Навигация
Конструирование станка для шлифования свободным абразивом
30438
знаков
5
таблиц
12
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖНЕТАГИЛЬСКАЯ ГОСУДАРСТВЕННАЯ СОЦИАЛЬНО-ПЕДАГОГИЧЕСКАЯ АКАДЕМИЯ»
ФАКУЛЬТЕТ ТЕХНОЛОГИЧЕСКОГО ОБРАЗОВАНИЯ
КАФЕДРА ТЕОРИИ И МЕТОДИКИ ТЕХНОЛОГИЧЕСКОГО ОБРАЗОВАНИЯ
Курсовая работа по Техническому творчеству на тему:
«Конструирование станка для шлифования свободным абразивом»
Выполнил: студент 31в гр.
Мокрецов А.А
Руководитель: Пунтус Ю.А
Нижний Тагил
2010
Содержание
Введение
1. Основные особенности процесса шлифования
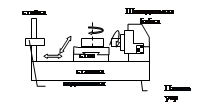
2. Анализ аналогичных объектов
3. Разработка конструкции станка
4. Паспорт станка
Заключение
Литература
Введение
Процесс обработки камня многоцикличный и одним из важнейших этапов в этом процессе является шлифование камня. Эта операция зародилась очень давно. Еще древние люди применяли данную операцию, и до сих пор шлифование является неотъемлемой частью всего процесса обработки камня. Для шлифования камня используется множество станков, одним из которых является станок для шлифования свободным абразивом.
Станки заводского производства имеют высокую себестоимость, большие габариты, поэтому, для обработки камня в учебных мастерских рациональнее и экономичнее использовать станки индивидуальной сборки. Хотя они менее производительней, но гораздо дешевле и порою удобнее заводских, что является одним из важных факторов в оснащении материально-технической базы мастерских. На основании выше сказанного можно сделать вывод, что для учебных мастерских данные станки лучше конструировать и изготовлять самим, чем приобретать заводские модели.
Тема моей курсовой работы: «Конструирование станка для шлифования свободным абразивом».
Цель курсовой работы: Сконструировать станок для шлифования свободным абразивом, предназначенный для учебной мастерской.
Задачи:
Ознакомится с литературой и информацией о процессе шлифования и шлифовальных станках.
Изучить технологию шлифования различных материалов
Проанализировать аналогичные конструкции шлифовальных станков.
Разработать конструкцию шлифовального станка для обработки свободным абразивом.
Выполнить чертеж станка
Разработать паспорт станка
Объект курсовой работы: Процесс конструирования камнерезного станка
Предмет: Конструирование шлифовального станка
1. Основные особенности процесса шлифования
Шлифование – процесс резания металлов с помощью абразивного инструмента, режущим элементом которого являются зерна. Зерна, обладающие высокой твердостью, теплоустойчивостью и острыми кромками, соединены специальными связующими веществами в шлифовальные круги, сегменты, головки, бруски и шкурки; применяют зерна и в виде паст и порошков. Шлифование применяется как для черновой, так и для чистовой и отделочной обработки. При шлифовании главным движением является вращение режущего инструмента с очень большой скоростью. Чаще всего в качестве шлифовального инструмента пользуются шлифовальные круги.
Выступающие зерна (рис. 1) абразивного материала, прочно закрепленные в шлифовальном круге связующим (цементирующим) веществом, при вращении круга с большой скоростью (до 80 м/с) срезают (царапают) слой металла или камня с заготовки в виде очень мелкой стружки. Большое число стружек (до сотни миллионов в минуту) и их малая толщина (несколько микрон) обусловливаются малым размером самих режущих зерен-резцов и большим количеством зерен, одновременно участвующих в резании (царапании). Часть зерен ориентирована так, что не может резать обрабатываемую поверхность. Такие зерна производят работу трения по поверхности резания. Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристалической решетки. Деформирующая сила вызывает сдвиг одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется.
Вследствие малого сечения среза и большой скорости резания шлифование обеспечивает высокую точность (2 – 1-й класс) и малую шероховатость обработанной поверхности (7 – 12-го класса), а поэтому этот процесс чаще является окончательной (отделочной) операцией.
Процесс стружкообразования при шлифовании приближается к резанию, осуществляемому зубом фрезы. Несмотря на малые размеры срезаемого слоя, получаемая при шлифовании стружка имеет то же строение и вид, что и стружка, получаемая при фрезеровании. Здесь также имеют место упругое и пластическое деформирование, тепловыделение, упрочнение, износ и др. Высокая температура при шлифовании (до 1000 – 1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания. С увеличением износа зерен температура при шлифовании повышается, что может вызвать деформацию детали, прижог, структурные изменения и трещины на обработанной поверхности. Для снижения температуры при шлифовании применяют обильное (10 – 60 л/мин) охлаждение. Смазочно-охлаждающие жидкости способствуют также удалению абразивной пыли из воздуха и очищению пор круга от продуктов отхода, повышают производительность и уменьшают шероховатость обработанной поверхности; снижается и размягчение связки круга, которое получается вследствие нагрева.
Наряду с общими явлениями, присущими и другим видам обработки металлов резанием, процесс шлифования имеет особенности: 1) режущая кромка шлифовального круга не сплошная, а прерывистая, так как зерна отстоят друг от друга на некотором расстоянии; 2) зерна шлифовального круга неправильной, округленной в вершинах геометрической формы, произвольно расположены в круге, что является причиной отрицательного и непостоянного значения переднего угла; 3) вследствие пирамидальной и округленной формы режущей части зерна возникает сложная зависимость между глубиной и шириной впадины, образуемой на обработанной поверхности каждым зерном-резцом; 4) в процессе работы шлифовальный круг может самозатачиваться, т. е. под действием повышенной нагрузки на затупленное зерно последнее может расколоться или чаще всего выкрошиться из связки, обнажив новые острые зерна, которые и будут продолжать резание; 5) вследствие округления вершины зерна и нулевой толщины среза в момент, предшествующий царапанию – срезанию (т. е. при врезании), зерна подвергаются большому трению о поверхность резания, образованную впереди идущими зернами-резцами 6) процесс снятия стружки зерном происходит за короткий промежуток времени (0,0001 – 0,00005 с). Эти особенности делают процесс резания при шлифовании более сложным, чем при других видах обработки, и создают большие трудности как при теоретическом, так и экспериментальном его исследовании.
В промышленности находят применение как естественные, так и искусственные абразивные материалы. К естественным абразивным материалам относятся алмаз, корунд, наждак и некоторые другие. Однако ввиду того, что свойства этих материалов нестабильны, а запасы их ограничены, основное применение в промышленности получили искусственные материалы. К искусственным абразивным материалам относятся электрокорунд, карборунд, карбид бора, синтетические алмазы и сверхтвердые материалы, полученные на основе кубического нитрида бора.
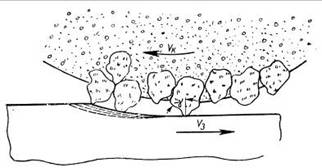
Рис. 1 Схема работы абразивных зерен
Похожие работы

... , надо применять способ горячего отверждения. При склеивании брусковых деталей клей наносят на одну из склеиваемых поверхностей. [3] 3.3 Последовательность изготовления подставки под письменные принадлежности Для изготовления подставки под письменные принадлежности потребовался деревянный брусок 60x45x250 мм и доска 80x30x200 из массива, они был приобретены в магазине «Стройматериалы» за ...



... удельный вес, всего 5-7% (ГПС распространены в Японии, США, Швеции и др.) Основным конструктивным элементом ГПС является ГПМ - гибкий производственный модуль - единица технолог. Оборудования, функционирующая автоматически, обладающая свойством автоматизированной переналадки и имеющая возможность встраивания в ГПС. Разновидностью ГПМ является РТК - роботизированный технологический комплекс ( ...
... трещины по шлаковым включениям , «шиферный» излом, крупнозернистость, шлаковые включения; для сварных конструкций – непровар, пористость металла шва, шлаковые включения). Выбор способов получения заготовки определяется технологическими свойствами металла, т. е. его литейными свойствами или способностью претерпевать пластические деформации при обработке давлением, а также структурными изменениями ...
... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев