Навигация
3. Азотирование стали
Азотированием называется процесс насыщения поверхностного слоя азотом.
Целью азотирования является создание поверхностного слоя с высокой твердостью, износостойкостью, повышенной усталостной прочностью и сопротивлением коррозии.
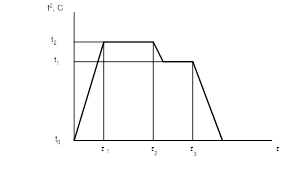
Процесс азотирования состоит в выдержке в течение довольно длительного времени (до 60 ч) деталей в атмосфере аммиака при 500—600 °С. При более высокой температуре образуются более крупные нитриды и твердость уменьшается. Азотирование проводят в стальных герметически закрытых ретортах, в которые поступает аммиак.. Реторту помещают в нагревательную печь. Поступающий из баллонов аммиак при нагреве разлагается на азот и водород:
NH3→3H + N.
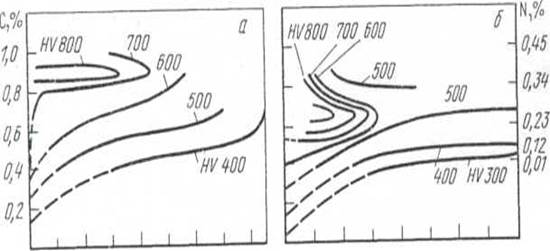
Активные атомы азота проникают в решетку α-железа и диффундируют в ней. Образующиеся при этом нитриды железа еще не обеспечивают достаточно высокой твердости. Высокую твердость азотированному слою придают нитриды легирующих элементов, прежде всего хрома, молибдена, алюминия. При совместном легировании стали Cr, Mo, A1 твердость азотированного слоя по Вик-керсу достигает HV 1200, в то время, как после цементации и закалки твердость HV 900.
Благодаря высокой твердости нитридов легирующих элементов азотированию обычно подвергают легированные среднеуглеродистые стали. К таким сталям относятся 38Х2МЮА, 35ХМА, более дешевая 38Х2Ю, а также некоторые штамповые стали, например 3X2BS, 5ХНМ.
Азотированию обычно подвергают готовые изделия, прошедшие механическую и окончательную термическую обработку (закалку с высоким отпуском). После такой термической обработки металл приобретает структуру сорбита, имеющую высокую прочность и вязкость. Эта структура сохраняется в сердцевине детали и после азотирования. Высокая прочность металлической основы необходима для того, чтобы тонкий и хрупкий азотированный слой не продавливался при работе детали. Высокая твердость после азотирования достигается сразу и не требует последующей термической обработки. Это важное преимущество процесса азотирования.
Участки, не подлежащие азотированию, защищают нанесением тонкого слоя олова (10—15 мкм) электролитическим методом или жидкого стекла. Глубина азотированного слоя составляет 0,3— 0,6мм. Из-за сравнительно низких температур скорость азотирования значительно меньше, чем при цементации и составляет всего 0,01 мм/ч и менее.
По сравнению с цементацией азотирование имеет ряд преимуществ и недостатков. Преимуществами азотирования являются более высокая твердость и износостойкость поверхностного слоя, сохранение им высоких свойств при нагреве до 500 °С, а также высокие коррозионные свойства. В азотированном слое создаются остаточные напряжения сжатия, что повышает усталостную прочность. Кроме того, после азотирования не требуется закалки, что позволяет избежать сопутствующих закалке дефектов.
Недостатками азотирования по сравнению с цементацией является более высокая длительность процесса и необходимость применения дорогостоящих легированных сталей. Поэтому азотирование применяют в случае изготовления более ответственных деталей, от которых требуется особо высокое качество поверхностного слоя.
Азотирование применяют в машиностроении для изготовления мерительного инструмента, гильз, цилиндров, зубчатых колес, шестерен, втулок, коленчатых валов и др.
4. Цианирование стали
Цианированием (нитроцементацией) называется процесс совместного насыщения поверхности стальных деталей азотом и углеродом.
Основная цель цианирования состоит в повышении твердости и износостойкости деталей.
При цианировании нагрев осуществляется либо в расплавленных солях, содержащих цианистые соли NaCN или KCN, либо в газовой среде, состоящей из смеси СН4 и NH3. Состав и свойства цианированного слоя зависят от температуры проведения цианирования.
В зависимости от температуры процесса различают высокотемпературное (850—950 °С) и низкотемпературное (500—600 °С) цианирование. Чем выше температура цианирования, тем меньше насыщение поверхностного слоя азотом и больше углеродом. Совместная диффузия углерода и азота протекает быстрее, чем у этих элементов в отдельности.
При низкотемпературном цианировании поверхностный слой насыщается преимущественно азотом. Низкотемпературному цианированию обычно подвергают окончательно изготовленный и за- точенный режущий инструмент из быстрорежущих марок стали с целью повышения его износостойкости и красностойкости. После низкотемпературного цианирования отпуск не производится. Глубина цианированного слоя 0,01—0,04 мм о твердостью HV 1000.
После высокотемпературного цианирования на глубину 0,6— 1,8 мм в течение 3—10 ч детали подвергают закалке и низкому отпуску, Твердость после термообработки составляет HRC 59—62.
По сравнению с цементированным цианированный слой имеет несколько более высокую твердость и износостойкость, а также более высокое сопротивление коррозии. В ваннах можно подвергать цианированию мелкие детали, например детали часовых механизмов, для которых достаточно получение слоя небольшой толщины.
Недостатком цианирования является более высокая стоимость процесса, связанная с необходимостью строгого соблюдения правил техники безопасности из-за высокой токсичности цианистых солей.
5. Диффузионная металлизация
Диффузионной металлизацией называется процесс диффузионного насыщения поверхностных слоев стали различными металлами. Детали, поверхность которых насыщена алюминием, хромом, кремнием, бором, приобретают ряд ценных свойств, например жаростойкость, коррозионную стойкость, повышенную износостойкость и твердость.
Металлизация бывает твердая, жидкостная и газовая. При жидкостной металлизации стальная деталь погружается в расплав металла. При твердой и газовой металлизации насыщение происходит с помощью летучих соединений хлора с металлом А1С13, CrCl3, SiCl4, которые при температуре 1000—1100 °С вступают в обменную реакцию с железом с образованием диффундирующего элемента в активном состоянии.
При алитировании, т. е. насыщении алюминием, которое обычно проводится в порошкообразных смесях или расплавленном алюминии, детали приобретают повышенную коррозионную стойкость благодаря образованию плотной пленки А12О3, предохраняющей металл от окисления. Толщина слоя составляет 0,2—0,5 мм.
При хромировании обеспечивается высокая стойкость против газовой коррозии до 800 °С, а также стойкость против коррозии в воде, морской воде и кислотах. Толщина слоя составляет до 0,2 мм.
Силицирование, т. е. насыщение кремнием, придает высокую кислотоупорность в соляной, серной и азотной кислотах и применяется для деталей, используемых в химической и нефтяной промышленности. Толщина слоя колеблется в пределах 0,3—1,0 мм.
Борирование придает поверхностному слою исключительно высокую твердость (до HV 1800—2000), износостойкость и устойчивость против коррозии в различных средах. Борирование часто проводят при электролизе расплавленных солей, например буры Na2B2O7, когда стальная деталь является катодом. При температуре около 150 °С и выдержке 2—5 ч на поверхности образуется твердый борид железа и толщина слоя достигает 0,1—0,2 мм.
Похожие работы
... при статических и динамических испытаниях. Однако наиболее износостоек цементованный слой при несколько повышенном содержании в нем углерода (по некоторым данным до 1,2% С). при этом после термической обработки цементованный слой должен иметь структуру мелкоигольчатого или скрытокристаллического мартенсита с мелкими глобулями карбидов и небольшим количеством остаточного аустенита. Цементация ...
стали(предусматривает изменение структуры металла за счет как термического, так и деформационного воздействия). ХТО- химико-термическая обработка стали (в результате взаимодействия с окружающей средой при нагреве меняется состав поверхностного слоя металла и происходит его насыщение различными химическими элементами). 2.СТО Включает: отжиг, нормализацию, закалку, отпуск и старение. А.Отжиг. ...
... 11,46 ч.~ 12 часов. Время низкого отпуска принимаем 120 мин. 1.4.5 Разработка и описание технологической карты химико-термической обработки деталей Технологическая карта - часть маршрутной технологии. Технологическая карта - это основной документ термического участка, в которой указан маршрут перемещения детали по участку. Зубчатое колесо подается на термический участок с помощью ...
... УПРОЧНЕНИЕ СТАЛИ Химико-термическая обработка - процесс химического и термического воздействия на поверхностый слой стали с целью изменения состава, структуры и свойств. Химико-термическая обработка повышает твердость поверхности стали, ее износостойкость, коррозионную стойкость, кислотоустойчивость и другие свойства. Химико- термическая обработка нашла широкое применение в машиностроении, так ...
0 комментариев