Федеральное агентство железнодорожного транспорта
Федеральное государственное образовательное учреждение
Среднего профессионального образования
Пензенский техникум железнодорожного транспорта
Контрольная работа
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ УЗЛОВ И ДЕТАЛЕЙ
Принял преподаватель
Выполнил студент
2009
Содержание
Вопрос № 1: Опишите наиболее распространенные методы неразрушающего контроля в вагонном хозяйстве. Их достоинства и недостатки
Вопрос № 2: Акустический вид неразрушающего контроля
Вопрос № 3: Диагностирование электроаппаратов, цепей и преобразователей
Литература
Вопрос № 1: Опишите наиболее распространенные методы неразрушающего контроля в вагонном хозяйстве. Их достоинства и недостатки
Наиболее распространенными дефектами в нагруженных деталях подвижного состава являются усталостные трещины, которые, как правило, развиваются постепенно и в начале развития могут быть совершенно незаметны. Иногда они появляются в недоступных для осмотра местах. Характерным примером являются усталостные трещины, возникающие в осях колесных пар под ступицами напрессованных на них колес или под кольцами роликовых подшипников.
Появление усталостных дефектов с возможностью разрушения элементов ставит под угрозу безаварийную эксплуатацию подвижного состава. Для обнаружения дефектов в изделиях с помощью методов неразрушающего контроля промышленность выпускает специальные приборы дефектоскопы. В вагоностроении и вагонном хозяйстве наибольшее распространение получили следующие методы неразрушающего контроля: визуальный, капиллярный (проникающих жидкостей), магнитный, электроиндукционный (вихревой), ультразвуковой, гамма-лучевой (проникающих излучений).
Визуальному осмотру подвергается вся поверхность боковых рам и надрессорных балок. При этом особое внимание следует обратить на места, где датчиком был подан сигнал, и на качество очистки зон повреждаемости деталей. При наличии загрязнений указанные зоны необходимо очистить скребками или металлической щеткой. Грубые дефекты можно определить по изменению цвета и растрескиванию краски. Для уточнения наличия дефекта используется лупа с 4-8-кратным увеличением и переносная лампа.
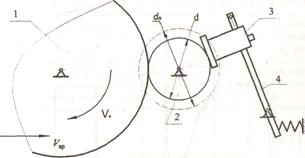
Принцип действия вихретоковых дефектоскопов основан на возбуждении в контролируемом изделии вихревых токов с помощью вихретокового преобразователя. В качестве преобразователя обычно используются индуктивные катушки, по которым пропускается переменный или импульсивный ток, создающий вокруг катушки электромагнитное поле. При установке преобразователя на металлическую поверхность магнитное поле катушки вызывает в поверхностном слое металла вихревые токи в виде концентрических окружностей, максимальный диаметр которых примерно равен диаметру катушки. Вихревые токи создают собственное (вторичное) магнитное поле, которое воздействует на параметры преобразователя. По характеру этого воздействия можно судить о состоянии поверхностного слоя контролируемой детали, в том числе о наличии трещины.
Методы проникающих жидкостей основаны на способности жидкостей проникать в мельчайшие трещины и задерживаться в них при удалении жидкости с поверхности. В состав проникающих жидкостей чаще всего входит керосин. При люминесцентном методе в керосин добавляют масло МС-20 или МК-22 (10-15%), обладающее способностью светиться (люминесцировать) в темноте при ультрафиолетовом облучении. Для повышения эффективности дефектации применяют комбинированные методы, например магнитно-люминесцентный. При этом методе проверяемую деталь намагничивают на магнитном дефектоскопе, смачивая в водной суспензии железного крокуса с добавлением люминофора. После смачивания деталь осматривают под ультрафиолетовыми лучами. Если на поверхности имеется трещина проникающий в нее раствор ярко светится, обнаруживая имеющие дефекты. Метод позволяет определить очень тонкие трещины и волосовины в материале деталей. По окончании проверки деталь размагничивают и промывают.
Магнитографический метод контроля основан на фиксации рассеяния магнитных потоков с помощью ферромагнитной ленты, обычно применяемой для магнитной звукозаписи. Процесс контроля состоит в следующем: производится намагничивание диагностируемой детали и
записывается рассеяние полей, возникшее в месте дефекта; воспроизводятся и расшифровываются "записанные" поля с целью выявления имеющихся дефектов. Особенно эффективен магнитографический метод при контроле сварных швов. Необходимо учитывать, что наиболее эффективно выявление дефектов происходит при намагничивании постоянным током так, чтобы магнитный поток располагался под прямым углом к оси предполагаемого дефекта. Однако этот метод недостаточно чувствителен к выявлению дефектов округлой формы, таких как непровары, шлаковые включения и т.д. В связи с этим для диагностирования особо ответственных деталей магнитографический метод дублируют другими способами контроля. Электроиндуктивный метод основан на том, что в детали индуктируются вихревые токи, значения которых зависят как от электротехнических качеств ее материала, так и от имеющихся поверхностных (подповерхностных) трещин, пустот, нетокопроводящих включений.
В качестве датчиков применяют измерительные катушки индуктивности различных типов. Кроме обнаружения дефектов, этот метод применяют для измерения толщины покрытий, листовых материалов и труб.
В вагонном хозяйстве широкое распространение получил ультразвуковой метод. Этот метод контроля основан на способности ультразвуковых колебаний распространяться в материале на большие расстояния в виде направленных пучков и испытывать значительное отражение от границы раздела двух сред, резко отличающихся величиной волнового сопротивления. Так ультразвуковые колебания почти полностью отражаются от места расположения дефекта (трещины, газового пузыря и др.). Наибольшее распространение в вагоностроении и вагонном хозяйстве получили следующие виды ультразвукового контроля: резонансный, теневой, эхо-метод, импедансный, свободных колебаний.
Резонансный метод используется для измерения толщины труб, листов,
стенок резервуаров, а также для определения уровня жидкости в закрытых резервуарах. Этот метод основан на возбуждении резонансных колебаний в контролируемом месте детали. Резонанс наступает в том случае, если толщина детали равна целому числу полуволн ультразвуковой волны. Следовательно, генератор ультразвуковых колебаний (УЗК) должен иметь регулируемую частотную характеристику.
Теневой метод, или метод сквозного прозвучивания, предусматривает ввод УЗК с одной стороны детали и прием волн с другой. Таким образом, УЗК как бы "просвечивают" деталь; если на пути их распространения встретится дефект, то величина их существенно уменьшится. Эксперименты показывают, что чувствительность теневого метода достигает величин порядка десятых долей миллиметра.
Эхо-метод основан на фиксации отраженных от дефекта волн УЗК (эхо-сигнал). Следовательно, в деталь вводится импульс УЗК и измеряется отраженный сигнал. Этим методом обычно выявляют нарушения сплошности материала.
Импедансный метод использует принцип механического сопротивления (импеданса). Если в контролируемом изделии возбуждать упругие колебания, то изделие будет "оказывать сопротивление", величина которого определяется в первую очередь жесткостью всего изделия. При проходе датчика генерирующего УЗК через дефект сопротивление резко уменьшается, что фиксируется измерительным устройством.
Метод свободных колебаний, заключается в том, что если механическую систему привести в колебание импульсом УЗК, то закономерности свободных затухающих колебаний будут определяться только параметрами самой системы. Анализируя эти колебания, устанавливают наличие дефекта. Метод проникающих излучений использует способность электромагнитных излучений с длинной волны от 10 до 1х10-3А (1х10-10м) и разной энергии квантов проникать в различные среды, при этом снижая свою интенсивность
в зависимости от свойств среды. Изменение интенсивности прохода излучения через деталь регистрируется соответствующими счетчиками, фотопленкой и т.д. В качестве излучений широко используют рентгеновские или гамма-лучи. Эти методы позволяют контролировать целостность стальных деталей толщиной до 150 мм при чувствительности около 3-10% проверяемой толщины.
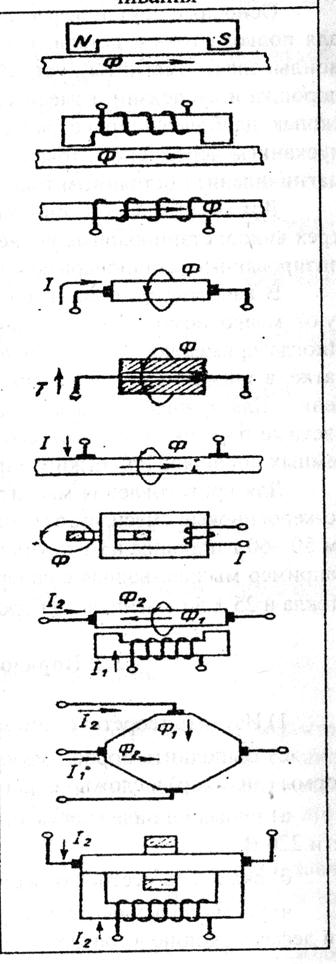
Индукционный метод осуществляется с применением катушки индуктивности, перемещаемой относительно намагниченного объекта контроля. В катушке наводится электродвижущая сила соответственно характеристикам полей дефектов.
Контроль течеискателем основан на регистрации утечки индикаторных жидкостей или газов через сквозные дефекты в контролируемом изделии. Этот метод применяется при проверке трубопроводов, тормозных воздушных резервуаров, газовых баллонов и т.п. Утечки можно обнаружить по падению
давления в сосуде, по шипению вытекающего газа лакмусовым индикатором или галоидной лампой.
Для обнаружения дефектов в диэлектрических покрытиях электропроводящих объектов в некоторых случаях применяют электроискровой метод. Наличие дефектов в покрытиях фиксируют по электрическим пробоям в дефектной зоне.
В электропроводящих объектах дефекты могут быть обнаружены измерением электрического сопротивления какого-либо участка. При наличии трещины происходит сужение площади сечения, через которую проходит ток, что ведет к возрастанию его электрического сопротивления. Недостаток электроискрового метода - необходимость стабильного контакта контролируемого объекта с токопроводящими щупами.
Оптический метод контроля применяют для измерения геометрических размеров изделий, контроля состояния поверхности и обнаружения поверхностных дефектов. При освещении контролируемой поверхности можно обнаружить невооруженным глазом трещины шириной 0,1 мм, а с помощью увеличительных приспособлений - 30 мкм. Недостаток оптического контроля - необходимость высококачественной очистки контролируемой поверхности. Тепловой метод контроля основан на регистрации температурных различий отдельных участков контролируемого объекта. При этом объект может быть нагрет внешними источниками тепла или собственными. Различие температур на отдельных участках обусловлено формой объекта, материалом, а также наличием дефектов. Регистрация излучений температурного распределения осуществляется обычно приемниками инфракрасных лучей. Благодаря высокой чувствительности таких приемников контроль можно осуществлять на значительных расстояниях от объекта. Для контроля целостности сварных швов, соединений, прочности резервуаров и трубопроводов в вагонном хозяйстве широко используют испытание конструкций при действии гидравлического или пневматического давления. Гидравлическому испытанию подвергают котлы цистерн, воздушные резервуары автотормозов, котлы парового и водяного отопления и др. Испытания проводят после изготовления, периодических видов ремонта, особенно если производились сварочные работы по устранению трещин или других дефектов. Испытания проводят двумя методами: путем заполнения резервуаров водой и контроля его целостности проверкой при повышенном давлении. Обнаруженные места тени обводят мелом и временно подчеканивают для прекращения тени. После доведения давления в котле до установленного значения его выдерживают под этим давлением в течение 15 мин (не менее). За время испытания сварные соединения (заклепочные) и весь котел тщательно осматривают и обстукивают легкими ударами ручного молотка. Все выявленные при испытании дефекты после снятия гидравлического давления и слива воды необходимо устранить и провести повторное испытание.
Вопрос № 2: Акустический вид неразрушающего контроляВ настоящее время трудно найти отрасль хозяйства России, где бы не применялся акустический вид НК. Состоящий из множества методов, в основу которых положено свойство акустических колебаний проникать в глубь материалов и отражаться от раздела двух сред, он нашел широкое применение при контроле изделий из различных материалов пластмасс, бетона, металлов и т.д. Широкий спектр деталей железнодорожного подвижного состава (оси локомотивов и вагонов, бандажи и цельнокатаные колеса, коленчатые валы дизелей и компрессоров, детали тяговых передач локомотивов. .) контролируется акустическими методами. На их долю приходится 35-40% общего объема операций неразрушающего контроля, выполняемых при изготовлении и ремонте подвижного состава. Применение системы акустических методов НК наряду с другими позволило обеспечить безопасность движения на железнодорожном транспорте.
Реальностью становится применение бесконтактных методов акустического контроля с использованием электромагнитоакустических преобразователей. Из года в год расширяется спектр практического применения упругих волн ультразвукового диапазона в диагностике, толщинометрии, структуроскопии, а также при выполнении технологических операций: ультразвуковой очистке, контроле сварных швов, пайке и др.
Методы акустического неразрушающего контроля подразделяют на две группы: активные и пассивные.
Активные методы основаны на излучении и приеме волн, а пассивные только на приеме волн, источником которых служит сам объект контроля.
Активные методы делят на методы прохождения, отражения, комбинированные, импедансные и методы собственных частот (всего их 19).
Методы прохождения используют излучающие и приемные преобразователи.
В их основу положен анализ сигналов, прошедших через контролируемый объект. К методам прохождения относят: амплитудно-теневой метод, основанный на регистрации уменьшения амплитуды волны, прошедшей через объект контроля, вследствие наличия в нем дефекта; временной теневой метод, основанный на регистрации запаздывания импульса, вызванного увеличением его пути в изделии при огибании дефекта; велосимметрический метод, основанный на регистрации изменения скорости распространения дисперсионных мод упругих волн в зоне дефекта.
К методам отражения относятся: эхо-метод, основанный на регистрации эхо-сигналов от дефекта; эхо-зеркальный метод, основанный на анализе сигналов, испытавших зеркальное отражение от донной поверхности и дефекта; дельта-метод; дифракционно-временной метод, в основу которого положено измерение амплитуды и времени прихода сигналов от верхнего и нижнего концов дефекта; реверберационный метод, основанный на анализе влияния дефекта на время затухания многократно отраженных ультразвуковых импульсов в контролируемом объекте.
В комбинированных методах используются явления как прохождения, так и отражения акустических волн. К ним относятся:
зеркально-теневой метод, основанный на измерении амплитуды донного сигнала; эхо-теневой метод, в основу которого положен анализ как прошедших, так и отраженных волн; эхо-сквозной метод, при котором фиксируют сигналы многократного отражения волн от дефекта и испытавших также отражение от верхней и нижней поверхности изделия.
Методы собственных частот основаны на измерении этих частот (спектров) колебаний контролируемых объектов при возбуждении в изделиях свободных (при воздействии механического импульса) колебаний и вынужденных колебаний (при воздействии гармонической силы меняющейся частоты).
Различают интегральные и локальные методы, В интегральных методах анализируют собственные частоты изделия, колеблющегося как единое целое, в локальных колебания отдельных его участков. Акустико-топографический метод основан на возбуждении в изделии интенсивных изгибных колебаний непрерывно меняющейся частоты, возбуждаемых преобразователем, и регистрации распределения амплитуд колебаний с помощью наносимого на поверхность порошка.
Импедансные методы используют зависимость импедансов изделий при их упругих колебаниях от параметров этих изделий и наличия в них дефектов. При этом используют изгибные и упругие продольные волны, возбуждаемые стержневыми и плоскими преобразователями.
Метод контактного импеданса, применяемый для контроля твердости, основан на оценке механического импеданса зоны контакта алмазного индентора стержневого преобразователя, прижимаемого к контролируемому изделию с постоянной силой.
Пассивные акустические методы основаны на анализе упругих колебаний волн, возникающих в самом контролируемом объекте.
Входит в практику НК пассивный метод акустической эмиссии (надрессорные балки, боковые рамы тележек грузовых вагонов, котлы железнодорожных цистерн), позволяющий выявлять зарождающиеся дефекты и прогнозировать остаточный ресурс деталей, проработавших уже более нормативного срока службы.
Из рассмотренных акустических методов контроля наибольшее применение получил эхо-метод (более 90% объектов, контролируемых акустическими методами, проверяют эхо-методом). Этот метод используется для дефектоскопии поковок, отливок, сварных соединений, неметаллических материалов, в толщинометрии, при определении физико-механических свойств материалов. Зеркально-теневой метод применяют для выявления дефектов, ориентированных перпендикулярно поверхности ввода.
Эхо-зеркальный и эхо-теневой методы в варианте "тандем" используют для выявления вертикальных трещин и непроваров при контроле сварных соединений, дефектов округлой формы.
Теневой метод применяют для автоматического контроля изделий простой формы, для контроля изделий с большим уровнем реверберационных шумов, дефектоскопии многослойных конструкций и изделий из слоистых пластиков, при исследовании физико-механических свойств материалов с большим затуханием и рассеянием акустических волн.
Локальный метод вынужденных колебаний применяют для измерения малых трещин при одностороннем доступе.
Интегральный метод вынужденных колебаний используют для определения модуля упругости материала по резонансным частотам продольных, изгибных или крутильных колебаний при разрушающих испытаниях.
Реверберационный, импедансный, велосимметрический, акустико-топографический методы и локальный метод свободных колебаний используют в основном для контроля многослойных конструкций. Вибрационно-диагностический и шумодиагностический методы служат для диагностики работающих механизмов.
Вопрос № 3: Диагностирование электроаппаратов, цепей и преобразователейЭлектрическое оборудование пассажирских и рефрижераторных вагонов являются важнейшей подсистемой подвижного состава, так как обеспечивает функционирование большинства других подсистем. Анализ различных конструкций электрооборудования вагонов показывает, что все они включают следующие блоки: источники электроэнергии, потребители, пускорегулирующие, защитные и распределительные устройства, приборы автоматики и дистанционного управления, электрические магистрали и линии. Наиболее полное функциональное диагностирование электрооборудования вагонов проводится на вагоноремонтных заводах. Диагностирование напряжений и токов срабатывания и отпускания реле, контакторов и электромагнитных вентилей проводится следующим образом. Обмотка аппарата запитывается от источника напряжения. При контроле напряжений отпускания источник работает в режиме понижения напряжения, начиная с номинального рабочего. Изменение напряжения прекращается по сигналу о переключении (замыкании или размыкании) одного из рабочих контактов аппаратов. Этот же сигнал является командой на начало контроля напряжения на выходе источника. Контроль токов срабатывания и отпускания ведется аналогично, но измеряется падение напряжения на включенном последовательно с обмоткой калиброванном резисторе.
Контроль отсутствия короткозамкнутых витков обмоток аппаратов, емкости конденсаторов и индуктивности проводят путем пропуска через обмотку импульсов напряжения прямоугольной формы амплитудой, например 25±2,5 В, длительностью 20-320 мкс, в зависимости от объекта диагностирования, и периодом следования 20 мс. Длительность фронта и спада импульсов должна быть не более 2 мкс. Импульсное напряжение на выходе обычно преобразуется в постоянное напряжение и направляется на измеритель.
Литература
1. Неразрушающий контроль в вагонном хозяйстве. Д.А. Мойкин.
2. Дефектоскопия деталей локомотивов и вагонов. Ф.В. Левыкин.
3. Современные методы технической диагностики и неразрушающего контроля деталей и узлов подвижного состава железнодорожного транспорта. Криворудченко В.Ф., Ахмеджанов Р.А.
4. Технология ремонта вагонов. Б.В. Быков, В.Е. Пигарев.
Похожие работы

... его работы исправному техническому состоянию), наличия дефекта (определение места, типа и вида дефекта, причин его возникновения). Системы технического диагностирования разделяются также на общие (для оценки технического состояния сборочных единиц и деталей), функциональные в процессе эксплуатации вагонов, тестовые (когда на ПС или сборочную единицу воздействуют СТД) и комбинированные ( ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...

... генерального директора — главный инженер ОАО «Научно-исследовательский институт технологии, контроля и диагностики железнодорожного транспорта», кандидат технических наук В.Л. ЛАЗАРЕВ, главный конструктор Проектно-конструкторского бюро локомотивного хозяйства ОАО «РЖД» Н.Ю. ИЛЬЮЩЕНКОВА, начальник сектора неразрушающего контроля Проектно-конструкторского бюро вагонного хозяйства ОАО «РЖД» На ...
... , внедрение прогрессивного оборудования, повышение эффективности методов контроля качества металла, активное внедрение комплексной системы управления качеством продукции, постоянное повышение трудовой, производственной и исполнительской дисциплины. Неразрушающий контроль качества методами дефектоскопии Дефектоскопия–комплекс методов и средств неразрушающего контроля материалов и изделий с ...
0 комментариев