АГРЕГАТЫ С ИСПОЛЬЗОВАНИЕМ КОЛОНН ГИБКИХ ТРУБ
Требования к конструкции агрегата
Устройство агрегатов для работы с колонной
Узлы, обеспечивающие
УЗЛЫ ДЛЯ ХРАНЕНИЯ КОЛОННЫ гибких труб
ТРАНСПОРТЕР КОЛОННЫ ГИБКИХ ТРУБ (ИНЖЕКТОР)
Барабан (лебедка)
Привод
Колонна гибких труб
Технология изготовления гибкой трубы
Пути повышения надежности
Буровые работы с использованием колонны
Оборудование, применяемое для бурения
Определяют необходимую подачу технологической жидкости. Эту величину принимают в соответствии с маркой используемого забойного двигателя;
Навигация
Технология изготовления гибкой трубы
Применение колтюбинговой технологии в бурении
130521
знак
39
таблиц
18
изображений
4.3. Технология изготовления гибкой трубы
В настоящее время наиболее крупными изготовителями гибких труб за рубежом являются следующие компании: "Precision Tube Technology", "Quality Tubing Inc.", "Southwestern Pipe Inc.".
В 1989 г. в производство были внедрены цельнопрокатные трубы с минимальным количеством поперечных швов. В результате дефекты, связанные с образованием свищей, сократились до минимума.
Например, компания "Quality Tubing Inc." контролирует качество каждого сварного шва, присваивает ему соответствующий идентификационный номер и в случае потери герметичности выплачивает страховую сумму для устранения дефекта.
Технология изготовления труб из малоуглеродистых и низколегированных сталей состоит из следующих этапов:
а) вначале из рулонов тонколистовой стали необходимой толщины вырезают непрерывные ленты, ширина которых соответствует длине окружности образующей готовой трубы. Длина полос определяется возможностями прокатных станов производителей листа. Для США она соответствует 570 м, для Японии – 900 – 1000 м;
б) отдельные ленты сваривают встык, причем листы соединяют либо наискосок, либо "ласточкиным хвостом". Швы зачищают, поверхность обрабатывают механически и термически. После этого качество сварочных швов проверяют с помощью дефектоскопии;
в) полученную стальную ленту направляют в трубопрокатный стан, где она проходит между валками, формирующими из нее трубу. Для соединения кромок последней применяют кузнечную сварку в атмосфере инертного газа – кромки трубы нагревают с помощью индуктора, а затем прижимают друг к другу валками;
г) с наружной поверхности трубы механическим способом удаляют сварочный грат и зачищают стык;
д) зону сварочного шва подвергают отпуску и последующему охлаждению;
е) проверяют качество шва;
ж) трубу пропускают через калибровочный стан и подвергают окончательной термообработке – среднему отпуску с последующим охлаждением на воздухе и в ванне.
В результате выполнения указанных операций происходит образование перлитовой и ферритовой структуры металла.
Готовую трубу наматывают на транспортную катушку или барабан установки, в которой ее предполагают использовать.
Особенности технологии изготовления трубы из низколегированной стали заключаются в том, что после калибровки колонну подвергают закалке и последующему отпуску. В результате материал приобретает мартенситную структуру.
4.4. Механизм разрушения гибких труб
и основные результаты их эксплуатации
В настоящее время несмотря на большой объем накопленной информации о работе КГТ отсутствует общая теория, объясняющая механизм их разрушения в процессе эксплуатации. Наличие подобной теории необходимо для правильной оценки ресурса труб и возможностей прогнозирования их долговечности в промысловых условиях.
При нормальной работе КГТ, отсутствии заводского брака и нештатных ситуаций при эксплуатации их долговечность определяется количеством циклов спуска-подъема до потери герметичности. К параметрам режима их работы следует отнести минимальный диаметр барабана Dб или направляющих, на которых происходит изгиб труб, давление технологической жидкости pж в трубе, ее диаметр dтр и толщину стенки dтр, а также максимальную глубину спуска КГТ. Кроме того, на долговечность трубы оказывают влияние условия работы и ее состояние. К ним относятся наличие механических повреждений и коррозия. Однако они носят случайный характер и в данной работе не рассматриваются.
Анализ перечисленных параметров сразу приводит к выводу о сложности их описания, регистрации и анализа. Это объясняется и уникальностью режимов ведения работ на каждой скважине, и многообразием вариантов нагружения КГТ даже при проведении одного подземного ремонта скважины. Кроме того, в чисто техническом плане сложность представляет регистрация условий работы трубы в процессе проведения всего комплекса операций – спуск колонны, выполнение технологических операций и ее подъема. Например, даже такая простая в технологическом отношении операция, как промывка скважины, сопровождается периодической остановкой КГТ, подъемом ее на небольшую величину, повторным спуском и т.д. При этом изменяются давление технологической жидкости, прокачиваемой через трубы, температуры окружающей среды и жидкости и т.д. Существенное влияние на интересующие показатели оказывают также срок и условия хранения трубы до ввода ее в эксплуатацию.
Тем не менее, необходимо прогнозировать срок службы трубы в конкретных условиях и иметь методики расчетов ее долговечности.
Сложность создания подобной теории определяется прежде всего тем, что в настоящее время отсутствуют методики расчета деталей в условиях малоциклического нагружения, материал которых работает за пределом упругости, так как в подобных условиях нагружения не работает ни одна из деталей, применяемых в отраслях гражданского и военного машиностроения.
В зависимости от конкретных условий работы гибкой трубы и режима эксплуатации агрегата опасными сечениями являются места перегибов трубы в зонах пластического деформирования при взаимодействии с барабаном, направляющим устройством и выходе из транспортера на вертикальном участке. Возможен изгиб трубы с образованием пластических деформаций и в транспортере, однако подобные случаи встречаются лишь при работе неопытного оператора.
При деформации трубы в точках, наиболее удаленных от нейтральной линии изгиба, возникают максимальные напряжения. При определенном соотношении наружного диаметра трубы и радиуса ее изгиба напряжения могут превысить предел упругости.
Радиус изгиба, соответствующий переходу материала трубы из упругого состояния в пластическое, определяется по формуле
R = Edтр/2sт,
где Е – модуль упругости материала трубы.
При пределе упругости (для простоты расчетов его принимают равным пределу текучести) 480 МПа минимальные радиусы изгибов будут следующими:
| Наружный диаметр КГТ, мм ......... | 19,1 | 25,4 | 31,8 | 38,1 | 44,5 |
| Радиус изгиба (минимальный), м | 3,97 | 5,49 | 6,71 | 8,24 | 9,46 |
| Наружный диаметр КГТ, мм ......... | 50,8 | 60,3 | 89 | 114 |
| Радиус изгиба (минимальный), м | 10,98 | 12,81 | 19,2 | 24,6 |
Из описания конструкций агрегатов и их основных узлов, очевидно, следует, что при существующих габаритах установок и реальных размерах деталей и узлов тракта, по которому проходит гибкая труба, радиусы ее изгиба намного меньше приведенных выше, и поэтому, возникновение пластических деформаций неизбежно. С учетом этого и будем рассматривать вопросы прочности гибкой трубы согласно теории пластичности, поскольку напряжения, действующие в опасном сечении, превышают предел пропорциональности.
Процесс работы материала КГТ в течение всего срока службы изделия можно охарактеризовать с помощью графиков, приведенных на рис. 18.
|
|
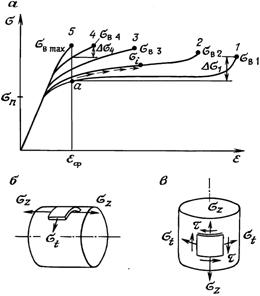
Рис. 18. Диаграммы деформирования материала КГТ в процессе их эксплуатации:
а – видоизменение диаграммы растяжения материала в процессе эксплуатации трубы; 1 – исходная диаграмма; 2 – 4 – диаграммы, соответствующие различным стадиям накопления усталости материалом трубы; 5 – диаграмма, отражающая момент разрушения трубы; sв1 – sв4 – пределы прочности материала трубы, соответствующие различным стадиям; sвmax – предел прочности материала трубы, отражающий момент ее разрушения; Ds – разность между пределами прочности и текучести; sп – предел пропорциональности материала трубы; eф – максимальная величина деформаций, имеющая место при разрушении трубы; б – напряженное состояние материала трубы в зонах пластического деформирования при ее разматывании и наматывании на барабан; в – то же, в опасном сечении в точке подвеса трубы; нормальные напряжения: st – тангенциальные, обусловленные давлением технологической жидкости в трубах, sz – осевые, обусловленные осевой нагрузкой на трубу и внутренним давлением; t – касательные напряжения, возникающие в результате реактивного крутящего момента при работе забойного двигателя
В начале эксплуатации трубы прочностные и деформационные свойства материала соответствуют кривой 1, представляющей по существу диаграмму идеально пластичного материала. При этом напряжения, возникающие при пластическом деформировании трубы в период ее взаимодействия с барабаном, определяются чисто геометрическими параметрами
sи = Edтр/Dб.
Этой деформации соответствуют напряжения sа в точке а, которые можно считать равными пределу текучести материала новой трубы sт0. При действии внутреннего давления технологической жидкости и продольного усилия натяжения трубы в продольных и поперечных сечениях возникают следующие нормальные напряжения:
меридиональные sm = pжDб/4dтр;
тангенциальные st = pжDб/2dтр;
продольные sп = Pпр/Fтр;
радиальные sr = –pж,
где Fтр – площадь поперечного сечения трубы; Рпр – усилие, растягивающее трубу.
Величиной последних можно пренебречь, так как они на порядок меньше других напряжений. Таким образом, напряженное состояние труб будем считать плоским.
Указанные напряжения действуют на главных площадках, совпадающих с продольным и поперечным сечениями трубы, так как касательные напряжения здесь отсутствуют.
Для расчетов на прочность при сложном напряженном состоянии трубы, изготовленной из пластичного материала, наилучшим образом подходит энергетическая теория Хубера–Мизеса. Сущность этой теории заключается в том, что в качестве критерия прочности материала, находящегося в сложном напряженном состоянии, может быть принята величина накопленной удельной энергии деформации изменения формы. В технической литературе эта теория иногда называется четвертой. Эквивалентные напряжения sэкв в данном случае определяются, исходя из величин главных напряжений s1, s2, s3, следующим образом:
sэкв = {0,5[(s1 – s2)2 + (s2 – s3)2 + (s3 – s1)2]}1/2.
Эту теорию для прочностных расчетов в основном используют специалисты американских и канадских фирм, производящих гибкие трубы.
С учетом положений теории пластичности определим величину эквивалентных напряжений, используя эту теорию как наиболее удобную для описания процессов образования пластических деформаций,
sэкв = 2–1/2[(s1 – s2)2 + (s2 – s3)2 + (s3 – s1)2]1/2.
Здесь
s1 = sи + st + sп = Edтр/Dб + pжDб/2dтр + Pпр/Fтр;
s2 = sm = pжDб/4dтр;
s3 = 0.
При этом абсолютный запас прочности, выраженный в напряжениях, а не в коэффициенте запаса прочности по ее пределу, может быть определен как
Ds1 = sв1 – sэкв.
Процесс образования трещин в материалах трубы начинается в том случае, если Ds приближается к нулю.
Для гибкой трубы в начальный период эксплуатации значение Ds1 достаточно велико, и действие внутреннего давления технологической жидкости не приводит к образованию трещин.
По мере эксплуатации гибкой трубы она подвергается циклическим нагружениям и происходит наклеп на межкристаллическом уровне. При этом увеличиваются твердость и соответственно прочностные показатели. В процессе накопления наклепа пластические свойства материала ухудшаются, протяженность площадки текучести сокращается, а значение вторичного модуля упругости увеличивается. Этот процесс хорошо отражается на графике функции, положение которого изменяется от горизонтального к наклонному. На рис. 18 приведено семейство линий (1 – 5), соответствующих разным стадиям нагружения гибкой трубы и соответственно разным степеням эффекта наклепа.
Процесс упрочнения материала сопровождается перемещением точки а по вертикали, абсцисса которой eф соответствует величине деформаций при изгибе трубы во время наматывания ее на барабан. При этом величина Dsi = sвi – sэкв все время уменьшается. Это обусловлено тем, что в процессе охрупчивания sвi растет медленнее, чем sт. В конце концов наступает момент, когда нормальные напряжения, возникающие при пластическом деформировании трубы с образованием деформаций eф, становятся равными или близкими к пределу прочности sвi. При этом наличие даже незначительного давления в трубах приводит к образованию микротрещин, которые постепенно распространяются в глубь стенки трубы. Эти трещины, по нашему мнению, должны располагаться в ее поперечной плоскости, совпадающей с площадками, на которых действуют максимальные главные напряжения.
Из сказанного следует, что недопустимо использовать плашки транспортеров с насечкой, поскольку последняя провоцирует образование микротрещин на поверхности гибкой трубы.
Для количественной оценки числа циклов, выдерживаемых гибкой трубой при ее пластическом деформировании и действии внутреннего давления, необходимо знать закономерности изменения прочностных характеристик материала в зависимости от числа циклов нагружения. Подобных данных в обобщенном виде в настоящее время не существует.
Если такие зависимости будут получены, то их можно использовать в практических расчетах для оценки максимального давления жидкости, которое должно быть обеспечено для новой трубы, прочностные показатели которой известны.
Описанный механизм разрушения гибкой трубы в процессе ее эксплуатации достаточно хорошо согласуется с данными американских и канадских фирм .
Считают, что основными факторами, определяющими долговечность трубы, являются радиус ее изгиба и давление технологической жидкости. Причем последнее в определенном диапазоне значений играет решающую роль.
Например, в результате экспериментальных исследований, выполненных специалистами фирмы "Southwestern Pipe Inc.", при испытаниях трубы с наружным диаметром 31,8 мм и толщиной стенки 2,2 мм, изготовленной из стали с пределом текучести 480 МПа, и циклическом изгибе по радиусу 1,83 м получены следующие данные. При давлении жидкости в трубе 17,2 МПа разрушение произошло через 500 двойных циклов нагружения (согнуть-разогнуть) при увеличении наружного диаметра до 33 мм, а при давлении 34,5 МПа – через 150 двойных циклов при увеличении диаметра до 35 мм.
При реальной работе агрегата на скважине число спусков-подъемов трубы в таких условиях в 3 раза меньше.
|
| Рис. 19. Влияние внутреннего давления технологической жидкости на долговечность гибкой трубы: 1 – число циклов изгиба труб; 2 – число выполненных спусков-подъемов колонны |

Результаты испытаний, проведенных специалистами фирмы "Bowen Tools, Inc.", следующие (рис. 19): при отсутствии давления трубы, изготовленные из материала с пределом упругости 70 МПа, выдерживают 200 циклов нагружения, а при внутреннем давлении 35 МПа в тех же условиях – 40 циклов. Кроме того, существенное влияние на долговечность оказывает толщина стенки трубы, что подтверждается материалами фирмы "Bowen Tools, Inc.", специалисты которой ввели единицу нагружения колонны труб – один цикл давления [Pressure Cecle Unit (PCU)], являющуюся величиной, эквивалентной одному полному циклу спуска и подъема колонны при внутреннем давлении 14 МПа.
В процессе работы трубы происходит накопление усталости, причем в пределах одной колонны эта величина распределена неравномерно.
Специалисты различных фирм приводят различные описания картины разрушения гибкой трубы. Так, на фирме "Bowen Tools, Inc." считают, что местом, где начинается разрушение, является внутренняя (или нижняя) сторона трубы. В этой зоне напряжения, вызванные пластической деформацией, имеют отрицательное значение.
Специалисты всех организаций, эксплуатирующих установки, сходятся во мнении, что характер разрушения трубы при ее правильной эксплуатации – усталостный. Механизм разрушения трубы состоит из следующих этапов:
а) образования микротрещин;
б) дальнейшего роста одной из них до макроразмеров;
в) "внезапного" обрыва трубы.
Образование микротрещин провоцируется местными неоднородностями материала, из которого изготовлена труба, или сварного шва.
Существуют и иные версии механизма разрушения трубы, которые, впрочем, не объясняют появления исходной микротрещины. Так, специалисты фирмы "Bowen Tools, Inc." считают, что основным является гидроклиновый эффект, который заключается в том, что при открывании трещина заполняется технологической жидкостью. При взаимодействии с криволинейной направляющей и барабаном жидкость, попавшая в трещину, запирается в объеме металла и при сжатии действует подобно клину, раскалывая трубу. Эту же теорию подтверждают и другие исследователи . При этом, однако, не ясно, как возникает исходная микротрещина.
Графики, характеризующие наработку гибкой трубы с наружным диаметром 25 мм и толщиной стенки 2,2 мм в зависимости от величины внутреннего давления, приведены на рис.19.
По данным Э. Дж. Уолкер , развитие трещин начинается на поверхности трубы, их направление перпендикулярно образующим трубы. Большинство трещин возникает в результате поверхностных дефектов трубы. В продольном направлении по сварному шву их наличия не обнаружено. По результатам испытаний при давлениях порядка 7 МПа колонна диаметром 45,3 мм выдерживает 157 циклов спуска-подъема, а при давлении 17,2 МПа – только 17.
Сложность аналитического расчета гибких труб на прочность усугубляется еще и плохо предсказуемым их поведением в скважине. Так, в результате малой жесткости труб и наличия сжимающих нагрузок, обусловленных силами трения и реактивными силами, возникающими при работе инструмента, возникает продольный изгиб колонны. Из-за того, что потеря устойчивости происходит в стесненном объеме скважины (при первой критической нагрузке по Эйлеру), на первом этапе геометрическая форма оси трубы изменяется от прямолинейной либо изогнутой с большим радиусом кривизны, до синусоидальной. Если продольная сжимающая сила становится больше значения первой критической нагрузки, ось трубы принимает винтовую форму.
В последнем случае резко возрастают усилия трения гибкой трубы о стенки канала, в котором она располагается. При достижении определенного предела продольной нагрузки перемещение колонны гибких труб становится невозможным. Этот процесс сопровождается ростом сжимающих напряжений.
При дальнейшем увеличении силы происходит разрушение колонны. Радикальным способом для исключения подобного явления, особенно в горизонтальных скважинах, служит использование инструмента, в котором рабочие усилия создаются с помощью гидравлических методов, а также гидравлического способа проталкивания трубы в скважину.
Похожие работы
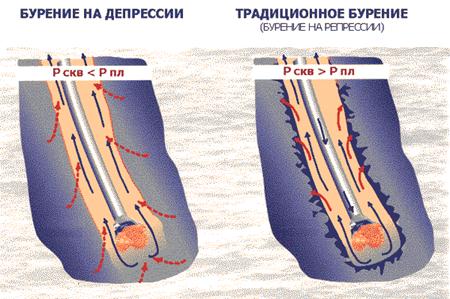
... путем зарезки боковых стволов. Для бурения боковых горизонтальных стволов малого диаметра в АНК «Башнефть» начата реализация проекта по разработке и освоению технологии бурения на депрессии с применением облегченных ПЖ и колтюбингового способа бурения. Проект реализуется преимущественно на отечественном оборудовании. По заказу АНК «Башнефть» разработаны и изготовлены колтюбинговая установка, ...
... их глушения. Развитие колтюбинговых технологий, основанных на применении безшуфтовых гибких, непрерывных стальных труб обеспечивает высокую эффективность проведения операций текущего и капитального ремонта: ликвидацию отложений в скважинах, поинтервальную обработку, борьбу с обводнениями, доставку и извлечение внутрискважинного оборудования, ловильные операции и др. Сегодня в мире эксплуатируется ...





... », имея 30-летний опыт разработки и изготовления геофизических приборов для исследований бурящихся скважин, была привлечена нефтяной компанией «Башнефть» для создания технологии колтюбингового бурения наклонно-направленных и горизонтальных скважин. Так как основной объем буровых работ планируется выполнять на облегченных растворах в условиях депрессии, АНК «Башнефть» закуплена специальная ...
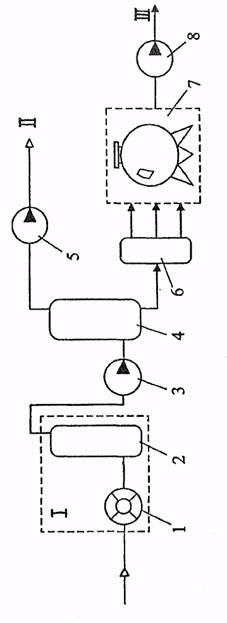
... месторождений от сейсморазведки до производства и ввода в эксплуатацию. Миссия ООО "ЮганскСибстрой" - быть головной организацией по научному обеспечению производственной деятельности предприятий газовой промышленности в Западно-Сибирском регионе. Основная функция - научное и проектное обеспечение развития предприятий газовой промышленности в Западной и Восточной Сибири, сокращение сроков ...
0 комментариев