ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Физико-гидродинамическая характеристика продуктивных коллекторов, вмещающих пород и покрышек
Запасы нефти, газа и конденсата
Характеристика и раскладка труб на участке
Очистные скребки типа СКР1 и СКР1-1
М от ближайшего поперечного сварного шва
Требования к проведению ремонта нефтепроводов различными методами
Порядок проведения ремонта дефектов
РАСЧЕТНЫЙ РАЗДЕЛ
Расчет устойчивости трубопровода на водном переходе
ДИАГНОСТИЧЕСКОЕ ОБСЛЕДОВАНИЕ И РЕМОНТ НЕФТЕПРОВОДА «КАЛТАСЫ-УФА-2» НА ПОДВОДНОМ ПЕРЕХОДЕ Р.КАЛМАШ
Разработка подводной траншеи экскаватором с понтона
Гидравлическое испытание
Футеровка подводного трубопровода
Контроль изоляции участка
Технология установки и сварки ремонтной конструкции на действующем трубопроводе
Охрана труда
Инженерные и организационные меры обеспечения безопасности труда
Организационные мероприятия
Организация управления в ЧС
РАСЧЕТ ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Навигация
Требования к проведению ремонта нефтепроводов различными методами
Диагностическое обследование и ремонт нефтепровода
174227
знаков
21
таблица
3
изображения
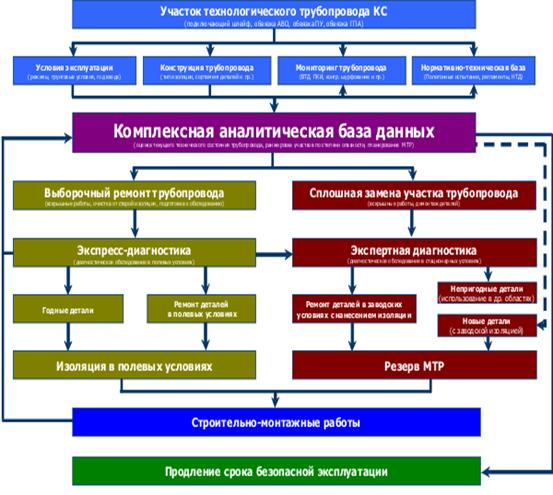
2.6 Требования к проведению ремонта нефтепроводов различными методами
Общие положения
В данном разделе приводятся основные положения технологий ремонта нефтепроводов, применяемых при выборочном и капитальном ремонте.
Ремонт методом шлифовки, заварки и установкой муфт проводится без остановки перекачки нефти.
Каждый ремонт должен отражаться в паспорте нефтепровода.
Ремонтные муфты монтируются на действующем нефтепроводе, как при остановке, так и без остановки перекачки при давлениях, ограниченных условиями: безопасностью производства работ и давлением, определяемым из условий технологии установки муфты. При установке муфт давление должно соответствовать наименьшему из давлений, определяемому по перечисленным условиям.
Ремонтные конструкции должны быть изготовлены в заводских условиях, в условиях Центральных баз производственного обеспечения или ремонтных участков ОАО МН по техническим условиям и конструкторской документации, разработанной в установленном порядке и иметь паспорт.
Применение муфт и других ремонтных конструкций, изготовленных в полевых условиях (в трассовых условиях) запрещается.
Устранение дефектов при капитальном ремонте выполняется при давлении в нефтепроводе не выше 2,5 МПа.
Шлифовка
Шлифовка используется для ремонта участков труб с дефектами типа потеря металла (коррозионные дефекты, риски), расслоение с выходом на поверхность и мелких трещин. Максимальная глубина зашлифованного участка должна быть не более до 20% от номинальной толщины стенки. При шлифовке путем снятия металла должна быть восстановлена плавная форма поверхности, снижена концентрация напряжений. Максимальное допустимое давление в трубе при проведении выборочного ремонта методом шлифовки – не более 2,5 МПа. Зашлифованный участок должен подвергаться визуальному, магнитопорошковому контролю или контролю методом цветной дефектоскопии.
Заварка дефектов
Заварку разрешается применять для ремонта дефектов типа "потеря металла" (коррозионные язвы, риски) с остаточной толщиной стенки трубы не менее 5 мм.
Заварка допускается, если глубина и максимальный линейный размер одиночного дефекта (длина, диаметр) или его площадь не превышают величин, указанных в РД 153-39.4-067-04*. Расстояние между смежными повреждениями должно быть не менее 4t (t - номинальная толщина стенки трубы). Расстояние от завариваемых дефектов до сварных швов должно быть не менее 4t.
Заварку разрешается проводить только на полностью заполненном нефтепроводе. Выполнение заварки на частично заполненном нефтепроводе не допускается.
Полость коррозионного повреждения и поверхность трубы в радиусе не менее двух диаметров повреждений (наибольших линейных размеров) зачищается до металлического блеска. Наличие следов коррозии на месте заварки не допускается.
При выборочном ремонте максимальное допустимое давление в трубе при заварке определяется из условий:
Рзав < 0,4×tост МПа при tост < 8,75 мм;
Рзав < 3,5 МПа при tост > 8,75 мм.
Здесь tост - остаточная толщина стенки на месте заварки, мм;
коэффициент 0,4 имеет размерность МПа/мм.
После завершения заварки дефекта наплавленный металл должен быть обработан шлифовальным кругом до получения ровной поверхности и иметь усиление не более 1 мм с плавным переходом к основному металлу.
Наплавленный металл подвергается визуальному, магнитопорошковому или ультразвуковому контролю. Результаты контроля должны фиксироваться в сварочном журнале.
Вырезка дефекта (замена катушки)
При этом способе ремонта участок трубы с дефектом (катушка) должен быть вырезан из нефтепровода и заменен бездефектной катушкой. Вырезка дефекта должна применяться в случае обнаружения недопустимого сужения проходного диаметра нефтепровода, невозможности обеспечения требуемой степени восстановления нефтепровода при установке муфт (протяженная трещина, глубокая вмятина с трещиной или коррозией), экономической нецелесообразности установки муфт из-за чрезмерной длины дефектного участка.
Ввариваемые катушки должны быть изготовлены из труб, прошедших гидравлические испытания внутренним давлением в соответствии со СНиП 2.05.06-85*, величина которого должна быть не ниже давления, вызывающего в стенках труб кольцевое напряжение, равное 95% нормативного предела текучести (заводское испытательное давление).
Ввариваемые катушки должны устанавливаться в соответствии с утвержденной технологической картой, иметь маркировку, паспорт и сертификат на трубу, из которой они изготовлены. Дефекты в виде трещин, закатов, вмятин, задиров и рисок на поверхности катушки не допускаются.
Технология ремонта методом замены участка должна соответствовать действующим нормативным документам, отвечающим требованиям вновь строящегося трубопровода.
Установка ремонтных муфт
Требования на изготовление муфт
Муфты должны быть изготовлены в заводских условиях, ЦБПО или ремонтных участков ОАО МН в соответствии с утвержденными техническими условиями, технологической картой, должны иметь маркировку, паспорт и сертификаты на применяемые материалы.
Муфты должны быть изготовлены из листового материала или из новых (не бывших в эксплуатации) прямошовных или бесшовных труб, предназначенных для сооружения магистральных нефтепроводов.
Для изготовления муфт применяются низколегированные стали марок 09Г2С, 10ХСНД, 13Г1С-У, 17Г1С-У или аналогичные им. Толщина стенки муфты и ее элементов при одинаковой прочности металла трубы и муфты должна быть не меньше толщины стенки ремонтируемой трубы. При меньшей нормативной прочности металла муфты номинальная толщина ее стенки должна быть увеличена в соответствии с расчетом по СНиП 2.05.06.-85*. При этом толщина стенки муфты не должна превышать толщину стенки трубы более чем на 20%. Все элементы муфты должны быть одинаковой толщины.
Дефекты в виде трещин, закатов, вмятин, задиров и рисок на поверхности муфт не допускаются.
Перед установкой ремонтных муфт необходимо тщательно удалить изоляционное покрытие с дефектного участка нефтепровода для последующей обработки поверхности, согласно технологии установки применяемой муфты.
Перед установкой муфты в целях правильности выбора ремонтной конструкции необходимо определить тип и фактические параметры дефекта с составлением акта проведения дефектоскопического контроля.
Приварная муфта должна перекрывать место дефекта не менее чем на 100 мм от края дефекта. Длина муфт выбирается в зависимости от длины ремонтируемого дефекта и в соответствии с требованиями технологии на установку муфт данного типа. Длина цилиндрической части удлиненной галтельной муфты для ремонта гофр не должна превышать 1,5Dн. Длина полости галтельной муфты с короткой полостью, в которой должен находиться поперечный сварной шов ремонтируемого участка, не должна превышать 100 мм.
В местах приварки муфты и ее элементов к трубе нефтепровода должна быть проведена проверка на отсутствие дефектов стенки трубы. При наличии дефектов в стенке трубы приварка муфты в данном месте не допускается.
Композитная муфта устанавливается по композитно-муфтовой технологии. Композитные материалы должны быть испытаны и допущены к применению установленным порядком.
Подъем и опускание нефтепровода при ведении работ по установке муфт не допускаются.
Максимальное допустимое давление в нефтепроводе при установке приварных ремонтных муфт должно быть не более 2,5 МПа.
Все сварные швы муфты при изготовлении должны пройти 100% визуальный и радиографический контроль. При установке муфты на трубу все монтажные сварные швы должны пройти визуальный и ультразвуковой контроль. Наличие дефектов, превышающих требования ВСН 012-88, не допускается. Дополнительно могут применяться магнитопорошковый или другие методы.
Похожие работы

... Четкая система ведения работ, диверсификация ответственности руководителей предприятий, эксплуатирующих трубопроводы СТРУКТУРА ЭКСПЕРТНО-ДИАГНОСТИЧЕСКОГО ОБСЛУЖИВАНИЯ Принципиальным положением в ЭДО является концепция технического обслуживания и ремонта оборудования и трубопроводов по фактическому состоянию на основе диагностики. Это позволит обеспечить возможность обоснованного ...
... по этой статье объясняется тем, что эти затраты зависят от объемов перекачки нефти, а, как уже отмечалось выше, объем перекачки нефти за анализируемый периодснизился на 26,1%. 1.3 Анализ внешней среды АО “СИБНЕФТЕПРОВОД” Магистральные нефтепроводы обеспечивают транспорт 97% добываемой в России нефти. Все нефтеперерабатывающие заводы (НПЗ) и пункты экспорта (за исключением Дальнего Востока) ...
... заявил о необоснованности ухода от контроля со стороны государства за трубопроводным транспортом. "Уход от контроля со стороны государства за трубопроводным транспортом на сегодняшний день считаю необоснованным", - сказал президент России журналистам в Салехарде. "Но это не должно мешать привлечению частных инвестиций. Они возможны и будут приветствоваться", - сказал глава государства. "Как ...
... магистральных нефтепроводов (прежнее название) переросло в мощное производственное объединение, отвечающее лучшим мировым достижениям по уровню транспорта нефти. Таким образом, какую бы стратегию ценообразования не выбрало для себя предприятие, оно всегда будет лидером на рынке услуг по транспортировке, всегда будет иметь максимальную прибыль. Стратегия должна учитывать интересы нефтяных ...
0 комментариев