Навигация
Рівномірності розподілу структурних складових у сталі, відсутності твердої кірки, твердих включень…
35689
знаков
1
таблица
5
изображений
4. Рівномірності розподілу структурних складових у сталі, відсутності твердої кірки, твердих включень…
Оброблюваність сталі залежить, в основному, від її структури, вмісту в ній легуючих елементів. Чим більше в сталі мартенситу і троститу (НВ=400-500кГ/мм2) і менше фериту і перліту (НВ=80-200кГ/мм2) тим її оброблюваність гірша. Структура також впливає на якість обробленої поверхні, яка при підвищенні твердості покращується.
Із збільшенням кількості вуглецю в сталі оброблюваність її погіршується, а якість поверхні покращується, знижується теплопровідність, що збільшує температуру різання, зростає її міцність і твердість. Все це веде до зниження швидкості різання.
Легуючі елементи (Cr, Mg ,Si, W, Mo) також погіршують оброблюваність сталі, так як із збільшенням їх кількості зростають твердість і міцність, знижується теплопровідність. Наявність карбідів інтенсифікує спрацювання інструментів. З легованих сталей найгірша оброблюваність у аустенітних (нержавіючих і жароміцних). Це пояснюється їх високою адгезійною здатністю, великим тепловиділенням внаслідок значних сил різання і низької теплопровідності аустеніту, зміцненням зрізуваного шару через наклеп, підвищеною стираючою здатністю через наявність в структурі карбідів.
Чавун обробляти важче ніж сталь. Це пояснюється низькою його теплопровідністю і наявністю включень цементиту і карбідів марганцю, які мають сильну стираючу здатність. Графіт покращує оброблюваність чавуну (сприяє підвищенню швидкості різання), але погіршує якість обробленої поверхні. Оброблюваність чавуну покращується при знижені в ньому вмісту кремнію, оскільки кремній сприяє зміцненню фериту. Оброблюваність відбіленого чавуну, який містить велику кількість цементиту, різко погіршується, його майже неможливо обробляти інструментом з швидкорізальної сталі.
Високоміцний чавун з кулеподібним графітом допускає вищу швидкість різання ніж сірий чавун з пластинчастим графітом при однаковій твердості. При цьому, на відміну від сірого чавуну, оброблюваність високоміцного чавуну можна покращити термообробкою (відпалюванням, або високотемпературним відпуском).
Мідні сплави краще піддаються термообробці, ніж сталь, так як вони мають меншу границю міцності і кращу теплопровідність. Оброблюваність сплавів міді покращується із збільшенням вмісту свинцю і погіршується з збільшенням нікелю і марганцю. Мідні сплави можуть різко відрізнятись своїми властивостями. Так швидкість різання бронзи, яка містить кремній і має стираючу здатність, зменшується в 3 рази.
Оброблюваність алюмінієвих сплавів значно краща ніж сталі і швидкість різання може бути в 6-8 більшою. Оброблюваність покращується, якщо додати Cu, Pb, Sn, Mg, Bi, Zn і погіршується домішками кремнію і марганцю. Оброблюваність титанових сплавів гірша ніж конструкційної і вуглецевої сталі. Це пояснюється тим, що вони мають більшу твердість і невисоку пластичність. Поздовжня усадка стружки близька до 1, питомий тиск на передню поверхню високий Оброблюваність пластмас коливається в широких межах залежно від їх властивостей. Допустима швидкість різання при обробці цих матеріалів може бути вищою (текстоліт) і нижчою (фенопласт), ніж при обробці звичаної конструктивної сталі. Теплопровідність пластмас значно менша, ніж у металів, тому в процесі різання більше теплоти іде на нагрівання стружки та інструменту. Температура, що виникає в зоні різання часто спричиняє розм’якшення, а іноді і деформацію деталі. Тому доводиться знижувати швидкість різання.
В залежності від оброблюваності всі сплави на основі металів поділяються на 14 груп. До перших двох груп відносяться магнієві і алюмінієві сплави, які найлегше обробляются. Чавуни відносяться до четвертої групи, вуглецеві сталі – до пятої, а низько і середньо леговані до шостої групи, а до 14 групи відносяться високоміцні сталі, які найважче обробляються. В кожній групі найбільш характерна марка взята за еталон. Для п’ятої і шостої груп – це сталь45, для чавунів – чавун СЧ20. Коефіцієнт оброблюваності для еталонів рівний одиниці. Коефіцієнти для інших матеріалів приведені у довідниках.
2. Опір матеріалів різанню
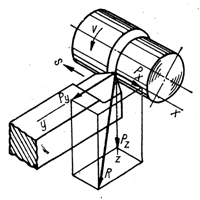
В процесі різання виникають пружні і пластичні деформації зруйнованого шару (стружки) і верхнього шару обробленої поверхні, а також сили тертя на контактних поверхнях різального інструменту. При вільному різанні, коли в роботі знаходиться одна різальна кромка, сили різання можна розглядати як плоску систему сил, що діють на контактних площадках інструменту і заготовки. Ця система включає 4 складові: Р і Р1 сили, що деформують матеріал вище (Р) і нижче (Р1) лінії зрізу і Рμ і Рμ1 –сили тертя по передній ізадній поверхнях (рис.16). Проектуємо ці сили на осі y і z .
Pz=Pcosγ+Pμsinγ+P1sinα+Pμ1cosα i Py=-Psinγ+Pμcosγ+P1cosα+Pμ1sinα .
Визначення цих сил складне завдання, особливо при закритому різанні, коли одночасно працюють дві різальні кромки і має місце об’ємний напружений стан.
Похожие работы
... ії з механічної обробки деталей, впровадити результати дисертаційної роботи й провести промислове їх випробування. Об’єкт дослідження – технологічні операції механічної обробки деталей сільськогосподарського машинобудування із застосуванням полимервмісних МОТЗ. Предмет дослідження – вплив полімерної присадки до МОТЗ на продуктивність й якість механічної обробки деталей. Методи дослідження. ...
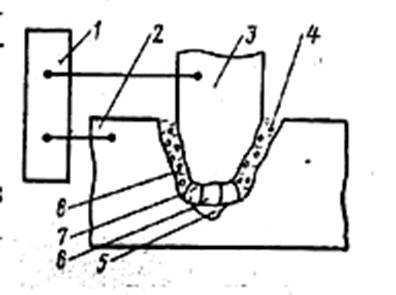
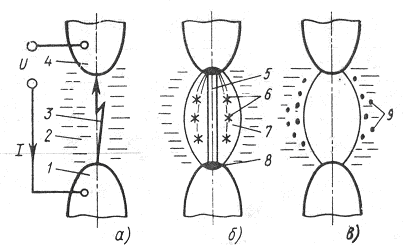


... ; 4 — електрод; 5 — електроліт; 6 — рух рідини до насоса; 7 — продукт анодного розчинення; 8 — мікровиступ Найпоширенішими методами електрохімічної обробки є електрохімічне полірування й електрохімічна розмірна обробка. Анодно-механічна обробка металів побудована на сполученні електроерозійного й електрохімічного процесів. Її сутність полягає в наступному. Через оброблювану заготівлю (анод) і ...
... з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Метою нашої курсової роботи є розробка змісту методики формування в учнів системи знань і умінь з технології обробки металу на верстатах на заняттях з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Об’єктом дослідження є теоретична та практична трудова підготовка учнів 9 класу. Предметом нашої курсової ...


... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
0 комментариев