Выбор микроконтроллера
Выбор видео декодера
Выбор стабилизатора напряжения
Выбор микросхемы памяти
РАЗРАБОТКА ПЕЧАТНОГО УЗЛА
Определим диаметр контактных площадок
Расчет вибропрочности
Расчет показателей надежности
ПРОЕКТИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ В САПР P-CAD
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Электрохимический метод
Комбинированный метод
ТЕХНОЛОГИЯ ПОВЕРХНОСТНОГО МОНТАЖА
Установка компонентов на плату
Пайка SMT компонентов
Вредные и опасные вещества, выделяющиеся и использующиеся при пайке
Электробезопасность
Расчеты параметров СГ
Расчеты сметы затрат
Навигация
Установка компонентов на плату
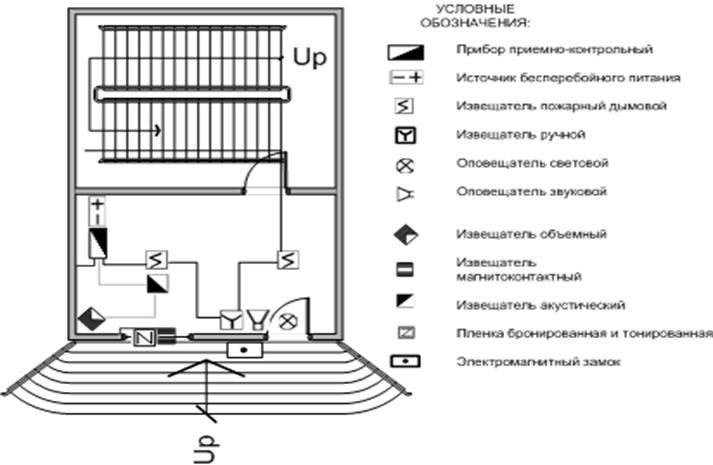
Автомобильная система видеонаблюдения
105877
знаков
13
таблиц
15
изображений
10.2 Установка компонентов на плату
Традиционные компоненты, монтируемые в отверстия, являются наиболее узким местом в процессе установки их на печатную плату. Это практически полностью исключает возможность автоматизации процесса. Гораздо проще и быстрее автоматизировать процесс установки поверхностно монтируемых компонентов.
Машины для автоматической установки работают по трем основным принципам:
· поочередная установка компонентов;
· поочередно-одновременная установка компонентов;
· одновременная установка компонентов;
В аппаратах поочередной установки один компонент все время устанавливается одной или двумя установочными головками. Поочередная установка, также может проводиться при помощи револьверной головки. В поочередно-одновременной установке несколько компонентов может быть установлено одновременно. Установочные машины одновременного типа, устанавливают все или возможно-большее количество компонентов за один раз.
Поочередные и поочередно-одновременные машины, также называются последовательными и их основное преимущество в гибкости настройки. Если машина поочередной установки оснащена револьверной головкой, скорость установки компонентов на печатную плату значительно возрастает. Эти машины могут устанавливать компоненты нескольких типов. Место установки компонента может быть легко изменено, а точность установки достаточно высока.
Машины одновременной установки компонентов значительно производительней. Скорость установки компонентов может достигать 300000 компонентов в час, однако эти машины не так просты и гибки в настройке. Если для изменения места установки компонента в машинах поочередного и поочередно-одновременного типа достаточно изменить программы, то для машины одновременной установки требуются значительные более сложные механические изменения. Поэтому, эти машины используются для особо больших партий изделий.
10.3 Нанесение припойной пасты
Для крепления компонентов на печатную плату используется метод нанесения припойной пасты. Это наиболее широко используемый метод установки компонентов. В этом методе, припойная паста наносится непосредственно на контактные площадки печатной платы.
Припойные пасты представляют собой смесь мелкодисперсного порошка материала припоя со связующей жидкой основой. При этом содержание порошка припоя составляет приблизительно 88 % от веса всей смеси (обычно этот показатель меняется в пределах от 85 до 92 %). Однако чаще всего состав припойных паст выражают через соотношение ингредиентов материала припоя. Так, например, 63/37 означает содержание в составе материала припоя 63 % олова и 37 % свинца, а 62/36/2 – 62 % олова, 36% свинца и 2 % серебра. Оба этих состава используются для приготовления припойных паст в SMT.
Флюс в составе припойных паст служит для активации контактируемых металлических поверхностей, удаления с них окислов и предотвращения окисления припоя в процессе пайки (что необходимо для создания паяного соединения). Флюс обеспечивает требуемую растекаемость (реологию), а также изменение вязкости со временем (тиксотропность) при нанесении припойной пасты на коммутационную плату. Если состав припойной пасты имеет недостаточную вязкость, она будет растекаться, или "расползаться", что, несомненно, приведет к потере точности рисунка, обеспечиваемой трафаретом, а это в свою очередь может послужить причиной образования шариков припоя или перемычек в процессе пайки.
Промежуток времени между нанесением припойной пасты на коммутационную плату и процессом пайки является еще одним фактором, который нужно учитывать при выборе пасты. Длительный промежуток времени может привести к ухудшению электрофизических параметров пасты. Припойная паста не должна ухудшать свои параметры не только в условиях термообработки при повышенной температуре, но и в условиях циклического воздействия температуры, которым подвергается плата как в процессе пайки, так и на других этапах изготовления изделия.
Наиболее важным в массовом производстве печатных плат, является метод трафаретного нанесения припойной пасты (рис.3.7.), в котором паста продавливается через трафарет (окна) на контактные площадки печатной платы. Припойная паста уже содержит в себе и припой, и флюс, а их пропорция одна из важных характеристик пасты. Материалом трафарета может быть как сплав никеля, так и нержавеющая сталь. Отверстия в трафарете обычно прорезаются лазером или протравливаются. В массовом производстве этот метод эффективен, но не гибок, так как свой собственный трафарет (причем несколько) требуется для каждой платы. Гибкость достигается только за счет быстрой смены трафарета и автоматического распределения пасты.
При проведении скребком по поверхности трафарета припойная паста продавливается сквозь отверстия в трафарете на контактные площадки. Наиболее важной фазой этого процесса является продвижение пасты вдоль поверхности трафарета, она должна продвигаться с правильной силой, углом и скоростью. Больше половины ошибок всего процесса сборки печатных плат приходятся именно на процесс нанесения припойной пасты. Преимуществом метода трафаретного нанесения припойной пасты является то, что паста может быть нанесена слоем до 300 мкм с очень высокой точностью.

Рис. 10.3.1. – Нанесение припойной пасты
Похожие работы
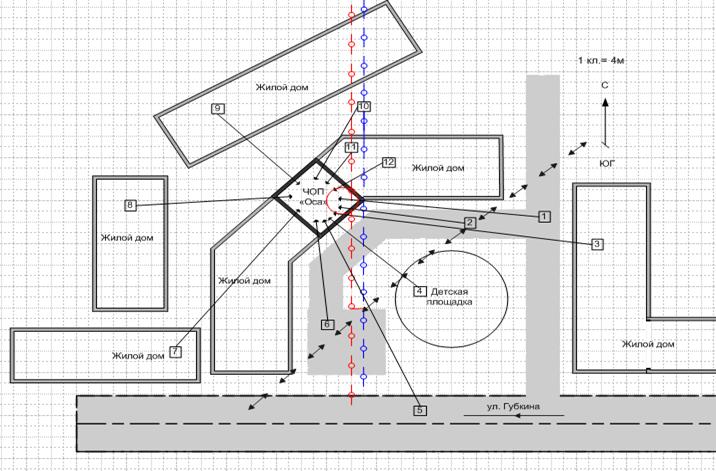
... эта система будет неполной без интегрирования с ней системы видеонаблюдения, которая обеспечит визуальный просмотр времени и попыток несанкционированного доступа к информации и обеспечит идентификацию личности нарушителя. 2.4 Разработка системы видеонаблюдения объекта защиты Целевыми задачами видеоконтроля объекта защиты является: 1) обнаружение: - общее наблюдение за обстановкой; - ...
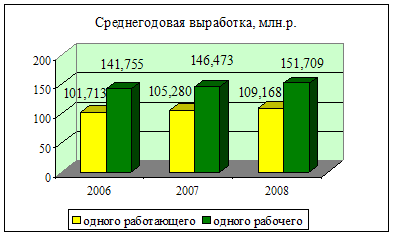
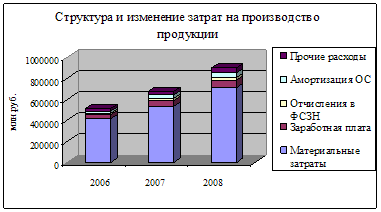
... среды 165 254 350 1,2 1,2 1,3 0,1 0,1 Прочие расходы 80 89 150 0,6 0,4 0,6 -0,1 0,1 Всего 14 200 20 603 26 230 100 100 100 3 ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЕ МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ СЕБЕСТОИМОСТИ ПРОДУКЦИИ 3.1 Совершенствование управлением затратами с применением системы учета «директ-костинг» Цель управления отдельными затратами и в целом себестоимостью ...
... для организации обслуживания населения пассажирским автомобильным транспортом, призвана: 1) обеспечение удовлетворения потребностей населения в транспортных услугах, отвечающих требованиям безопасности дорожного движения; 2) повышение уровня качества транспортных услуг; 3) оптимизации системы транспортного обслуживания. При проведении анализа государственной целевой программы «Развитие ...

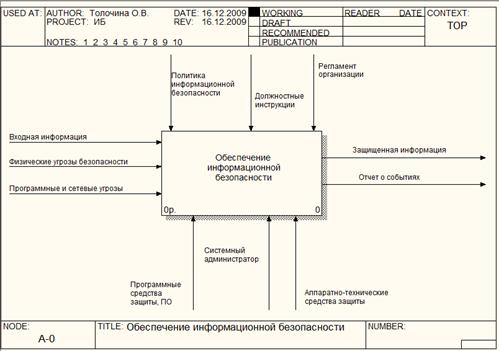
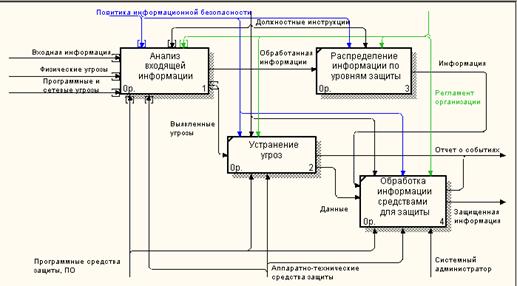
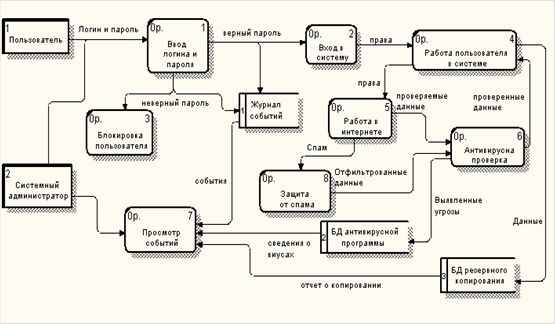
... предприятия при нарушении безопасности информации и ликвидации последствий этих нарушений; · создание и формирование целенаправленной политики безопасности информации предприятия. 2.3 Мероприятия и средства по совершенствованию системы информационной безопасности Для выполнения поставленных целей и решению задач необходимо провести мероприятия на уровнях информационной безопасности. ...
0 комментариев