ОБЩИЕ ПОЛОЖЕНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ В ГАЛЬВАНИЧЕСКОМ ЦЕХЕ
ТРЕБОВАНИЯ К ПЕРСОНАЛУ И ПРИМЕНЕНИЮ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Работники должны быть обучены правилам пользования средствами индивидуальной защиты и способам проверки их исправности
ВЕНТИЛЯЦИЯ ГАЛЬВАНИЧЕСКОГО ЦЕХА
РАСЧЁТ БОРТОВОГО ОТСОСА
ОЧИСТКА СТОЧНЫХ ВОД ГАЛЬВАНИЧЕСКОГО ЦЕХА
Навигация
ОБЩИЕ ПОЛОЖЕНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ В ГАЛЬВАНИЧЕСКОМ ЦЕХЕ
Анализ условий труда работников гальванического производства
54604
знака
2
таблицы
3
изображения
2. ОБЩИЕ ПОЛОЖЕНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ В ГАЛЬВАНИЧЕСКОМ ЦЕХЕ
2.1 ОВПФ ПРИ НАНЕСЕНИИ МЕТАЛЛОПОКРЫТИЙ
Таблица 1.Перечень опасных и вредных производственных факторов при нанесении металлопокрытий
| Операция или процесс | ОВПФ |
| Подготовка поверхности деталей перед нанесением металлопокрытий | |
| Шлифование и полирование | Металлическая пыль пасты на основе оксида хрома |
| Гидропескоструйная обработка | Растворы нитрата натрия или хромпика |
| Дробеструйная обработка | Металлическая пыль |
| Подводное полирование | Горячий мыльный раствор: эмульсия гашеной извести; пары серной кислоты, калиевого хромпика |
| Галтовка | Брызги раствора кальцинированной соды, калиевого хромпика |
| Виброабразивная обработка | То же |
| Обезжиривание | |
| органическими растворителями | Пары органических растворителей Пары каустической соды |
| щелочными растворителями | Пары щелочных растворов, брызги щелочей |
| электрохимическое | |
| Активация | Пары серной и соляной кислот, брызги кислот |
| Травление: | |
| химическое | Пары серной, соляной и азотной кислот, оксид азота. Повышенный уровень ультразвука |
| катодное | Фторид водорода, пары соляной, серной и азотной кислот, оксид азота |
| анодное | Пары серной и фосфорной кислот, хромового ангидрида, брызги кислоты |
| Химическое полирование | Пары хромового ангидрида, серной, соляной и ортофосфорной кислот, оксид азота |
| Электрохимическое | Пары хромового ангидрида, серной, ортофосфорной кислот, |
| полирование | оксиды азота |
| Ультразвуковое Удаление окисных пленок, загрязнений | Брызги щелочных растворов. Повышенный уровень ультразвуков Электромагнитное излучение |
| Приготовление растворов кислот и щелочей | |
| Приготовление растворов кислот и щелочей | Пары кислот, фторид и хлорид водорода, растворы щелочей |
| Нанесение металлопокрытий. Электрохимический способ | |
| Цинкование в электролитах: | |
| кислых | Пары кислот |
| цианистых | Синильная кислота, цианистые соединения |
| аммиакатных | Соединения цинка, аммиак |
| цинкатных | Соединение цинка |
| Кадмирование в электролитах: | |
| кислых | Кислота борофтористо-водородная |
| Пары щелочи и синильной кислоты | |
| цианистых | Брызги щелочи и кислоты |
| Лужение в электролитах: | |
| кислых | Соединения олова, пары серной кислоты |
| щелочных | Пары щелочей, брызги щелочей |
| Свинцевание | Соединения свинца, пары борофтористо-водородной и кремнефтористо-водородной кислот |
| Меднение в электролитах: | |
| цианистых | Соединения меди, цианистые соединения, синильная кислота |
| нецианистых щелочных | Пары и брызги щелочи |
| нецианистых кислых | Пары серной, борофтористо-водородной, кремнефтористо-водородной кислот; брызги электролита |
| Никелирование | Брызги электролита |
| Хромирование | Пары хромового ангидрида, пары и брызги серной кислоты |
| Железнение | Пары соляной кислоты, аммиак |
| Серебрение в цианистых электролитах | Брызги солей серебра, цианистые соединения, пары синильной кислоты |
| Золочение в цианистых электролитах | Пары синильной кислоты |
| Палладирование | Аммиак |
| Родирование | То же |
| Химический способ | |
| Меднение | Пары кислот, аммиак, брызги электролита |
| Никелирование | Соединения никеля, пары аммиака, кислот |
| Серебрение | Аммиак, пары серной кислоты |
| Анодное окисление | Пары серной, щавелевой, фосфорной кислот, бихроматов, аммиак |
| Оксидирование черных металлов | Оксиды азота, пары щелочей и фосфорной кислоты, брызги щелочей, нитритные соли |
| Оксидирование алюминия и его сплавов | Пары хромовых соединений, щелочей или фторид водорода |
| Оксидирование магния и его сплавов | То же |
| Хроматирование | Пары кислот, оксиды азота, соединения хрома, брызги кислот |
| Фосфатирование черных металлов | Пары фосфорной кислоты, фторид водорода, соединение цинка |
| Фосфатирование цветных металлов | Фторид водорода, соединения цинка, соли азотной и азотистой кислоты |
| Физические способы | |
| Горячий способ: | |
| лужение | Пары аммиака, оксиды олова; брызги расплава олова |
| сплавом олово- свинец | Пары и оксиды олова и свинца |
| цинкование | Пары оксидов цинка |
| Диффузионный способ: | |
| цинкового | Цинковая пыль |
| кремниевого | Кремниевая пыль |
| алюминиевого | Пыль алюминиевая и его оксидов |
| Металлизационный способ нанесения покрытий: | |
| цинкового | Повышенная запыленность металлической пылью |
| кадмиевого | То же |
| алюминиевого | » |
| свинцового | » |
| оловянного | » |
| никелевого | » |
| медного | » |
2.2 ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
2.2.0.1. Требования безопасности труда следует соблюдать:
- при приготовлении электролитов и растворов;
- при подготовке поверхности перед нанесением покрытий;
- при нанесении покрытий.
2.2.0.2. Нанесение всех видов металлопокрытий на всех стадиях производства должно соответствовать требованиям ГОСТ 12.1.010, ГОСТ 12.3.002, Межотраслевых правил по охране труда при использовании химических веществ и настоящих Правил.
2.2.0.3. Безопасность технологических процессов нанесения металлопокрытий должна быть обеспечена:
- автоматизацией и герметизацией процессов, являющихся источником опасных и вредных производственных факторов;
- механизацией и автоматизацией ручного труда;
- заменой токсичных и горючих веществ нетоксичными и негорючими веществами;
- устранением непосредственного контакта работников с веществами и растворами, оказывающими вредное воздействие на организм человека;
- использованием автоматизированных методов определения концентрации веществ 1-го класса опасности в воздухе рабочей зоны;
- использованием блокировочных устройств и средств световой и звуковой сигнализаций при нарушениях технологического процесса;
- своевременным удалением и обезвреживанием отходов производства, являющихся источниками опасных и вредных производственных факторов.
2.2.0.4. При нанесении металлопокрытий необходимо учитывать следующие опасные и вредные производственные факторы:
- повышенное содержание пыли в воздухе рабочей зоны;
- повышенную загазованность парами вредных химических веществ;
- токсическое, раздражающее, канцерогенное воздействие веществ (кислот и щелочей, электролитов и растворов) на организм работника;
- повышенную влажность воздуха;
- повышенный уровень шума и вибрации;
- повышенный уровень ультразвука;
- опасный уровень напряжения в электрической цепи, которая может замкнуться через тело человека;
- повышенный уровень статического электричества;
- повышенную температуру поверхности изделия и оборудования;
- пожаровзрывоопасность;
- движение частей механизмов и машин;
- разлет частиц абразивных материалов;
- физические нагрузки работника, сопровождающиеся повышенными затратами его энергии.
2.2.0.5. Содержание вредных веществ в воздухе рабочей зоны не должно превышать предельно допустимых концентраций (ПДК), установленных ГОСТ 12.1.005, ГН 2.2.5.686 и ГН 2.2.5.687.
2.2.0.6. Уровни шума на рабочих местах не должны превышать допустимых уровней, установленных ГОСТ 12.1.003 и ГН 2.2.4/2.18.562.
2.2.0.7. Уровни вибрации на рабочих местах не должны превышать величин, установленных ГОСТ 12.1.012 и ГН 2.2.4/2.1.566.
2.2.0.8. Уровни ультразвука на рабочих местах не должны превышать величин, установленных ГОСТ 12.1.001, ГОСТ 12.2.051, СанПиН 2.2.4/2.1.8.582, Санитарными правилами и нормами при работе на промышленных ультразвуковых установках.
2.2.0.9. Напряжения прикосновения и токи, протекающие через тело работника при работе электроустановок, не должны превышать норм, установленных ГОСТ 12.1.038.
2.2.0.10. Напряженность электростатического поля на рабочих местах не должна превышать норм, установленных ГОСТ 12.1.018, Санитарно-гигиенических норм допустимой напряженности электростатического поля.
2.2.0.11. Микроклимат производственных помещений должен соответствовать требованиям ГОСТ 12.1.005 и СанПиН 2.2.4.548.
2.2.0.12. При проведении технологических процессов нанесения металлопокрытий должны выполняться требования пожарной безопасности в соответствии с требованиями ГОСТ 12.1.004 и Правил пожарной безопасности в РФ.
2.2.0.13. Инструмент, применяемый в технологических процессах нанесения металлопокрытий, должен отвечать соответствующим требованиям государственных стандартов, технических условий и технологической документации.
2.2.0.14. При применении абразивного инструмента необходимо выполнять требования ГОСТ 12.3.028 и Межотраслевых правил по охране труда при холодной обработке металлов.
2.2.0.15. Погрузочно-разгрузочные работы должны выполняться в соответствии с требованиями ГОСТ 12.3.009, ГОСТ 12.3.020 и Межотраслевых правил по охране труда при погрузочно-разгрузочных работах и размещении грузов.
2.2.0.16. Работы с вредными и взрывопожароопасными веществами должны проводиться при включенных вентиляционных системах с применением средств индивидуальной защиты.
2.2.0.17. Присутствие посторонних лиц в рабочем пространстве оборудования для очистки деталей и нанесения металлопокрытий во время его работы или наладки не допускается.
2.2.0.18. Технологические процессы нанесения металлопокрытий должны проводиться в соответствии с технической документацией организации - разработчика технологического процесса.
2.2.0.19. Для каждого способа нанесения металлопокрытий в организации должны быть разработаны и утверждены в установленном порядке технологические инструкции и инструкции по охране труда.
2.2.0.20. Технологические процессы нанесения металлопокрытий должны быть, как правило, механизированы и автоматизированы и выполняться в соответствии с установленной технологией. При работе на автоматах, полуавтоматах и других механизированных установках и поточных линиях по нанесению металлопокрытий должны выполняться требования безопасности труда, предусмотренные эксплуатационными инструкциями организации-изготовителя.
2.2.0.21. Отходы производства должны собираться в специально отведенных местах и подвергаться утилизации или другим видам переработки в соответствии с нормативно-технической документацией на проводимый технологический процесс, учитывающий химический состав и физическое состояние отходов.
2.2.0.22. В технологической документации на нанесение металлопокрытий должны быть изложены требования безопасности труда в соответствии с требованиями ГОСТ 3.1120.
2.2.0.23. При работе с расплавами металлов приспособления для загрузки ванн, погружаемые изделия, металл, добавляемый в ванну, должны быть сухими и нагретыми до 70 - 80 °С.
2.2.0.24. Загрузка в ванны и выгрузка из них изделий крупногабаритных и массой более 20 кг должны осуществляться грузоподъемными устройствами.
2.2.1 ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ И ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ
2.2.1.1. Производственное оборудование должно размещаться в соответствии с требованиями норм технологического проектирования цехов нанесения металлопокрытий, санитарных и строительных норм и правил.
2.2.1.2. Размещение производственного оборудования должно обеспечивать безопасное и удобное его обслуживание, а также безопасность эвакуации работников при аварийных ситуациях.
2.2.1.3. Расположение производственного оборудования должно обеспечивать последовательность операций технологического процесса, а также максимальное сокращение возвратных и перекрещивающихся грузопотоков.
2.2.1.4. Травильные ванны для нанесения металлопокрытий следует устанавливать в ряд с минимальными (150 - 200 мм) расстояниями между ними. Во избежание попадания на пол растворов при переносе деталей промежутки между ваннами следует закрывать козырьками.
2.2.1.5. Кислые ванны, которые по ходу технологического процесса необходимо располагать вблизи цианистых ванн, должны находиться от последних на расстоянии не менее 3 - 4 м при условии, если между ними есть ванны с водой, содовым или щелочным раствором.
2.2.1.6. Организация рабочих мест должна отвечать требованиям ГОСТ 12.2.061, ГОСТ 12.2.032, ГОСТ 12.2.033 и ГОСТ 12.2.062. Рабочие места должны находиться вне линии движения грузов, переносимых грузоподъемными средствами.
2.2.1.7. Около больших ванн высотой 1,5 - 1,8 м, установленных на полу без заглубления, должны быть площадки для обслуживания. Высота борта ванн от пола или подмостков должна быть 0,9 - 1 м.
2.2.1.8. У рабочих мест должны быть предусмотрены площадки для складирования деталей. Не допускается укладка деталей в проходах.
2.2.1.9. Нa рабочих местах должны быть стеллажи, шкафы и т.п. для размещения оснастки, приспособлений и инструмента.
2.2.1.10. Контрольно-измерительная аппаратура и приборы контроля должны быть расположены в легкодоступном месте и отвечать общим требованиям эргономики к размещению органов управления, установленным ГОСТ 22269. Поверхности органов управления, задействуемых в аварийных ситуациях, должны быть окрашены в красный цвет.
2.2.1.11. Распределительные щитки с рубильниками, вольтметрами и амперметрами, автоматические регулирующие приборы, а также термометры или терморегуляторы ванн должны быть хорошо видны с рабочего места. Доступ к ним должен быть свободным.
2.2.1.12. Площадь помещений, занятая производственным оборудованием, не должна превышать 25 % общей площади цеха нанесения металлопокрытий.
2.2.1.13. Расстояние между единицами производственного оборудования, а также между производственным оборудованием и зданием должно соответствовать действующим нормам технологического проектирования цехов нанесения металлопокрытий. Ширина проездов для транспорта должна устанавливаться в зависимости от габаритов обрабатываемых деталей и транспортирующих средств. Ширина основных проходов и мест постоянного пребывания работников должна соответствовать габаритам обрабатываемых деталей (но ≥ 1,5 м - около ванн с подогревом и ≥ 1 м - около холодных ванн).
Похожие работы
... дневную смену, при этом один остается для замены не вышедших на работу; — 2 техника, ответственных за исправность оборудования; — 1 главный инженер, занимающийся проблемами производства в целом и организацией инновационной деятельности; — 3 экономиста, в обязанности которых входит экононмическая оценка деятельности предприятия, организация сотрудничества поставщиками сырья и распространителями ...
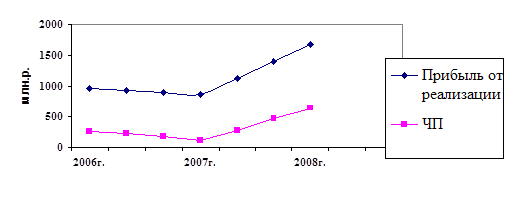
... продукции равно 0,385. Низкое значение этого показателя свидетельствует о низком уровне риска неполучения дохода, то есть о высоком качестве прибыли. 2.5 Анализ маркетинговой деятельности ЧУП «Энергоконструкция» Бюро маркетинга и снабжения является самостоятельным подразделением и подчиняется непосредственно заместителю директора ЧУП «Энергоконструция». В бюро маркетинга и снабжения ...
... за предыдущий период, с показателями аналогичных предприятий и тем самым выявляется реальное финансовое состояние, слабые и сильные стороны фирмы. Для более подробного анализа хозяйственной деятельности ООО «ТАЙМ-1» рассчитаем эти показатели в таблице «Показатели финансовой устойчивости». Коэффициент автономии (независимости) по итогам 2004 года составил 0.42, что меньше нормального значения ...

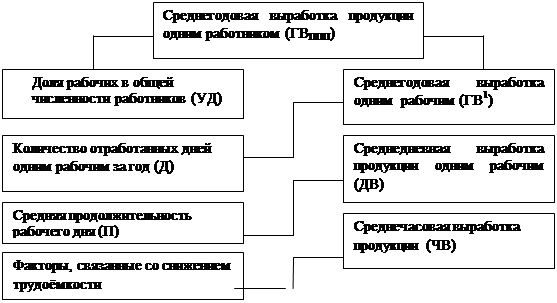


... по категориям, профессиям, квалификации и образованию, перейдем к анализу использования рабочего времени и уровня производительности труда в цехе и его оплате. 2.4 Анализ результатов использования трудовых ресурсов цеха 2.4.1 Анализ использования рабочего времени Наиболее универсальным показателем использования трудовых ресурсов на предприятии является рабочее время, т. е. количество ...
0 комментариев