в машиностроении и в общей технике.
Похожие работы
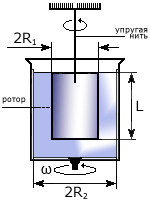
... метод вискозиметрии), так и вступить во взаимодействие с вязкой жидкостью, что плохо отразится на точности данных измерения вязкости. Относительная погрешность измерений при использовании капиллярного вискозиметра составляет 0,1-2,5% Вискозиметр ротационный В вискозиметре ротационном исследуемая вязкая среда помещается в зазор между двумя соосными телами правильной геометрической формы ( ...
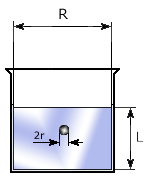
... радиус r , длительность течения Dt, коэффициент вязкости h, длина трубы l. На основании этого соотношения разработан и широко применяется метод измерения вязкости жидкостей и газов - метод Пуазейля. [3] Для газов метод предполагает измерение расхода газа при его ламинарном протекании по гладкому, тонкому, капиллярному каналу с известными размерами и при контролируемой разности давлений. В ...
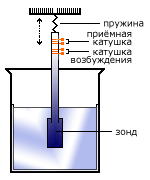
... для определения вязкости по методу Стокса. 6) Какие условия должны выполняться при измерении вязкости методом Стокса? 7) Записать формулу Пуазейля. 8) Опишите устройство и принципы работы медицинского вискозиметра. 9) Выведите расчетную формулу для определения вязкости жидкости с помощью медицинского вискозиметра. VII. Задания для самопроверки и самоконтроля исходных базисных знаний и ...
... частиц от 1,2 до 0,3 мм - и в мешалку известкового молока. Из мешалки насосом подают на дефекацию. 3.1. Задачи исследования Темой данной работы является «Снижение вязкости растворов мелассы с помощью МГД». Изучение вопросов влияния ПАВ различного химического строения на различные технологические процессы в сахарном производстве представляет значительный интерес. ПАВ используют на многих этапах ...
0 комментариев