Навигация
Планшайбы должны быть слегка выпуклыми, т.е. давать на детали небольшую «яму» около 2—3 мкм
24123
знака
0
таблиц
13
изображений
9. Планшайбы должны быть слегка выпуклыми, т.е. давать на детали небольшую «яму» около 2—3 мкм.
Контроль правильности формы поверхности производится пробным стеклом, стеклянной линейкой или прибором ортотест. Прибор устанавливают тремя опорными штифтами на планшайбу. Подвижной наконечник, находящийся в центре и соединенный со стрелкой, укажет величину прогиба. Отклонение стрелки вправо укажет наличие «бугра», влево — «ямы». Центральное положение стрелки на шкале циферблата (нулевое положение) означает хорошую плоскость. Шкала дает показания в микрометрах (мкм).
Изготовление полировальников
Смоляной полировальник. Соответствующий по форме и размерам инструмент (гриб, чашка, планшайба) разогревается и на него выливается расплавленная не до очень жидкого состояния смола. Иногда на разогретый инструмент насыпают размельченную в виде небольших комочков смолу и выравнивают ее специальной лопаточкой, выдерживая при этом нужную толщину и равномерность слоя по всей поверхности инструмента.
После некоторого загустения смоляной подложки производится ее окончательная формовка увлажненным блоком или специальным формовочным приспособлением нужного радиуса кривизны. В центре слоя делается небольшое углубление, а края полировальника обрезаются ножом.
Суконный полировальник. Подложку для полировальника раскраивают по выкройке. Очень ворсистые материалы слегка обжигают. Для получения более ровной наклейки при наличии толстого материала следует вымочить его в воде и хорошо отжать.
Разогрев соответствующий инструмент (гриб, чашку или планшайбу), покрывают его поверхность размельченной смолой, накладывают сверху подложку (сукно, фетр) и обжимают специальной формой (обжимкой) или же блоком вручную или на прессе.
Как смоляной, так и суконный полировальник, пока подложка прочно не приклеилась смачивают полирующей суспензией и располировывают блоком до придания ему нужной формы.
Полировка точных оптических поверхностей (полировка на смоле)
Как уже отмечалось выше, качество полировки в сильной степени зависит от правильности выполнения всех предыдущих операций (наклейка, блокировка, шлифовка и т.д.), качества применяемых основных обрабатывающих и вспомогательных материалов (абразива, смолы и т.д.), постоянства температуры и влажности помещения (+20° ± 1°) и т.д.
В производстве ряд операций и подготовка инструмента производится специальными рабочими. Так, например, наклейка, блокировка, изготовление полировальников, расшлифовка инструмента часто выделяются в самостоятельные операции.
Тем не менее проверка самим рабочим качества инструмента, наклейки и блокировки должна производиться обязательно. Неправильно сделанная работа подлежит переделке.
Линзы (эластичный способ) не должны выступать за края наклеечного приспособления. Линзы не должны быть слишком высоко посажены или же, наоборот, слишком залиты.
Смола в промежутках между линзами должна быть удалена.
Линзы без фасок, с острыми краями, с фасками обработанными крупными абразивами, могут дать
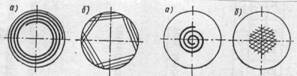
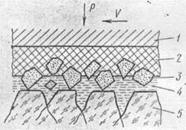
Рис. 12. Схема подрезки крайней зоны полировальника: а — при вращении полировальника; б — при неподвижном полировальнике
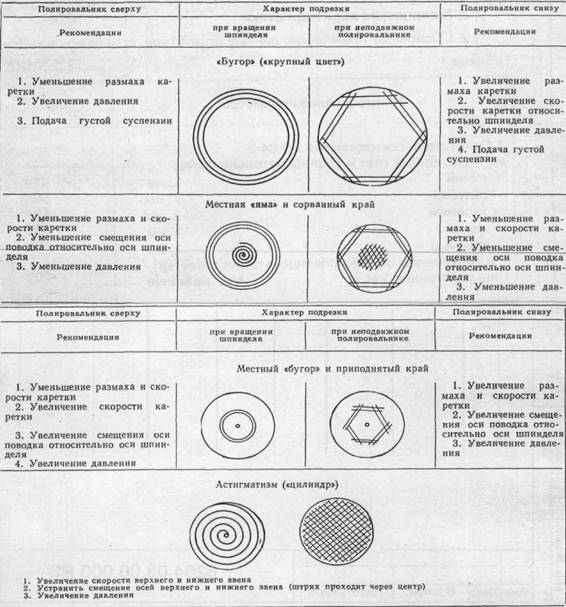
В процессе полировки для регулировки процесса учитывается ряд моментов.
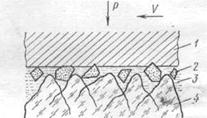
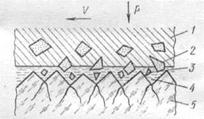
Если у детали больше срабатываются края («бугор»), то у полировальника подрезается острием ножа та часть, которая производит срабатывание края детали, т. е. крайняя зона полировальника (рис. 12). Наоборот, если у детали больше сработана середина («яма»), у полировальника подрезается средняя зона (рис. 13).
Если блок (или деталь) находится внизу, то при взаимной притирке у него всегда будут больше срабатываться края, а если сверху — середина. Поэтому иногда меняют взаимное расположение блока и инструмента.
В табл. 1 даны некоторые практические указания, как регулировать ход процесса полировки на смоле, изменяя характер подрезки, кинематики и режимов.
При работе с подсушкой труднее выдержать «цвет», т. е. заданную кривизну поверхности, но зато быстрее происходит сполировывание. Следует стараться всегда вести процесс (при точной работе) так, чтобы остатки матовой поверхности сходили одновременно с достижением заданной точности.
При работе на сукне и там, где не требуется высокая точность поверхности, особое значение имеют интенсивные режимы, давление, автоматическая подача суспензии, что способствует быстрейшему снятию остатков матовой поверхности, т.е. увеличению производительности труда.
Таблица 1

Литература
1. Справочник технолога-оптика под редакцией М.А. Окатова, Политехника Санкт-Петербург, 2004. - 679 с.
2. Запрягаева Л.А., Свешникова И.С. Расчет и оптических систем. М. Логос, 2000. - 581 с.
3. Прикладная оптика под редакцией Дубовика А.С Машиностроение, 2002. - 470 с.
4. Погарев Г.В. Юстировка оптических приборов Машиностроение, 1982. - 320 с.
5. Справочник технолога-машиностроителя в 2-х частях. Под редакцией А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова. Машиностроение 2001
Похожие работы
... 4 Свыше 4 до 6 Свыше 6 до 10 Свыше 10 до 15 Свыше 15 до 25 Свыше 25 до 40 Свыше 40 до 65 Свыше 65 до 100 Свыше 100 Величина припуска на диаметр 0,4 0,6 0,8 1 1,2 1,5 2 2 2,5 3 2. СУЩНОСТЬ ПРОЦЕССОВ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ Шлифование свободным абразивом Стекла и другие хрупкие оптические материалы шлифуют свободным абразивом, используя жесткий металлический ...
... постепенным нагреванием в термостате. Применение синтетических клеев, не имеющих недостатков, свойственных бальзаму, позволило значительно расширить возможности этого способа соединения оптических деталей между собой. Бальзамин – соединение бальзамина-мономера и перекиси бензоила, являющейся инициатором полимеризации клея. Жидкие компоненты хранятся отдельно друг от друга. Перед нанесением их ...
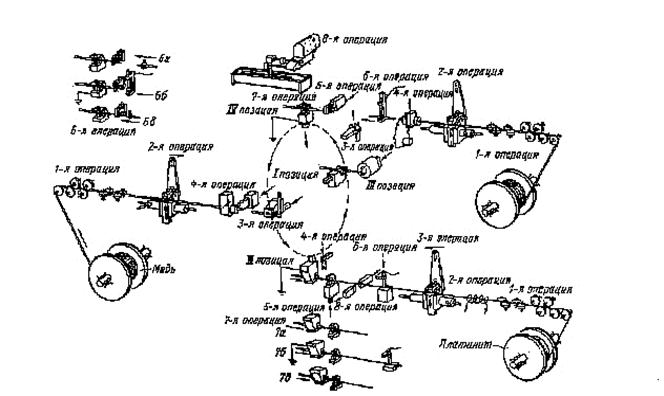
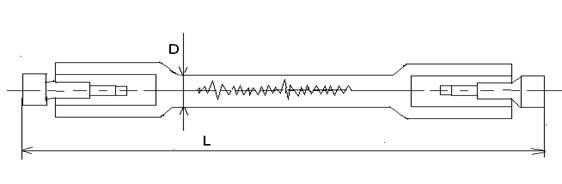
... t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с. 3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ 3.1 Схема технологического процесса Рис. 3.1 Схема технологического процесса изготовления лампы накаливания 3.2 Изготовление вводов Важными заготовительными операциями в электроламповом ...
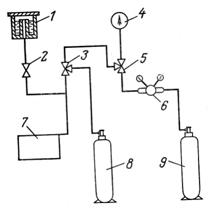

шли широкое применение в производстве галогенных ламп бромистый метил (СН3Вг) и бромидный метилен (СН2Вг2). 2 Технологический процесс изготовления кварцевой галогенной лампы 2.1 Физические свойства кварцевого стекла и методы его обработки Значительное уменьшение габаритных размеров галогенных ламп и необходимость создания условий для действия галогенного цикла потребовали наличия высоких ...
0 комментариев