Особенности получения многокомпонентных систем в вакууме
Расчеты режимов испарения конечных навесок сплавов
Закономерности формирования многокомпонентных систем в режиме стационарного испарения сплавов
Некоторые электрофизические и физико-химические характеристики многокомпонентных конденсированных структур
Общие выводы по обзору и постановка задачи исследования
Навигация
Особенности получения многокомпонентных систем в вакууме
Современное состояние исследований в области функциональных конденсационных покрытий высокой проводимости
88652
знака
2
таблицы
4
изображения
2. Особенности получения многокомпонентных систем в вакууме
Технологические процессы, основанные на испарении и конденсации металлов в вакууме [27, 120, 125, 142], получили широкое распространение в различных отраслях промышленности как альтернатива традиционным гальваническим методам нанесения покрытий. Преимущества вакуумной технологии заключаются, прежде всего, в экологической чистоте процесса, высокой экономической эффективности, высокой производительности процесса. Системный анализ этой технологии, а также конкретные примеры её практической реализации содержатся в монографиях [60, 120, 125, 135], а также в научных статьях сотрудников ОНАПТ (ранее ОТИПП им.М.В. Ломоносова), опубликованных в период 60-90-х годов прошлого столетия.
Применительно к задачам настоящей работы наибольший интерес представляют многокомпонентные вакуумные пленки и покрытия [60], которые во многих случаях превосходят по своим физико-химическим, электрофизическим, защитным и эксплуатационным характеристикам аналогичные системы из чистых металлов [120, 125].
Основной трудностью, возникающей при промышленном внедрении технологии получения многокомпонентных функциональных покрытий, является правильный выбор способа испарения сплавов и формирования покрытий [1, 60, 90, 91, 125, 127, 135, 190]. Выбор конкретного метода определяется задачами исследований, требованиями, предъявляемыми к эксплуатационным характеристикам покрытий и их физико-химическими свойствами [72, 83] и рядом других факторов.
Ретроспективный обзор научной и научно-технической литературы в области теоретического анализа закономерностей формирования многокомпонентных конденсированных систем [90] показывает, что основным методом является прямое испарение готовых сплавов в вакууме. Этот способ наиболее прост с точки зрения конструктивного решения, широко используется в практике научных исследований и в производстве [90, 91, 190]. Впервые он был рассмотрен в работах [1, 127]. Отдельные аспекты обзоров вошли в монографию [125]. В дальнейшем анализ работ в этом направлении поэтапно систематизировался [54, 60, 62, 135].
Известно, что скорость испарения чистого вещества в вакууме определяется температурой его испарения [27, 113, 120, 142] и существенно меняется при наличии примесей. В первом приближении при анализе закономерностей испарения сплавов в вакууме справедлив закон Рауля [113], аналитическая запись которого для бинарного сплава может быть представлена в следующем виде:
![]() , (1.1)
, (1.1)
где pA – давление паров чистого компонента А; p – давление паров при наличии компонента В; NA и NB – число молей компонентов А и В; nB – молярная доля компонента В.
Тенденции устанавливаемых законом Рауля в общем соблюдаются при испарении сплавов. Вместе с тем, у всех реальных сплавов наблюдается отклонение от закона Рауля. Для применения этого закона к реальным системам вводят коэффициенты активности (f), представляющие собой отношение реального давления паров к давлению над идеальным раствором. При расчетах скорости испарения компонента сплава в формулу Лэнгмюра вносят соответствующие поправки.
Из немногочисленных экспериментальных данных удалось установить некоторые общие закономерности. Так, по характеру испарения бинарные сплавы можно разделить на две группы [27]. К первой группе относятся сплавы, имеющие отрицательное отклонение от закона Рауля (f<1). Как правило, такая закономерность наблюдается в двойных системах, в которых образуются интерметаллические соединения или непрерывный ряд твердых растворов (например, Аg-Аu). Ко второй группе относятся системы, имеющие положительное отклонение от закона Рауля (f>1). Это системы эвтектического типа (Sn-Zn, Al-Zn, Pb-Cd, Cd-Zn) и сплавы с ограниченной растворимостью в твердом состоянии (Pb-Zn). Если же наряду с эвтектиками образуются интерметаллические соединения (например, Аg-Аl), то знак отклонения от закона Рауля зависит от температуры и концентрации. Отклонение от закона Рауля объясняется наличием сил связи между разнородными атомами. Так, чем больше сила связи, тем более отрицательное отклонение от идеального сплава. Наиболее сильные отклонения наблюдаются для многокомпонентных систем, например, для системы Ni-Cr-Cu-Al [164, 180]. Авторами предложена физико-химическая модель испарения, которая, однако, имеет существенные ограничения.
Сложность построения геометрической модели испарения многокомпонентных сплавов и проведения теоретического анализа закономерностей формирования покрытий отмечают также авторы работы [128] на основании исследований закономерностей испарения сплавов Si-Cr-Al-W и Si-Cr-W. Наблюдающееся отрицательное отклонение от закона Рауля для Si можно объяснить тем, что какая-то его часть находится в сплаве в связанном состоянии. Возможны также методические ошибки в определении состава в отдельные моменты времени, обусловленные наличием переходного режима в процессе разогрева испарителя. Наличие переходного режиме было отмечено при изучении закономерностей испарения и конденсации сплавов Pb-Sn [110].
При разработке технологии нанесения покрытий из сплавов методом испарения и конденсации в вакууме необходимо решать задачу обеспечения максимально возможного приближения состава покрытия к составу испаряемого сплава. Расчеты показывают, что решению этой задачи способствует повышение температуры испарения; при этом различие в скоростях испарения компонентов снижается. Установлено [115, 116], что для каждого сплава существует такая температура испарения, при которой составы конденсата и исходного сплава практически одинаковы. Обычно эти температуры испарения существенно выше применяемых на практике: 1200°С (Pb-Bi), 1500°С (Zn-Cd), 2200±200°С (Mg-Cd).
Отметим некоторые экспериментально наблюдаемые особенности испарения конечных навесок сплавов. Характерной особенностью метода испарения конечных навесок сплавов является фракционирование, [54, 120, 140], обусловленное различием скоростей испарения компонентов, образующих сплав. Формирующееся на подложке покрытие имеет неоднородный состав по толщине: начальные слои обогащены легколетучим компонентом, в последующих слоях преобладает вещество с малой упругостью паров.
Для получения покрытия такого же состава, как и испаряемое вещество, должно выполняться условие:
![]() , (1.2)
, (1.2)
где m – молекулярная масса компонента, f – коэффициент активности компонента, рo – давление паров чистого компонента.
Сравнение величины ![]() для разных материалов при одинаковой температуре показывает, что без значительного фракционирования испаряются двухкомпонентные сплавы из металлов только двух групп [142]: Al, Cr, Cu и Fe, Au, Ti, Ni.
для разных материалов при одинаковой температуре показывает, что без значительного фракционирования испаряются двухкомпонентные сплавы из металлов только двух групп [142]: Al, Cr, Cu и Fe, Au, Ti, Ni.
В общем случае при испарении из одного тигля состав покрытия отличается от состава сплава в испарителе, но однозначно определяется им. Подробный теоретический анализ испарения бинарного сплава из одного источника приведен в работах [74, 115, 120, 125, 140]. Основным и наиболее важным выводом приведенных расчетов является то, что существует теоретическая возможность получения заданного состава в покрытии, если испарять не всю навеску, а только 5-10% содержимого тигля. Получению стабильного состава покрытия способствует также повышение температуры испарения.
При исследовании испарения конечных навесок сплавов наблюдается аномальное испарение отдельных компонентов. Так, при испарении сплава Al-Mg-Zn [116] в конденсате обнаружено повышенное содержание Al, в сравнении с теоретическим расчетом, а при быстром испарении сплава Pb-Zn в конденсатах содержится до 50% Pb. Ряд исследователей [103, 109, 115, 116, 189] объясняют отклонение от закона Рауля недостаточной скоростью диффузии легколетучего элемента из объема к поверхности испарения и обеднения, вследствие этого, поверхности легколетучим компонентом. Приближенная оценка влияния диффузии в расплаве на характер испарения приведена в работе [189], точное решение уравнения диффузии легколетучего компонента к поверхности при испарении сплава получено в работе [129].
Аномальное испарение нелетучего компонента, обусловленное недостаточной скоростью диффузии легколетучего компонента к поверхности расплава, связано с температурным режимом испарения. Например, при интенсивном режиме испарения сплава Pb-Sn [109] (температура испарения 1100°C) в начальной стадии сплав удовлетворительно подчиняется закону Рауля, однако в дальнейшем наблюдается аномальное испарение Sn, хотя данная система в целом хорошо соответствует идеальному сплаву (fPb»fSn»1). Ориентировочный расчет коэффициента диффузии Рb в расплаве показывает, что вблизи поверхности существует градиент концентрации. Если же температура испарения сплава Рb-Sn составляет 1500-1700°С [110], то экспериментальные и теоретические кривые кинетики фракционирования практически совпадают. Достаточным условием устранения аномального испарения труднолетучего компонента является конвективное перемешивание расплава в тигле, что обеспечивается небольшой глубиной тигля по сравнению с поверхностью испарения и небольшой скоростью испарения.
Фракционирование, характерное для метода испарения конечных навесок, в большинстве случаев является вредным явлением, от которого на практике стараются избавиться. Однако, в последнее время появились работы, описывающие положительные стороны фракционирования. Так, авторы работ [29, 182], рекомендуют метод испарения конечной навески сплава для контролируемого легирования полупроводников.
В целом, можно сказать, что точные теоретические расчеты испарения сплавов в вакууме возможны только для ограниченного числа двойных систем. Холлэнд [142] и Дэшман [27] считают, что хотя закон Рауля и дает возможность сделать приближенные полуколичественные оценки закономерностей испарения реальных систем, однако истинное поведение сплавов при их испарении в вакууме следует изучать только экспериментально, анализируя составы конденсатов и тигля в различные моменты времени. Практические методы изучения фракционирования анализируются в [90, 190].
Похожие работы

... преломления, равном 1,48 для кремнийорганического полимера, и 1,49 для полиметилметакрилата, показатели преломления для нанокомпозитов составили 1,74. Проведенный анализ физико-химических свойств композиций на основе металлоорганосилоксанов дает возможность предположить, что данные материалы перспективны для создания на их основе оптически прозрачных диэлектрических наноматериалов для ...

... области, находящиеся на территории Семипалатинского полигона подверглись влиянию радиоактивных элементов, которое проявляется как на молекулярном, клеточном уровне, так и на уровне целого организма. Основными радионуклидами, определяющими характер загрязнения, в нашей области является стронций-90. Некоторые районы Павлодарской области оказалась наиболее загрязнёнными областями Республ
... от 20 августа 1998 г. №1321. Основные направления утверждены постановлением Совета Министров Республики Беларусь от 3 апреля 2000 г. №445. Цели и задачи социально-экономического развития Республики Беларусь на среднесрочную перспективу Важнейшей целью пятилетия 2006-2010 гг. является достижение устойчивого экономического роста и на этой основе обеспечение основных параметров оздоровления ...
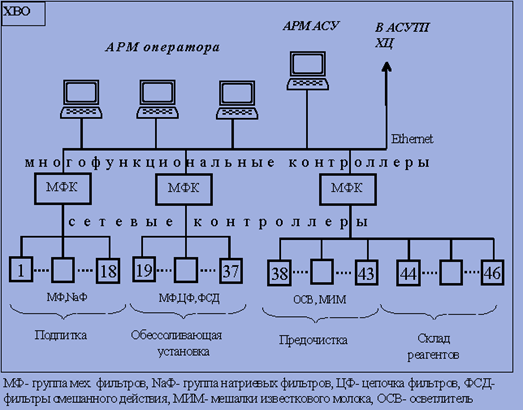
... функционирующий элемент технологического оборудования: механический фильтр, осветлитель, цепочку фильтров блока обессоливания, группу баков и насосов и т.п. 3. Технологическая схема приготовления топлива В котлах Орской ТЭЦ-1 сжигается природный газ, представляющий собой механические смеси различных газов.Состав газа ( в %)а) метан - 97,37б) ...
0 комментариев