Навигация
Охрана труда при изготовлении радиоэлектронных изделий и приборов
76036
знаков
0
таблиц
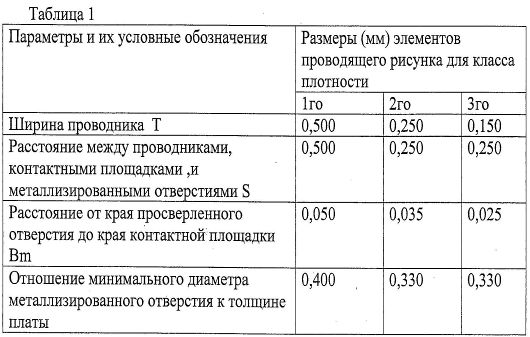
1
изображение
2. Охрана труда при изготовлении радиоэлектронных изделий и приборов
2.1 Изготовление изделий методами литья и прессовки
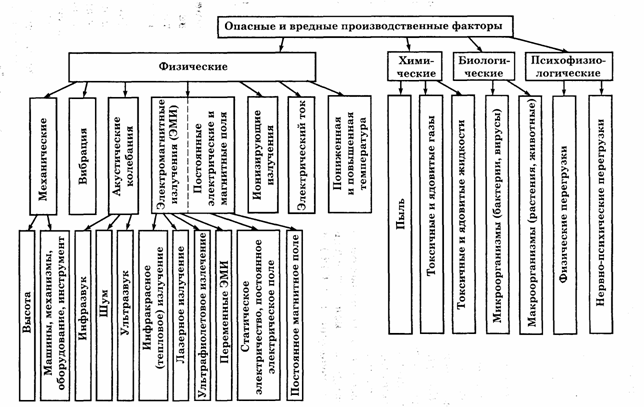
При изготовлении радиоэлектронных узлов и деталей широко применяются отлитые и прессованные заготовки-детали. В результате литья и прессования работающие могут подвергаться воздействию ряда опасных и вредных факторов.
В литейных цехах на шихтовых участках при перемещении и укладке материалов и, в особенности, при разделке металлолома возможны ранения и ушибы. Во избежание травматизма все трудоемкие работы должны быть механизированы.
Для подготовки формовочных земель и стержневых составов применяются бегуны. Во избежание травматизма бегуны должны иметь индивидуальные электроприводы, а пусковое устройство должно располагаться на том месте, откуда видна внутренняя часть бегуна.
Ручная и механическая формовка производится с разливкой металла на общей площади формовочного плаца, где формовщики подвергаются воздействию газа и опасности ожогов.
Для создания здоровых и безопасных условий труда формовщиков применяется ступенчатый режим работы и отдыха в литейных цехах рассеянного литья. Формовочные и стержневые пески должны обладать высокой огнестойкостью и пористостью, иначе может произойти размыв форм и вытекание металла, приводящее к ожогу.
В процессе разливки металла может произойти взрыв, выплеск расплавленного металла. Во избежание взрыва и выплеска металла приемочные ковши должны быть сухими и чистыми, не допускается оставлять в них какие-либо остатки застывшего холодного чугуна или шлака. Ковши заполняются металлом на 3/4 глубины.
При выбивке форм и очистке литья выделяется пыль, следовательно, необходима эффективная вентиляция. Малые отливки должны подаваться на рабочий стол, снабженный решеткой с нижним отсосом. Крупные отливки необходимо помещать в накатную камеру полугерметичного типа, оборудованную мощной вытяжной вентиляцией.
При обработке литья на наждачных станках и пневматических зубилах должны применяться защитные кожухи и экраны, а также защитные очки.
В производстве цветного литья для плавки применяются преимущественно тигельные горны. При недостаточной механизации труд по обслуживанию горнов весьма тяжелый, особенно при выгрузке тиглей. При резкой подаче дутья возможны выхлопы пламени из топок. При плавке в воздух рабочей зоны поступают аэрозоли применяемых металлов.
Процесс плавления бронзы сопровождается испарением меди и свинца, а при плавлении латуни возникает опасность отравления окисью цинка.
Получение силумина (сплав алюминия с кремнием) сопровождается загрязнением воздуха аэрозолями окиси алюминия.
Для оздоровления труда литейщиков печи для плавки оборудуются эффективной местной вытяжной вентиляцией, а участки - общей приточно-вытяжной вентиляцией. Рабочие, занятые плавкой, должны обеспечиваться спецодеждой, проходить периодический медицинский осмотр.
Для изготовления электроизоляционных деталей применяются порошковые пластмассы (карболит, текстолитовая крошка и другие), в которых содержатся фенолформальдегидные смолы. Формовка пластмасс производится на прессах, при этом работающие могут подвергаться воздействию пыли пластмасс, а при нагревании из пресс-порошков выделяются вредные газообразные вещества - фенол и формальдегид, которые могут вызвать у работающих профзаболевание. Во избежание этого прессы необходимо оборудовать эффективной местной вытяжной вентиляцией, удаляющей газовыделения непосредственно от мест их образования.
При работе на гидравлических прессах нужно соблюдать определенную последовательность в их управлении. При пуске необходимо вентилями сначала открыть сливную магистраль, затем магистрали низкого и высокого давления. При отключении пресса вентили должны закрываться в обратном порядке. Нарушение этой последовательности может привести к недопустимому возрастанию давления в ретурных цилиндрах и вследствие этого к разрыву болтов, манжет и других частей.
Для предотвращения аварии необходимо устанавливать на пресс обратный клапан, а во избежание внезапного повышения давления в сети устанавливаются предохранительные клапаны и специальные компенсаторы.
При работе на прессах возможны травмы рук, поэтому надо соблюдать требования безопасности.
Смену пресс-формы массой более 20 кг необходимо производить с применением блоков, талей и др.
Введение таблетирования пресс-порошков облегчает условия труда в цехах формовки пластмасс, так как устраняются пылевыделения при развешивании, дозировке и уминании порошка. Процесс изготовления таблеток должен быть изолирован и полуавтоматизирован.
Изготовление деталей методом литья производится на специальном оборудовании.
2.2 Изготовление изделий из пластмасс
При производстве радиоэлектронной аппаратуры применяется большое число деталей из изоляционных материалов. Детали изготовляются механически (резкой), при этом выделяется большое количество пыли и продуктов разложения материалов в газообразной форме. При воздействии пыли и газов могут появиться профзаболевания. Кроме того, при обработке материалов возможны механические травмы (порезы, ушибы и пр.).
Участки механической обработки необходимо изолировать от других участков цеха, для удаления пыли непосредственно из зоны дыхания станки должны оборудоваться местной вытяжной вентиляцией. При наличии большого числа станков применяется общеобменная вентиляция.
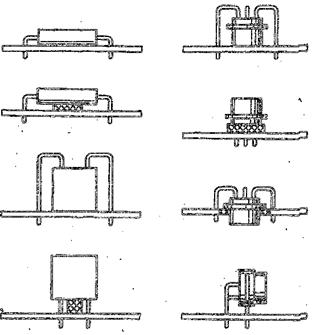
Для захвата пыли в месте ее образования важную роль играет конструкция пылеприемников. На рисунке 1 показаны пылеприемники, устанавливаемые на фрезерном и сверлильном станках. Выбрасываемый воздух должен очищаться от пыли в пылеотделителях (циклонах, электроциклонах и др.).
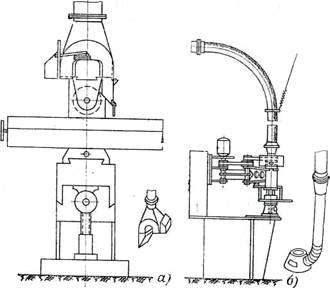
Рисунок 1 - Вентиляция при обработке пластмасс на станках:
а - фрезерном; б - сверлильном.
При механической обработке слоистых изоляционных материалов (гетинакса, текстолита и стеклотекстолита) можно полностью создавать безвредные процессы путем автоматизации с удалением оператора из зоны пылевыделений.
Дисковые пилы, применяемые для резки листового изоляционного материала, также оборудуются местной вытяжной вентиляцией. Во избежание пореза рук дисковая пила должна быть оборудована приспособлением для регулировки режущей части в соответствии с толщиной раскраиваемого материала.
![]()
![]() Технологические процессы, связанные с применением стеклоткани, сопровождаются выделением мелкой острокраевой пыли, которая, осаждаясь на открытые части тела, вызывает покалывание и зуд, а иногда раздражение слизистой оболочки глаз, и дыхательных путей. Поэтому работы со стеклотканью должны проводиться в отдельном помещении, оборудованном приточно-вытяжной вентиляцией, причем вытяжка должна превышать приток на 10—15%. Спецодежда перед сдачей в гардеробную должна обеспыливаться пылесосом. По окончании работы работающие должны принять теплый душ без применения мыла, так как втирание мыла усиливает зуд.
Технологические процессы, связанные с применением стеклоткани, сопровождаются выделением мелкой острокраевой пыли, которая, осаждаясь на открытые части тела, вызывает покалывание и зуд, а иногда раздражение слизистой оболочки глаз, и дыхательных путей. Поэтому работы со стеклотканью должны проводиться в отдельном помещении, оборудованном приточно-вытяжной вентиляцией, причем вытяжка должна превышать приток на 10—15%. Спецодежда перед сдачей в гардеробную должна обеспыливаться пылесосом. По окончании работы работающие должны принять теплый душ без применения мыла, так как втирание мыла усиливает зуд.
При механической обработке изоляционных материалов следует применять средства индивидуальной защиты (респираторы и очки) от выделяемой пыли.
Похожие работы

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
... лица подразделения воинской части, органа управления внутренних войск Министерства внутренних дел Российской Федерации - об административных правонарушениях, предусмотренных частью 1 статьи 19.3, частью 3 статьи 20.2, статьями 20.5, 20.13, 20.17 - 20.19 настоящего Кодекса; 79) должностные лица, осуществляющие контртеррористическую операцию, - об административных правонарушениях, ...

... монтажника укладывают коврик из губчатой резины, а для хранения легко воспламеняющих жидкостей используют металлический ящик. 7 Экономическая часть 7.1 Расчет себестоимости на устройство управления вентиляторами компьютера через порт LPT Себестоимость - изделия, детали представляет собой сумму затрат в денежном выражении на производство и реализацию, приходящихся на единицу продукции. В ...

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев