Навигация
Формообразование деталей литьем
15537
знаков
0
таблиц
0
изображений
Содержание
1. Формообразование деталей литьем, основные виды, области применения
2. Электрохимические методы получения пленок
Задача
Список использованных источников1. Формообразование деталей литьем, основные виды, области применения
Литейное производство изготавливает достаточно большой ассортимент различных заготовок из черных и цветных металлов и сплавов. Характерной особенностью способа получения заготовок литьем является техническая и экономическая целесообразность его применения при индивидуальном, серийном и массовом производстве, причем масса отливок может лежать в широком диапазоне.
Сущность способа литья заготовок заключается в том, что приготовленный по специальной технологии расплав металла определенного состава разливают в литейные формы, где он, застывая, приобретает соответствующие размеры и форму. В зависимости от вида литейной формы разливают литье в разовые и постоянные (многоразовые) формы. Наибольшее количество отливок (до 80%) получают литьем в песчаные (земляно-песчаные) формы, так как этот метод является универсальным применительно к литейным материалам, типу производства, к массе и габаритам отливок. Этим способом отливают: станины и корпуса машин, шкивы, диски, кольца, секции отопительных радиаторов, головки и блоки цилиндров двигателей, люки и плиты, зубчатые колеса и т.д.
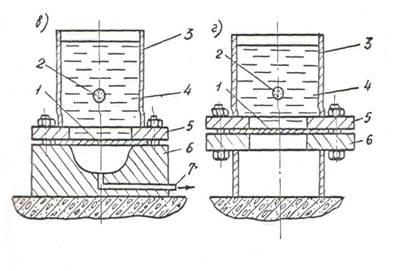
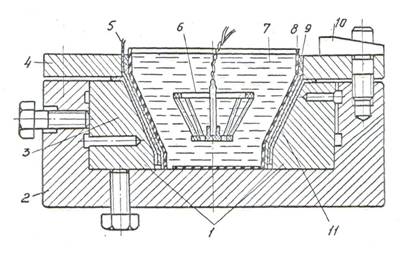
Многоразовые формы изготавливают из металлических сплавов (чугун, сталь, алюминиевые сплавы и т.д.), гипса, глины, графита, керамических и металлокерамических материалов, бетона. Метод литья в многоразовые формы не может быть применен в индивидуальном и мелкосерийном производстве, поскольку изготовление постоянной литейной формы – дорогостоящий процесс по сравнению с производством песчаной формы. Литье в металлические формы получило название как литье в кокиль. Распространен метод литья в металлические формы под давлением, который позволяет получить отливки с более плотной структурой при минимальном количестве внутренних пустот.
При разработке и реализации технологического процесса изготовления литья важным является получить плавку сплава нужного химсостава и отлить из него качественное литье без внутренних и внешних дефектов. Вторая задача решается выбором соответствующей литейной формы и конструированием литниковой системы, которая обеспечивает качественное заполнение всех элементов формы и получение плотной структуры металла отливки.
Технологичность конструкции отливки характеризуется условиями формовки песчаной формы, заливки ее жидким металлом, остывания расплава, извлечения отливки из формы (выбивки), удаления стержней, формирующих внутренние полости заготовки, отделения литниковой системы от отливки, обрубки заусенцев.
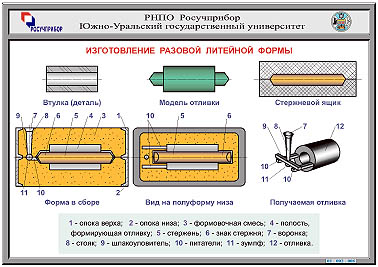
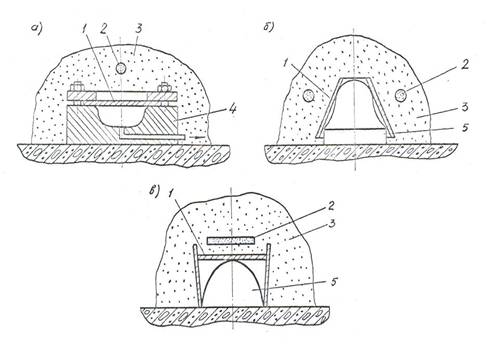
При изготовлении литейной песчаной формы применяют металлические опоки, а также деревянные или металлические модели. Формовку осуществляют на специальных формовочных вибрационных машинах, которые уплотняют формовочную смесь вокруг модели и позволяют получить достаточную прочность ее сцепления со стенками опоки, представляющей собой ящик без дна. После уплотнения смеси опоку поднимают над плитой и моделью и совмещают со второй соответствующей опокой, оформляющей вторую половину отливки. В одной из опок формируют литник и литниковую систему, по которой расплавленный металл поступает в полость формы. При наличии в отливке внутренних полостей, например, в секции отопительного радиатора, в одну из опок устанавливают так называемые стержни, выполненные из специальной смеси, которая должна после затвердевания металла легко удаляться механическим разрушением.
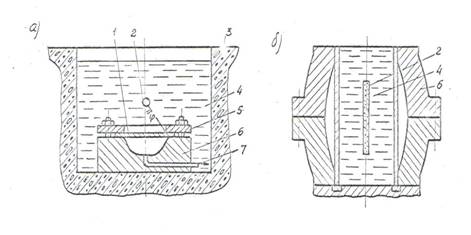
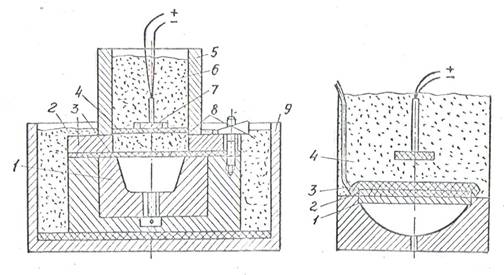
Для массовой отливки мелких и средних заготовок применяют метод литья в оболочковые формы (литье по выплавляемым, растворяемым, замораживаемым моделям и т.п.), суть которого заключается в том, что модель изготавливается из легкоплавкого (технический воск) или растворяемого материала. Эту модель путем погружения, например, в жидкостекольный раствор, покрывают тонким слоем твердеющего при повышенной температуре специального состава. При затвердевании оболочки сама модель расплавляется и удаляется. Оболочки объединяются литниковой системой. Этот способ позволяет получить высококачественное и точное литье с низкой шероховатостью поверхности. Таким образом, получают лопатки турбин, шестерни, детали машин и приборов.
Плавку чугуна осуществляют в вагранках, затем жидким расплавом заполняют специальные разливочные ковши. Сталь и цветные металлы плавят в электродуговых и индукционных печах, используя металлолом или специальные чушки, поступающие из металлургических предприятий. При выплавке чугуна в относительно небольших объемах применяют также электродуговые и индукционные установки.
Обычно литейный цех состоит из участков: подготовки шихты (исходных материалов для загрузки их в плавильные установки), плавки металла, подготовки формовочной смеси, стержней, формовки, заливки, выбивки отливок, термообработки и отделки. Учитывая специфику литейного производства, требующего высокой квалификации металлургов, производство литья целесообразно выполнять на специализированных предприятиях, получивших наименование «цетролиты». Они способны обеспечить высококачественным литьем предприятия, относящиеся к различным типам производства и отраслям.
Заготовки в виде литья могут быть успешно использованы для изготовления деталей, не испытывающих ударных нагрузок, не рассчитываемых на прочность, с размерами, определяемыми конструктивными технологическими соображениями. Детали ответственного назначения, особенно такие, которые обеспечивают безопасность функционирования устройства машины или механизма, например детали рулевого механизма автомобиля, не могут быть изготовлены из отливок.
Похожие работы


... К моменту полной кристаллизации металла отливки смола из смеси выгорает, форма и стержни разупрочняются и легко разрушаются, освобождая отливку при выбивке. Шликерное литье в гипсовой форме Шликерное литье представляет собой формообразование находящегося в жидкой фазе парафиново-воскового шликера на основе керамического порошка. Формообразование заготовок производится в пресс-формах. Рассмотрим ...
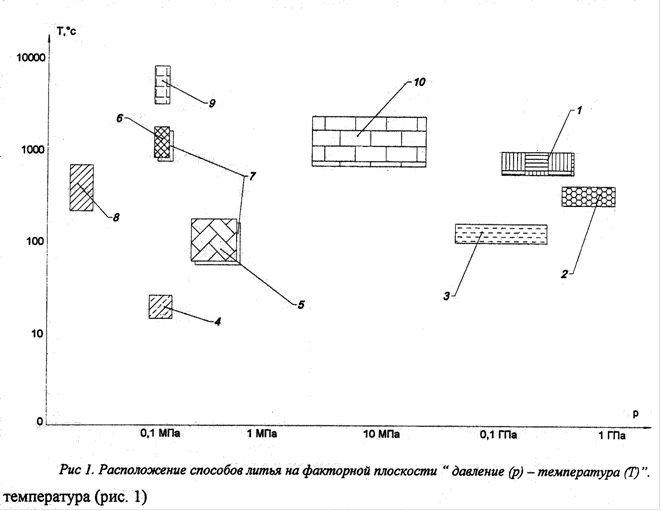
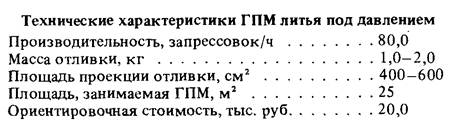
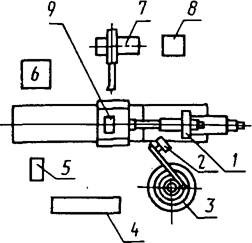
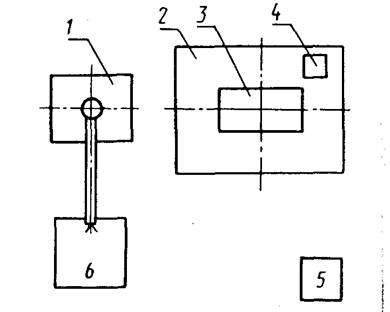
... 1.3. Литье под давлением Литьем под давлением называется такой метод литья, когда жидкий металл заполняет полость металлической формы (пресс-формы) под принудительно большим давлением (40 – 100 МПа). Литье под давлением является самым производительным способом изготовления тонкостенных деталей сложной конструкции и применяется в РЭС для изготовления корпусов приемников, передатчиков и других ...
... ; 14 – взрывная камера; 15 – затвор; 16 – штамповая оснастка; 17 – штоки; 18 – букса; А – коническое гнездо; В – гидравлическая полость. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВЗРЫВНОГО ФОРМООБРАЗОВАНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ Предлагаемые техпроцессы предусматривают возможность проведения операции калибровки, зиговки, конусной и сферической развальцовки трубопроводов диаметрами 8÷60 мм на ...

... или штучных заготовок в пресс). В качестве оснастки (приспособлений и инструмента) при холодной штамповке используют: штампы, которые в зависимости от ряда выполняемых операций, технологии изготовления деталей и степени сложности конструкции штампа, классифицируются на простые, комбинированные, универсальные: схваты ПР различной конфигурации, обеспечивающие установку заготовки в штамп и съем из ...
0 комментариев