Вимоги фізико-хімічних властивостей матеріалу деталі і її елементів
Вихідні дані для розробки технологічного процесу контролю
Визначення типу виробництва й виду технологічного процесу контролю
Групування елементів об'єктів контролю по метрологічних ознаках
Вибір типового процесу ТК
Визначення об'єму контролю. Плани контролю
Вибір методів і засобів контролю
Навигация
Вибір типового процесу ТК
Технічний контроль на машинобудівних підприємствах
36518
знаков
11
таблиц
1
изображение
8. Вибір типового процесу ТК
Для побудови процесів тк користуються схемою класифікації деталей, що виготовляються штампуванням, і класифікатором. Структуру типового процесу ТК переносять у типові операційні карти механічної обробки для об'єктів високих категорій контролю й відомість операцій технічного контролю.
Для зубчастого колеса (клас деталей ПЛ, категорія контролю 3) типовий процес технічного контролю буде виглядати відповідно до таблиці 6.
Таблиця 6 - Типовий процес ТК зубчастого колеса
| Операція ТК | Засоби контролю | Число операцій ТК | |
| Універсальні | Спеціальні | ||
| Приймальний контроль заготівель на відповідність кресленням: – Лінійних розмірів квалітетів: 12-14 15-17 – Форми | Штангенциркулі Вимірювальні лінійки, рулетки - | - - Шаблони, ШРД | 1 |
Приймальний контроль готових деталей виробництві здійснює контролер БТК, виробничий майстер.
9. Розробка технологічного маршруту процесу ТК
Технологічний маршрут ТК у виробництві розробляється з урахуванням маршруту обробки виробу. Технологічний маршрут процесу ТК зубчастого колеса при прийманні представлений у таблиці 7.
Таблиця 7 - Технологічний маршрут ТК зубчастого колеса
| № операції | Найменування операції | Зміст операції | Використовуване встаткування | |
| 000 | Контрольна | Контролювати шорсткість | Зразки шорсткості | |
| 005 | Контрольна | Контролювати допуск на напрямок зуба | Прилад для контролю напрямку зуба | |
| 010 | Контрольна | Контролювати граничне відхилення кроку зачеплення | Крокомір | |
| 015 | Контрольна | Контролювати відхилення вимірювального відстані за один оборот колеса на зубі | Прилад для комплексної перевірки зубчастих коліс моделі МЦМ – 160 | |
| 020 | Контрольна | Контролювати круглість поверхні Ø 40 мм | Пневмонічна пробка | |
| 025 | Контрольна | Контролювати паралельність і симетричність осі шпонкового паза щодо осі отвору | Калібр для розташування паралельності й симетричності шпонкового паза за ДСТ 24109–80 | |
| 030 | Контрольна | Контролювати биття зубчастого вінця | Пристосування для контролю радіального биття зубчастого вінця | |
| 035 | Контрольна | Контролювати биття маточини й торцеве биття | Стійка центрова з вимірювальною голівкою за ДСТ 10197–70 | |
| 040 | Контрольна | Контролювати розмір поверхні Ø157,5 мм | Скоба по ТУ 2–034–227–87 | |
| 045 | Контрольна | Контролювати розмір поверхні Ø 40 мм | Калібр-пробка гладкий прохідної з насадками за ДСТ 14815–69 | |
| 050 | Контрольна | Контролювати лінійний розмір 64 мм | Шаблон-Скоба | |
| 055 | Контрольна | Контролювати лінійний розмір 29 мм | Шаблон-Скоба | |
10. Розробка технологічних операцій ТК
Під технологічною операцією ТК розуміється закінчена частина процесу контролю, виконувана на одному робочому місці, яка характерна сталістю застосовуваного засобу контролю при перевірці одного або декількох контрольованих ознак в одного або декількох певних об'єктів контролю.
При проектуванні операцій ТК прагнуть до дотримання конструкторських, технологічних і вимірювальних баз. При розробці операцій ТК повинне забезпечуватися:
1 Впровадження прогресивних методів контролю й оцінки якості продукції;
2 Систематичне підвищення продуктивності праці;
3 Зниження трудомісткості контролю з важкими й шкідливими умовами.
Всі операції розроблювального в даному курсовому проекті процесу ТК проводяться над готовим виробом, тому що приймальний контроль має на увазі контроль готової продукції. Приймальний контроль заготівель, деталей, вузлів, виробів у процесі виробництва здійснює контролер ОТК, закріплений за даною ділянкою виробництва. На приймальний контроль продукцію пред'являє виробничий майстер даної ділянки виробництва при виконанні всіх операцій відповідно до технологічного процесу й після прийняття продукції контролером ОТК на кожній операції, на підставі виписаній накладній і відомості матеріалів, технологічного процесу, креслення. Виробничий майстер несе повну відповідальність за дотримання послідовності технологічного процесу. На приймальному контролі контролер ОТК візуально контролює виконання всіх операцій відповідно до технологічного процесу.
Контроль шорсткості проводять візуально, порівнюють зі зразками.
Приладом для контролю напрямку зуба перевіряють напрямок зуба.
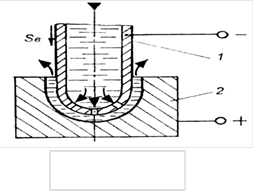
Контролюють крок зачеплення за допомогою крокоміра.
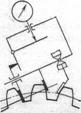
Малюнок 1 - Схема контролю кроку зачеплення
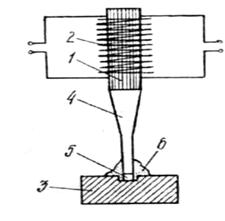
Для комплексної перевірки зубчастого колеса використовують прилад для комплексної перевірки зубчастого колеса прилад для комплексної перевірки зубчастих коліс моделі МЦМ - 160.
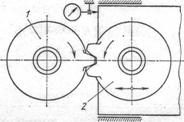
Малюнок 2 - Схема контролю комплексної перевірки зубчастого колеса 1- вимірюване колесо; 2 - еталонне колесо
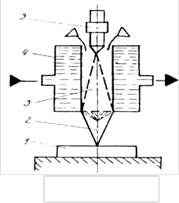
Контроль діаметрів зовнішній циліндричної поверхні Ø157,5 мм, здійснюється за допомогою скоби.
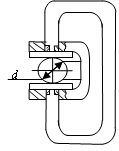
Малюнок 3 - Схема контролю діаметрів зовнішніх поверхонь
Контроль діаметра внутрішньої циліндричної поверхні Ø40 мм, здійснюється калібром-пробкою.
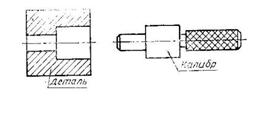
Малюнок 4 - Схема контролю діаметра внутрішньої поверхні
Контроль радіального биття зубчастого вінця здійснюється пристосуванням для контролю радіального биття зубчастого вінця циліндричного колеса представлений у графічній частині.
Похожие работы
... імені Володимира Даля Міністерства освіти і науки України, Луганськ, 2007. У дисертаційній роботі розглянуто теоретичні положення та розроблено практичні рекомендації щодо активізації маркетингової діяльності машинобудівного підприємства. Основні висновки та результати, які одержано в ході дослідження, зводяться до такого. Досліджено стан сучасних машинобудівних підприємств. Виявлено проблеми, ...
... , нарощування покриття і автоматично відключають систему, коли деталь готова. 2. Автоматизація виробництва як вищий етап технологічного розвитку підприємства Автоматизація виробництва - основа розвитку сучасної промисловості, генеральний напрямок технологічного розвитку. Розвиток автоматизації - довготривалий еволюційний процес - історично здійснюється на основі механізації. Автоматизація ...

... рішень, зв’язаних із регулюванням витрат і з питань інвестиційної діяльності підприємства. Отже, управлінський облік це формування інформації для управління витратами з метою підвищення ефективності функціонування підприємства. Причому, відповідно до Закону «Про бухгалтерський облік і фінансову звітність в Україні», підприємства вправі самостійно обирати систему і форми ведення управлінського ...

... техніка». – 2007. - №594. – С.141-148 У цій роботі розглядається інструментарій управлінського обліку виробничих запасів в контексті його використання для інформаційного забезпечення під час побудови логістичних систем управління на підприємстві. Ефективність управління виробничими запасами має велике значення, особливо на підприємствах, де зосереджуються великі потоки матеріальних ...
0 комментариев