Навигация
Разработка техпроцесса по операциям
61623
знака
13
таблиц
3
изображения
2.3.1 Разработка техпроцесса по операциям
Ведомость техпроцесса включает все виды работ, которые выполняются при изготовлении данного изделия на участке.
Для составления ведомости технологического процесса нормы времени берем из отраслевого стандарта (см. таблицу 2.3). [16,17]
Таблица 2.3
| Наименование и содержание видов работ | Средства оснастки | tоп, мин | n∙tоп, мин. | Tоп, мин. | |
| 005 | Заготовительная операция: Подготовка ЭРЭ к монтажу, формовка и лужение выводов ЭРЭ Плата печатная (1 шт.) Конденсаторы (11 шт.) Микросхемы (4 шт.) Светодиод (1 шт.) Индикатор (1 шт.) Резисторы (14 шт.) Переключатель (1 шт.) Кнопка (1 шт.) Диоды (7 шт.) Гнезда (2 шт.) Перемычки (3 шт.) | Пинцет прямой ГГ-7879-4215, плоскогубцы, ПУГ-150, кусачки боковые 54-16-1722 | 1,04 0,18 0,35 0,22 0,17 0,18 0,38 0,2 0,18 0,22 0,15 | 1,04 1,98 1,4 0,22 0,17 2,52 0,38 0,2 1,26 0,44 0,45 |
9,61 |
| 010 | Сборочная операция: Установка на печатную плату ЭРЭ Конденсаторы (11 шт.) Микросхемы (4 шт.) Светодиод (1 шт.) Индикатор (1 шт.) Резисторы (14 шт.) Переключатель (1 шт.) Кнопка (1 шт.) Диоды (7 шт.) Гнезда (2 шт.) Перемычки (3 шт.) | Пинцет ПГГМ-120, кусачки боковые 54-16-1722 |
0,13 0,22 0,12 0,32 0,11 0,23 0,15 0,12 0,16 0,1 |
1,43 0,88 0,12 0,32 1,54 0,23 0,15 0,84 0,32 0,3 |
5,83 |
| 015 | Монтажная операция: Пайка волной Ремонт Промывка платы | Установка пайки волной АП-10, паяльник ПСН-28-6, материалы |
2 1 0,7 |
2 1 0,7 |
3,7 |
| 020 | Операция регулировки: Подстройка ЭРЭ Резистор (2 шт.) | Паяльник ПСН-28-6, плоскогубцы ПУГ-150, пинцет ГГ-7874-15, тампон, отвёртка ОСКС 200×0,3 ОСТ4.ГО.060.017, комплект приборов | 3,5 | 3,5 | 3,5 |
| 025 | Операция контроля: Проверка правильности сборки и монтажа Проверка надежности сборки и монтажа Проверка параметров | Отвертка ОСКС250×1, лупа×4, пинцет, комплект приборов по проверке параметров |
1,5 0,9 1 |
1,5 0,9 1 |
3,4 |
3 Организация производства 3.1 Обоснование выбора типа производства и его характеристика
3.1.1 Предприятие, выпускающее готовую продукцию, характеризуется производственным процессом, под которым понимается совокупность действий, в результате которых поступающее сырье, материалы перерабатываются в готовую продукцию. Техпроцесс представляет собой сложный комплекс действий оборудования, материалов и исполнителей.
В зависимости от программы выпуска и программы запуска, трудоемкости, перспективности и конструктивных особенностей различаются следующие типы производства: массовое, серийное, мелкосерийное, единичное.
Выбираю программу выпуска (2000 шт.). Эта характеристика подходит к мелкосерийному типу производства. Это многономенклатурное производство. Применением частичной автоматизации, универсальных приспособлений наряду со специальными, достигается сокращение ручного труда, снижение требуемого уровня квалификации рабочих до 4-5 разряда. В отличие от индивидуального производства, повышение производительности труда и снижение себестоимости продукции. Заготовительные работы проводятся на отдельном рабочем месте. Также в мелкосерийном производстве могут применяться транспортные конвейеры. Технологический процесс при таком производстве делится на операции по технологической завершенности. [13]
3.1.2 Определяю программу запуска, Nз, шт., по формуле:![]() , (3.1)
, (3.1)
Где Nв – программа выпуска, Nв = 2000 шт.;
А – коэффициент, учитывающий несовершенство организации и технологии производства, А = 0,1.
![]()
Принимаем программу запуска 2002 шт.
3.1.3 Определяю фонд рабочего времени за неделю без перерывов, Fд, час., по формуле:![]() (3.2)
(3.2)
где n – число рабочих дней в неделе, n = 5;
m – количество смен, m = 1;
Fн – фонд рабочего времени за неделю, Fн = 40 час.;
tр.п – время регламентированных перерывов, tр.п = 2 ∙ 10 = 20 мин.
![]()
![]() (3.3)
(3.3)
![]()
![]() , (3.4)
, (3.4)
где Fн.г – номинальный фонд рабочего времени за год, Fн.г = 1981 час.
![]()
![]() , (3.5)
, (3.5)
где М – число рабочих месяцев работающих на выпуск, М = 1.
![]()
![]() (3.6)
(3.6)
![]()
![]() , (3.7)
, (3.7)
где Др – число рабочих дней в году, Др = 248;
Fсм – продолжительность рабочего дня без перерывов, Fсм=460мин.;
Кз – коэффициент загрузки, Кз = 0,8.
![]()
![]() (3.8)
(3.8)
![]()
![]() (3.9)
(3.9)
![]() .
.
![]() , (3.10)
, (3.10)
где Топ берем из таблицы 2.3;
К – процент, учитывающий время обслуживания рабочего места, время на отдых, подготовительно-заключительное время, К = 10%.
![]()
![]() , (3.11)
, (3.11)
где Тшт – штучное время операции 005;
t – такт выпуска, его берем из пункта 3.1.7.
![]()
Принимаю число рабочих мест Сп = 3.
3.2.3 Определяем коэффициент загрузки рабочих мест, h, на операции 005 по формуле:![]() (3.12)
(3.12)
![]()
Аналогично провожу расчет для остальных операций, и результаты заношу в таблицу 3.1.
Таблица 3.1
| Наименование операции | Tшт, мин. | Ср | Сп | Kз | η, % |
| 005 Заготовительная | 10,57 | 2,78 | 3 | 0,93 | 93 |
| 010 Сборочная | 6,41 | 1,69 | 2 | 0,84 | 84 |
| 015 Монтажная | 4,07 | 1,07 | 1 | 1,07 | 107 |
| 020 Регулировка | 3,85 | 1,01 | 1 | 1,01 | 101 |
| 025 Контроль | 3,74 | 0,98 | 1 | 0,98 | 98 |
| Итого: | 28,64 | 7,53 | 8 | 0,94 | 94 |
 (3.13)
(3.13)
![]()
Рассчитав, коэффициент загрузки каждой операции и средний коэффициент, для наглядности строю диаграмму загрузки рабочих мест.
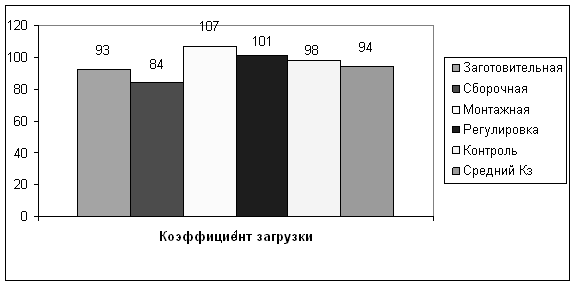
Рисунок 3.1 – Диаграмма загрузки рабочих мест
3.3 Организация участка и рабочих мест в соответствии с требованиями НОТНаучная организация труда – это организация, при которой возможно наиболее эффективное соединение техники и людей в производственном процессе и обеспечение повышенной производительности труда при сохранении здоровья человека.
На повышение производительности труда значительно влияет культура труда, поддержание частоты и порядка на участке и на отдельном рабочем месте.
Для повышения производительности труда необходимо предусмотреть достаточную освещенность участка (не менее 300 лк), так как снижение освещенности вызывает утомление. Наличие зеленой зоны на участке оказывает положительное психологическое воздействие. Необходима общая вытяжная вентиляция (не менее 0,6 м/с).
Также на участке должно быть предусмотрено аварийное освещение.
На рабочих местах необходимо предусмотреть дополнительное местное освещение. Кроме того, необходимо подвести местную вытяжную вентиляцию к рабочим местам монтажников и слесарей-сборщиков. Необходимо подвести заземление к рабочим местам всех операций. Обеспечить стульями с регулировкой по высоте. Отопление водяное. Шум в помещении не должен превышать 70 дБ, относительная влажность воздуха 40...60 %. Содержание свинца в воздухе не более 0,01 мкр/м2, скорость движения воздуха 0,2...0,4 м/мин. Участок должен соответствовать требованиям СН-245-75.
Размеры производственной площади определяются на основе технологической планировке мест, в результате которой устанавливаются их взаимное расположение, положение проходов и проездов.
Планировка участка осуществляется в одном из пролетов типового производственного здания, поэтому для начала нужно выбрать типовую ширину пролета. Для сборочных цехов и для средних изделий ширина пролета должна составлять 12...15 метров.
На плане участка должны быть указаны переезды, проходы, ширина которых определяется по нормам технического проектирования.
При планировке необходимо предусмотреть место контролера, стеллажа под заготовки и комплектующих изделий. Под стеллажи отводится 7...10 % производственной площади, под контрольное отделение 3...5 %.
3.4 Расчет фонда заработной платы 3.4.1 Определяю основную заработную плату основных производственных рабочих, ЗПосн, руб., по формуле:![]() , (3.14)
, (3.14)
где Тст – часовая тарифная ставка;
tшт – штучное время в часах, определяю по формуле:
![]() , (3.15)
, (3.15)
где ТШТ – штучное время в минутах, его берем из таблицы 3.1.
![]()
![]()
Полученные результаты заношу в таблицу 3.2.
3.4.2 Определяю дополнительную заработную плату основных производственных рабочих, ЗПДОП, руб., по формуле:![]() (3.16)
(3.16)
где ПД – процент дополнительной заработной платы основных производственных рабочих, ПД = 220 %.
![]()
Полученные результаты заношу в таблицу 3.2.
Таблица 3.2 также содержит данные о наименовании профессии, разряде, количестве человек.
Таблица 3.2
| Профессия | Разряд | Кол-во чел.\ст. | tшт, н–час. | Тст., руб. | ЗПосн., руб. | ЗПдоп., руб. | Всего ЗП, руб. | ||||
| на одно изделие | на | на одно изделие | на | на одно изделие | на | на одно изделие | на | ||||
| Слесарь-сборщик | 3 | 3 | 0,18 | 353 | 7,2 | 1,27 | 2539,58 | 2,79 | 5587,07 | 4,06 | 8126,65 |
| Слесарь-сборщик | 3 | 2 | 0,11 | 213,98 | 7,2 | 0,77 | 1540,66 | 1,69 | 3389,45 | 2,46 | 4930,11 |
| Монтажник | 4 | 1 | 0,07 | 135,80 | 8,5 | 0,58 | 1154,32 | 1,27 | 2539,50 | 1,85 | 3693,82 |
| Регулировщик | 5 | 1 | 0,06 | 128,46 | 9,2 | 0,59 | 1181,85 | 1,30 | 2600,06 | 1,89 | 3781,91 |
| всего: | 7 | 0,42 | 831 | 3,20 | 6416,40 | 7,05 | 14116,09 | 10,26 | 20532,49 | ||
![]() (3.17)
(3.17)
Отчисления на содержание, социальное страхование устанавливаются в размере 26,2% от фонда заработной платы.
![]()
![]() , (3.18)
, (3.18)
где ЧР – количество вспомогательных рабочих. Численность вспомогательных рабочих устанавливаем 10% от численности основных производственных рабочих, принимаем за одного человека, их квалификация 3 разряда, также к вспомогательным рабочим относятся контролеры, их всего один человек, его квалификация 5 разряда;
ТСТ – часовая тарифная ставка, ТСТ.К. = 9,2 руб., ТСТ.В. = 7,2 руб.;
Т – отработанное время, определяем по формуле:
![]() (3.19)
(3.19)
![]()
![]()
![]()
![]()
Процент дополнительной заработной платы вспомогательных рабочих составляет ПД = 170%
![]()
![]()
![]()
![]() , (3.21)
, (3.21)
где ЧР – число рабочих, его беру из таблицы 3.2;
КЗ – коэффициент загрузки рабочих мест;
М – число месяцев работающих на выпуск продукции, из пункта 3.1
![]()
![]() (3.22)
(3.22)
![]()
Таблица 3.3 – Фонд заработной платы участка
| Наименование рабочих | Кол-во чел./ст. | ЗП осн., руб. | ЗП доп., руб. | ФЗП, руб. | ОСС, руб. | ЗПср.мес, руб. |
| Основные | 7 | 6416,40 | 14116,09 | 20532,49 | 5379,51 | 3666,52 |
| Вспомогательные | 2 | 2707,37 | 4602,52 | 7309,89 | 1915,19 | 3654,95 |
| Итого: | 9 | 9123,77 | 18718,61 | 27842,38 | 7294,70 |
4 Экономическая часть 4.1 Расчет себестоимости изделия и отпускной цены 4.1.1 Расчет стоимости основных фондов и суммы амортизационных отчислений
К основным фондам относятся те фонды, которые участвуют в процессе производства многократно, не изменяя своей натуральной формы. Так же к основным производственным фондам относятся средства производства стоимостью свыше 50–кратного размера минимальной заработной платы и сроком службы более года.
На проектируемом участке основными производственными фондами являются: производственное помещение, рабочие места, приборы и оборудование. С целью компенсации износа основных фондов применяется система амортизационных отчислений [13].
Амортизационные отчисления, А, руб., рассчитываются по формуле:
![]() , (4.1)
, (4.1)
где СП – номинальная первоначальная стоимость основных фондов, руб.;
НА – норма амортизации, %.
![]()
Результаты расчета заносим в таблицу 4.1
Таблица 4.1
| Наименование основных фондов | Кол. м2/шт | Сп, руб. | На, % | А, руб |
| Производственная площадь | 54 | 270000 | 5,2 | 14040 |
| Агрегат пайки АП-10 | 1 | 25820 | 10 | 2582 |
| Блок питания Б5-25 | 2 | 1750 | 12 | 210 |
| Комплект катушек и конденсаторов | 2 | 87 | 12 | 10,44 |
| Итого: | 297657 | 16842,44 |
Оборотные фонды полностью используются в производственном процессе изготовления изделия и переносят свою стоимость на себестоимость годовой продукции. Этот расчёт делится на расчёт расходов и стоимости материалов и на расчёт расходов и стоимости покупных комплектующих изделий, полуфабрикатов, деталей. Цены берём за 2005 год в оптово – розничных магазинах бытовой и радиоэлектронной техники.
Прежде чем приступить к плановой калькуляции изделия, рассчитаю стоимость материалов, полуфабрикатов и покупных комплектующих изделий. Расчет стоимости материалов приведен в таблице 4.2. Расчет стоимости полуфабрикатов и покупных комплектующих изделий приведен в
таблице 4.3.
Таблица 4.2.
| Наименование материалов | Единица измерения | Цена за единицу, руб. | Норма расхода | Затраты, руб. | ||
| на одно изделие | на | на одно изделие | на | |||
| Припой ПОС-61 | кг | 150 | 0,08 | 160 | 12 | 24000 |
| Флюс ФКСП | кг | 68 | 0,001 | 2 | 0,068 | 136 |
| Спирт марки А | кг | 72 | 0,001 | 2 | 0,072 | 144 |
| Провод МГШВ | м | 1,5 | 0,11 | 220 | 0,165 | 330 |
| Итого: | 12,305 | 24610 | ||||
| ТЗР (5%) | 0,61525 | 1230,5 | ||||
| Всего: | 12,92025 | 25840,5 | ||||
Таблица 4.3.
| Наименование ПКИ | Цена за единицу, руб. | Норма расхода, шт. | Затраты, руб. |
| |||||||
| на одно | на | на одно | на |
| |||||||
| Плата печатная | 30 | 1 | 2000 | 30 | 60000 |
| |||||
| Конденсаторы: |
| ||||||||||
| К10-17б-15 пФ | 1,5 | 1 | 2000 | 1,5 | 3000 |
| |||||
| К10-17б-68 нФ | 2 | 2 | 4000 | 4 | 16000 |
| |||||
| К10-17б-0,1 мкФ | 2 | 2 | 4000 | 4 | 16000 |
| |||||
| К50-68-47 мкФ-16В | 3 | 3 | 6000 | 9 | 54000 |
| |||||
| К50-68-100 мкФ-16В | 4 | 3 | 6000 | 12 | 72000 |
| |||||
| Микросхемы: |
| ||||||||||
| КР140УД1208 | 8,3 | 1 | 2000 | 8,3 | 16600 |
| |||||
| КР142ЕН5А | 5 | 1 | 2000 | 5 | 10000 |
| |||||
| К561ЛН2 | 3,4 | 1 | 2000 | 3,4 | 6800 |
| |||||
| ATtiny15 | 67 | 1 | 2000 | 67 | 134000 |
| |||||
| Светодиод АЛ307БМ | 3,5 | 1 | 2000 | 3,5 | 7000 |
| |||||
| ЖКИ дисплей HT1613 | 173 | 1 | 2000 | 173 | 346000 |
| |||||
| Резисторы: |
| ||||||||||
| С2-33Н-0,125-300 Ом | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| С2-33Н-0,125-390 Ом | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| С2-33Н-0,125-1 кОм | 0,2 | 2 | 4000 | 0,4 | 1600 | ||||||
| С2-33Н-0,125-3,9 кОм | 0,2 | 3 | 6000 | 0,6 | 3600 | ||||||
| С2-33Н-0,125-10 кОм | 0,2 | 3 | 6000 | 0,6 | 3600 | ||||||
| С2-33Н-0,125-22 кОм | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| С2-33Н-0,125-200 кОм | 0,2 | 1 | 2000 | 0,2 | 400 | ||||||
| СП3-19а-0,5-1 кОм | 4,6 | 1 | 2000 | 4,6 | 9200 | ||||||
| СП3-19а-0,5-10 кОм | 4,6 | 1 | 2000 | 4,6 | 9200 | ||||||
| СП3-19а-0,5-22 кОм | 4,6 | 1 | 2000 | 4,6 | 9200 | ||||||
| Диоды: | |||||||||||
| Д311А | 3,5 | 4 | 8000 | 14 | 112000 | ||||||
| КД522Б | 2,2 | 3 | 6000 | 6,6 | 39600 | ||||||
| Переключатель B170G | 7 | 1 | 2000 | 7 | 14000 | ||||||
| Кнопка ПКн150-1 | 5 | 1 | 2000 | 5 | 10000 | ||||||
| Гнездо BP-121 | 4,3 | 2 | 4000 | 8,6 | 34400 | ||||||
| Итого: | 378,1 | 756200 | |||||||||
| ТЗР (5%) | 18,905 | 37810 | |||||||||
| Всего: | 397,01 | 794020 | |||||||||
4.1.3 Расчет плановой калькуляции на изделие
Расчёт приведен в таблице 4.4.
Таблица 4.4
| Статьи затрат | Общие затраты, руб. | Примечание | |
| на одно изделие | на программу выпуска | ||
| 1 Основные материалы, покупные ПФ, комплектующие изделия | 226,38 | 452760 | По расчету |
| 2 Транспортно-заготовительные работы | 11,32 | 22638,0 | 5% от Ст. 1 |
| 3 Основная ЗП производственных рабочих | 3,20 | 6416,40 | По расчету |
| 4 Дополнительная ЗП производственных рабочих | 7,05 | 14116,09 | По расчету |
| 5 Отчисления на соц. страхование от основной и дополнительной ЗП производственных рабочих | 2,69 | 5379,51 | 26,2% от (Ст.3+Ст.4) |
| 6 Расходы на содержание и эксплуатацию оборудования: | |||
| амортизационные отчисления | 1,40 | 2802,44 | По расчету |
| износ, содержание и ремонт | 1,54 | 3079,87 | 15% от (Ст.З+Ст.4) |
| 7 Цеховые расходы: | |||
| основная и дополнительная ЗП | 4,61 | 9225,08 | По расчету |
| амортизация производственной площади | 7,02 | 14040 | По расчету |
| 8 Цеховая себестоимость | 265,21 | 530457 | Ст.1+...+Ст.7 |
| 9 Общезаводские расходы | 2,05 | 4106,50 | 20% от (Ст.3+Ст.4) |
| 10 Производственная себестоимость | 267,27 | 534563,90 | Ст.8 + Ст.9 |
| 11 Внепроизводственные расходы | 5,35 | 10691,28 | 2% от Ст. 10 |
| 12 Полная себестоимость | 272,61 | 545255,17 | Cт.10+Cт.11 |
| 13 Прибыль | 68,15 | 136313,794 | 25% от Ст. 12 |
| 14 Оптовая цена | 340,76 | 681568,97 | Ст12+Ст1З |
| 15 НДС | 61,34 | 122682,4 | 18% от Ст. 14 |
| 16 Отпускная цена изделия | 402,10 | 804251,38 | Ст.14+Ст.15 |
4.2 Расчет технико-экономических показателей участка
4.2.1 Производственная площадь участка, Sпр.уч, м2, определена в соответствии с санитарными нормами проектирования промышленных предприятий СН 245-71, и находится по формуле:
![]() (4.2)
(4.2)
где Сп – принятое количество рабочих мест, Сп = 9;
Sн – норматив производственной площади на одного рабочего,
Sн = 6 м2.
![]()
4.2.2 Определим производительность труда на одного основного рабочего, ПТ, руб/чел., по формуле:
![]() (4.3)
(4.3)
где ПТ – производительность труда;
ТП – объем выпуска товарной продукции;
Чр – численность основных производственных рабочих, Чр = 6.
![]()
Похожие работы
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
... с полезным сигналом помехам.. Итак, ЦИП наиболее полно удовлетворяют основным требованиям предъявляемым в настоящее время к измерительной аппаратуре, — высокая точность и быстродействие, автоматизация процессов измерения и обработки информации. Обобщенная структурная схема ЦИП показана на рис.25 Рис.25. Обобщенная структурная схема ЦИП В цифровом приборе измеряемая величина х ...
... открывании кожухов; экраны рекомендуется использовать для защиты от направленных звуковых волн, излучаемых ультразвуковой установкой. Экраны целесообразно использовать в больших рабочих помещениях. Конструкция цифрового измерителя амплитуды УЗ-вибраций построена таким образом, что для проведения измерений амплитуды вибраций поверхности, необходим контакт последней с пьезоэлектрическим щупом, ...
... снизить вероятность возникновения пожаров на данном объекте. ЗАКЛЮЧЕНИЕ С целью обеспечения безопасности движения речного транспорта в камере шлюза Усть-Каменогорской гидроэлектростанции в данном дипломном проекте была разработана радиолокационная станция обнаружения надводных целей, она гораздо эффективнее, чем, например система видео наблюдения. Были рассчитаны основные тактико- ...
0 комментариев