Навигация
Центровая оснастка и патроны токарных станков.
10216
знаков
2
таблицы
27
изображений
Центровая оснастка и патроны токарных станков
Центровая оснастка включает в себя центры, устанавливаемые в передней и задней бабках станка, и поводковые устройства для передачи вращения и крутящего момента от шпинделя к заготовке. Центр передней бабки токарных станков вращается вместе с заготовкой и шпинделем станка, поэтому всегда выполняется жестким. Он неподвижен относительно заготовки и не имеет трения об неё во время обработки. Центр задней бабки может быть неподвижным или вращающимся. Неподвижный центр из-за трения о заготовку нагревается и изнашивается, поэтому в ответственных случаях выполняется с твердосплавной вставкой. Он требует консистентной смазки, однако при высоких частотах вращения смазка горит, поэтому применяют вращающиеся центры различных конструкций. Ниже приводятся прогрессивные конструкции вращающихся центров
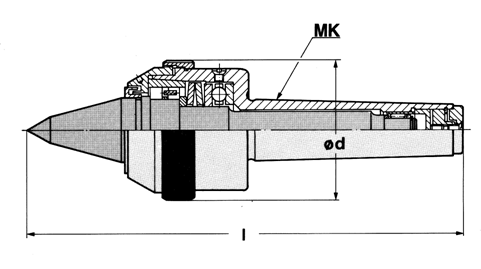
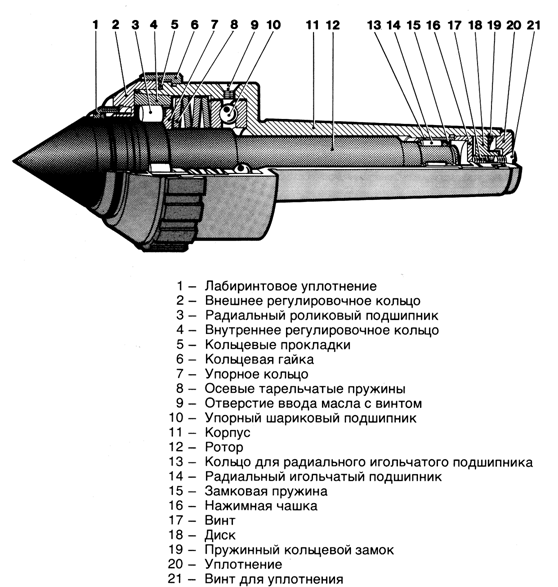
Центры фирмы Sandvik Coromant имеют и длинную вращающуюся часть, а также развитую систему подшипников. Тарельчатые пружины поддерживают постоянное усилие поджима заготовки центром (при жестком центре из-за постепенного износа и смятия поверхности контакта заготовки усилие уменьшается).
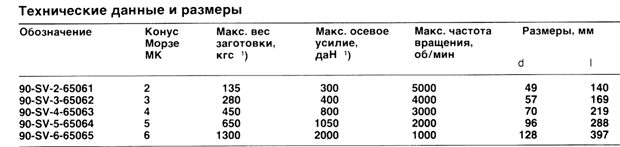
1) При 100 об /мин и сроке службы 4000 часов
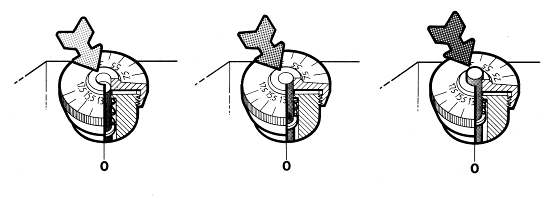
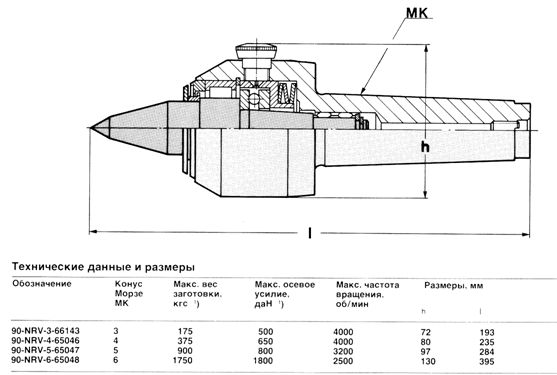


Имеется конструкция, позволяющая по цвету полоски у края корпуса центра приблизительно оценить усилие поджима центра
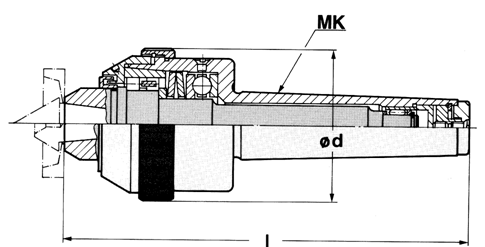
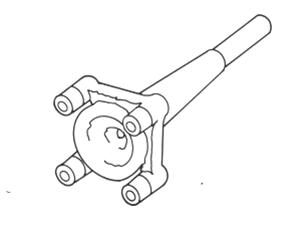
Центры выполняются разной формы и применяются для различных форм центровых отверстий деталей, в том числе для деталей с наружными центрами, а также для установки по наружным и внутренним фаскам.

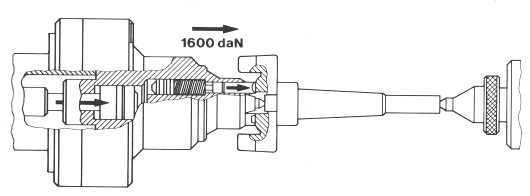
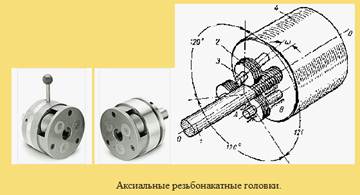
Взамен традиционного хомутика применяются более совершенные поводковые устройства типа «face driver» для вращения детали и передачи крутящего момента от шпинделя к заготовке.



Преимуществом поводковых устройств типа «face driver» является возможность обточки заготовки по всей длине. Кроме того, при перекосе торца заготовки относительно оси ведущие зубья врезаются в торец на одинаковую глубину за счёт способности устройства выравнивать усилия. Для этого применяются «эластичные среды» – втулки из специальных пластиков или густые масла, заполняющие внутреннюю полость в корпусе устройства. Зубцы давят на поршни, которые, в свою очередь действуют на эластичный элемент или масло. Допустимый перекос торца составляет для различных типоразмеров до 5°..7°.
Зубцы врезаются в торец на глубину до 0.8 мм. Это является недостатком устройства, так как для удаления следов возникает необходимость в подрезке этого торца, хотя при перекошенном торце это нужно делать при любом поводковом устройстве.
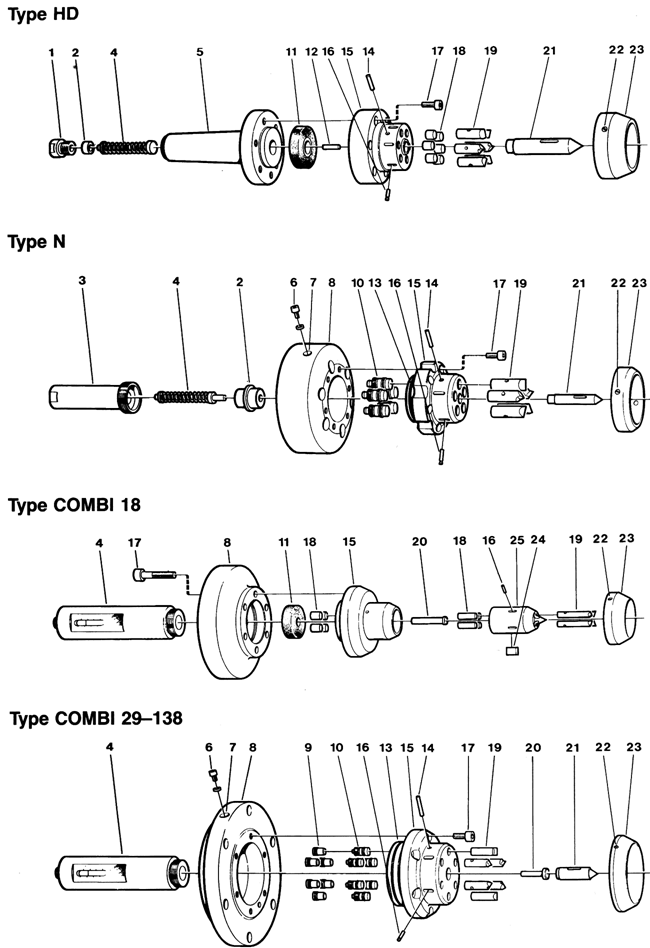
Ниже приводится рисунок устройства в разобранном виде. На рисунке:
1– концевая пробка
2– проставка
3– гнездо пружины
4– пружина
5– хвостовик
6–пробка на отверстии для заливки масла
7–отверстие для контроля при заливке и слива масла
8–фланец
9–ограничитель хода поршня 17–крепёжный винт
10– поршень в сборе с уплотнениями 18–эластичная вставка
11–эластичное кольцо 19–ведущий зубец
12–штифт поршня 20–нажимной штифт
13–уплотняющее кольцо 21–центр
14–«удерживатель» центра 22–винт фиксации крышки
15–ведущая головка 23–передняя крышка
16–«удерживатель» зубцов 24–ключ
Ниже приводятся специальные конструкции поводковых устройств типа «face driver»
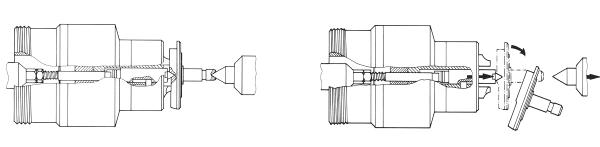
1. С выталкивающим движением центра при раскреплении детали после обработки

2. С двумя рядами зубцов, внешний из Деталь особой формы которых убирается при обработке левого торца

3. Для приведенной выше детали (ниже показан зажим детали зубцами) которых убирается для обработки левого торца.

Похожие работы


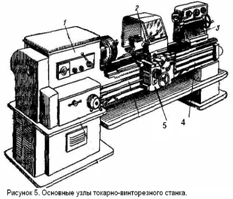
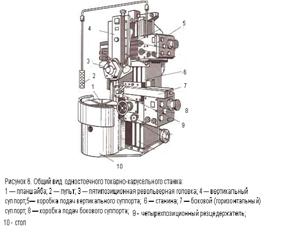
... ось шпинделя вертикальна, а базовая плоскость планшайбы - горизонтальна (рис.6). Карусельные станки бывают: 1) одностоечные; 2) двухстоечные. 2. Токарно-карусельные станки. Относятся к классу средних и тяжелых станков, которые служат для обработки деталей диаметром от 500 мм и выше, массой более 50 – 100 кг. Токарные станки серийного производства. Они отличаются от универсальных тем, что на ...
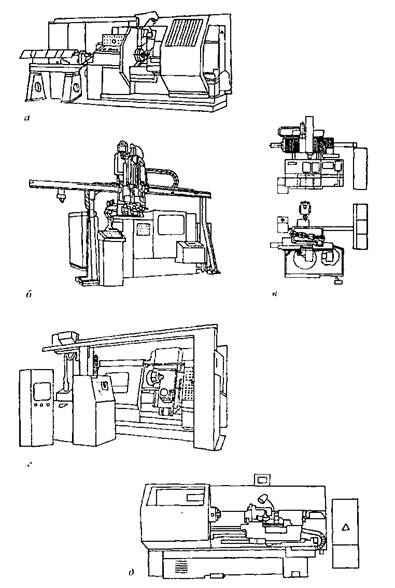

... приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта управления, магнитной ленты или перфоленты и могут корректироваться на экране с помощью клавиатуры. Токарный станок с ЧПУ модели 16К30ФЗ и его исполнения 16КЗОФ305, 16К30Ф325, 16К30Ф335 предназначены для выполнения разнообразных токарных работ по замкнутому автоматическому циклу при закреплении заготовки ...
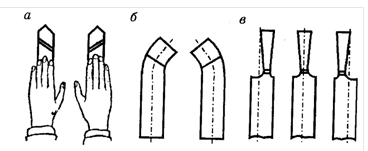

... при подрезке торца; обратный центр (рис13, б) при обтачивании заготовок небольшого диаметра (до 5 мм). Рис.14. Токарные центры: а — простой центр (1 — конус, 2 — шейка, 3 — конус, 4 — хвостовик); б — обратный центр 2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке Назначение и область применения станка Малогабаритный широкоуниверсальный станок мод ...


... с целью получения готовой детали или полуфабриката. Подразделяется: по типу применения – на ручной и машинный (станочный), строительный, монтажный, и т. д. по типу обрабатываемого материала – металлорежущий, дереворежущий, и т. д., по типу применяемого материала – быстрорежущий, для высокоскоростной обработки, и т. д., по типу обрабатываемой детали – зуборезный, резьбообразующий, и т. д., ...
0 комментариев