Навигация
4. Зварювання міді
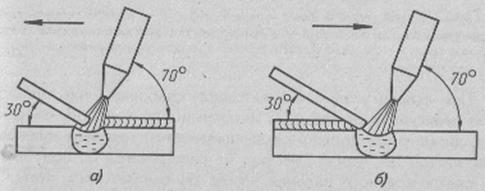
Мідь має високу теплопровідність, у зв'язку з чим при її зварюванні до місця розплавлення металу доводиться підводити більшу кількість тепла, ніж при зварюванні сталі. Проте занадто потужне полум'я може спричинити перегрівання металу шва і прилеглих ділянок основного металу, внаслідок чого мідь набуває крупнозернистої структури і знижує міцність. Для зварювання міді завтовшки до 10 мм беруть потужність полум'я 150 дм3/год ацетилену на 1 мм товщини листа. Для товщих листів потужність полум'я збільшують до 200 дм3/год ацетилену на 1 мм товщини металу. При товщині понад 10 мм краще провадити зварювання двома пальниками одночасно: одним для попереднього підігрівання і регулювання нагріву металу в місці зварювання, а другим — для розплавлення і зварювання металу. Якщо дозволяють розміри і форма деталі, то зварювання можна провадити одночасно з двох боків. В таких випадках потужність полум'я кожного пальника беруть 100 дм3/год ацетилену на 1 мм товщини металу.
Однією з властивостей міді, що утруднює зварювання, е її підвищена текучість в розплавленому стані. Тому при зварюванні міді не залишають зазора між кромками, намагаючись можливо щільніше підігнати їх одну до одної. При товщині листів понад 3 мм кромку скошують під кутом 45°. Притуплення кромок роблять таким, щоб воно дорівнювало 0,2 від їх товщини. Кромки перед зварюванням зачищають до металічного блиску або піддають травленню в розчині азотної кислоти з наступним промиванням у воді.
Розподіл тепла при зварюванні міді регулюють так, щоб дріт плавився трохи раніше кромок, покриваючи розплавленим металом кромки основного металу, коли вони тільки починають розплавлятися.
Для зменшення відведення тепла зварювані деталі зверху і знизу покривають листами азбесту.
Як присадний метал використовують дріт із чистої (електролітичної) міді, або із міді, що містить в собі до 0,2% фосфору і до 0,15—0,30% кремнію як розкислювачі. Іноді застосовують зварювання міді латунню, що містить до 0,05—0,25% марганцю і 0,1—0,5% заліза і має tпл = 895° С.
У зарубіжній техніці для зварювання міді застосовуються спеціальні присадні прутки (табл. 1).
Таблиця 1 Прутки для зварювання міді, застосовувані за рубежем
| Компоненти | Вміст трьох складів, % | ||
| № 1 | № 2 | № 3 | |
| Мідь | 98,5 | 99,0 | 99,35—98,65 |
| Нікель | 0,5 | — | — |
| Срібло | 1,0 | — | 0,5—1,2 |
| Олово | — | 0,5 | — |
| Сурма | — | 0,5 | — |
| Фосфор | — | — | 0,02—0,08 |
В Англії випускають для зварювання міді, сірого і ковкого чавуну латунні прутки складу, %: міді 57—63, кремнію 0,2—0,5, алюмінію 0,3, цинк — решта.
При зварюванні міді беруть дріт діаметром від 0,5 до 0,755 (S — товщина зварюваного металу, мм). Дріт діаметром більше 8 мм не застосовують.
Зварювання міді утруднюється також її здатністю в рідкому стані дуже розчиняти гази — кисень і водень і активно окислюватися киснем. Закис міді Сu2О, що утворюється при цьому, розміщується по границях зерен і робить мідь крихкою. Для зменшення окислення міді при зварюванні застосовують лише відновлювальне полум'я, ядро якого тримають майже під прямим кутом до кромок листів, на відстані 3—6 мм від поверхні ванни.
Для зменшення утворення закису міді і попередження появи гарячих тріщин зварювання провадять швидко, без перерв, суворо слідкуючи за збереженням відновного характеру полум'я. Застосовувати прихватки не слід. Зварювати виріб рекомендується в кондукторі, що допускає вільне переміщення кромок. Полум'я з надлишком ацетилену спричинює реакцію відновлення закису міді воднем і окисом вуглецю полум'я, в результаті чого в наплавленому металі утворюються пори і дрібні тріщини (так звана "воднева хвороба" міді).
Для розкислювання міді і видалення в шлак окислів, що утворюються при зварюванні, застосовують флюси, склад яких наведено в табл. 2.
Таблиця 2 Флюси для зварювання міді
| Компоненти | Вміст у флюсах за вагсго, % | |||
| № 1 | № 2 | № 3 | № 4 (паста) | |
| Бура плавлена технічна | 100 | 50 | 60—70 | 50 |
| Борна кислота | — | 50 | 10—20 | — |
| Кухонна сіль | — | — | 20—30 | — |
| Деревне вугілля | — | — | — | 20 |
| Кремнекислота | — | — | — | 15 |
| Кислий фосфорнокислий натрій | — | — | — | 15* |
* Знижує в'язкість шлаку і підвищує розчинність в ньому окислів. Так само діє і додаваний до флюсу вуглекислий калій.
Флюс №4 з кислим фосфорнокислим натрієм застосовують при зварюванні дротом, що не містить кремнію і фосфору як розкислювачів.
Флюсом у процесі зварювання міді посипають ванну, а також покривають кінець присадного прутка, ділянку зварюваного металу завширшки 40—50 мм з обох боків від осі шва і зворотні боки зварюваних листів. Флюс-паста наноситься на пруток і кромки зварюваного металу.
Склоподібні залишки флюсу видаляють промиванням шва 2%-ним розчином соляної (HNO3) або сірчаної (H2SO4) кислоти.
ВНДІавтогенмаш розробив для зварювання міді порошковий флюс складу, %: бури — 78, борної кислоти — 4, хлористого натрію — 13, двовуглекислого натрію — 5. Цей флюс має добру розкислювальну здатність. При зварюванні міді можна успішно користуватися і газоподібним флюсом ВНДІавтогенмашу марок БМ-1 і БМ-2.
Для подрібнення зерен наплавленого металу і підвищення щільності шов після зварювання проковують. Метал завтовшки до 5 мм проковують в холодному стані, а товщий — при температурі 200—300°С. Після проковування шов відпалюють при температурі 500—550°С, піддаючи потім швидкому охолодженню водою, що зберігає дрібнозернисту структуру і підвищує пластичність наплавленого і основного металу. Щоб запобігти утворенню тріщин, не можна виконувати проковування при температурі вищій 500°С, оскільки мідь при цих температурах стає крихкою.
При зварюванні технічної міді, яка містить до 0,025— 0,1% кисню у вигляді евтектики закис міді — мідь (3,6% Сu2О), що надає крихкості литому металу, проковка і відпал сприяють рівномірному розподілу евтектики, внаслідок чого підвищується міцність і в'язкість, зменшується червоноламкість.
Похожие работы
... , при зварюванні у вуглекислому газі завжди нижче, ніж при газовому і ручному дуговому зварюванні. Тому для зварювання обічайки використовується напівавтоматичне зварювання в СО2. Режими зварювання Режимом зварювання називається сукупність характеристик зварювального процесу, що забезпечують здобуття зварних з'єднань заданих розмірів, форм і якості. При всіх дугових способах зварювання такими ...
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах. 2.1.1 Технологія зварювання вугільними і графітовим електродом Вугільні електроди складаються з аморфного електротехнічного вугі ...
... і вирізаються, при цьому виконують виявлення і усунення причин браку. Якщо причиною браку виявляється низька кваліфікація зварника, то його звільняють від роботи. 5.3 Технологія будівництва поліетиленовими газопроводами з висвітленням технології зварювання поліетиленових труб в розтруб Для з'єднання труб І деталей з поліетилену низького тиску застосовують контактне теплове зварювання у стик ...
0 комментариев