Навигация
Физические основы электроэрозионной обработки материалов
41167
знаков
0
таблиц
0
изображений
Курсовая работа
Тема: «Физические основы электроэрозионной обработки материалов»
Введение
Высокоэффективные электрофизические методы разработаны для облегчения обработки резанием некоторых конструкционных материалов. К труднообрабатываемым материалам относятся: высоколегированные стали аустенитного класса, жаро- и кислотностойкие, специальные никелеферритные никелевые стали, тугоплавкие сплавы, композиционные материалы, неметаллические материалы.
Фундаментальные исследования в области защиты металлов от различных повреждений привели к разработке ряда технологий – нанесение двухслойных металлокерамических покрытий, механоультрозвуковая, химико-термическая обработка, на конец электроэрозионная. Все это привело к существенному улучшению свойств материалов.
Технический прогресс в народном хозяйстве и развитие ряда современных отраслей техники требует создания не только новых конструкционных материалов (высокопрочных, корозионно-стойких, износоустойчивых и др), но и принципиально новых методов их обработки
Цель курсовой работы – выявить в чем преимущества электроэрозионной обработки от других видов обработок, так же понять ее принцип и узнать о разновидностях (ЭЭО).
1. История возникновения электрических методов обработки
Еще в конце 18в. английским ученым Дж. Пристли было описано явление эрозии металлов под действием электрического тока. Было замечено, что при разрыве электрической цепи в месте разрыва возникает искра или более продолжительная электрическая дуга. Причем искра или дуга оказывает сильное разрушительное воздействие на контакты разрываемой цепи, называемое эрозией. Электрической эрозии подвержены контакты реле, выключателей, рубильников и других подобных устройств. Много исследований было посвящено устранению или хотя бы уменьшению такого разрушения контактов.
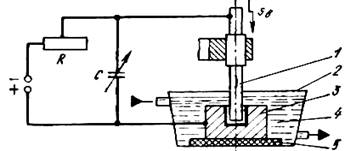
Над этой проблемой в годы Великой Отечественной Войны работали советские ученые Б.Р. Лазаренко и Н.И. Лазаренко. Поместив, электроды в жидкий диэлектрик и размыкая электрическую цепь, ученые заметили, что жидкость мутнела уже после первых разрядов между контактами. Они установили: это происходит потому, что в жидкости появляются мельчайшие металлические шарики, которые возникают вследствие электрической эрозии электродов. Ученые решили усилить эффект разрушения и попробовали применить электрические разряды для равномерного удаления металла. С этой целью они поместили электроды (инструмент и заготовку) в жидкий диэлектрик, который охлаждал расплавленные частицы металла и не позволял им оседать на противолежащий электрод. В качестве генератора импульсов использовалась батарея конденсаторов, заряжаемых от источника постоянного тока; время зарядки конденсаторов регулировали реостатом. Так появилась первая в мире электроэрозионная установка. Электрод-инструмент перемещали к заготовке. По мере их сближения возрастала напряженность поля в межэлектродном промежутке (МЭП). При достижении определенной напряженности поля на участке с минимальным расстоянием между поверхностями электродов, измеряемым по перпендикуляру к обрабатываемой поверхности и называемым минимальным межэлектродным зазором, возникал электрический разряд (протекал импульс) тока, под действием которого происходило разрушение участка заготовки. Продукты обработки попадали в диэлектрическую жидкость, где охлаждались, не достигая электрода-инструмента, и затем осаждались на дно ванны. Через некоторое время электрод-инструмент прошил пластину, Причем контур отверстия точно соответствовал профилю инструмента.
Так, явление, считавшееся вредным, было применено для размерной обработки материалов. Изобретение электроэрозионной обработки (ЭЭО) имело выдающееся значение. К традиционным способам формообразования (резанию, литью, обработки давлением) прибавился совершенно новый, в котором непосредственно использовались электрические процессы. [1]
Первоначально для осуществления ЭЭО применялись исключительно искровые разряды, создаваемые конденсатором в так называемом RC‑генераторе. Поэтому новый процесс в то время называли электроискровой обработкой. [2]
В начале 50‑х годов были разработаны специальные генераторы импульсов, благодаря которым обработку можно было проводить также на более продолжительных
- искро-дуговых и дуговых разрядах. Процесс в новых условиях стали назвать электроимпульсной обработкой.
Поскольку для формообразования во всех случаях применяют одно и то же явление
- электрическую эрозию, в настоящее время используют определения электроискровой режим (ЭЭО) и электроимпульсный режим (ЭЭО).
2. Общая характеристика процесс электроэрозионной обработки
Типовой технологический процесс ЭЭО на копировально-прошивочных станках заключается в следующем:
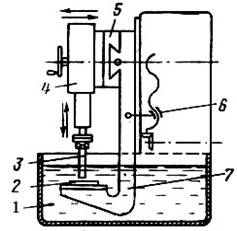
1. Заготовку фиксируют и жестко крепят на столе станка или в приспособлении. Тяжелые установки (весом выше 100 кг) устанавливают без крепления. Устанавливают и крепят в электродержателе электрода-инструмента (Э-И). Положение ЭИ относительно обрабатываемой заготовки выверяют по установочным рискам с помощью микроскопа или по базовым штифтам. Затем ванну стакана поднимают и заполняют рабочей жидкостью (РЖ) выше поверхности обрабатываемой заготовки.
2. Устанавливают требуемый электрический режим обработки на генераторе импульсов, настраивают глубинометр и регулятор подачи. В случае необходимости включают вибратор и подкачку РЖ.
3. В целях повышения производительности и обеспечения заданной шероховатости поверхности обработку производят в три перехода: предварительный режим – черновым (Э-И) и окончательный – чистовым и доводочным. [1]
2.1 Сущность электроэрозионной обработки
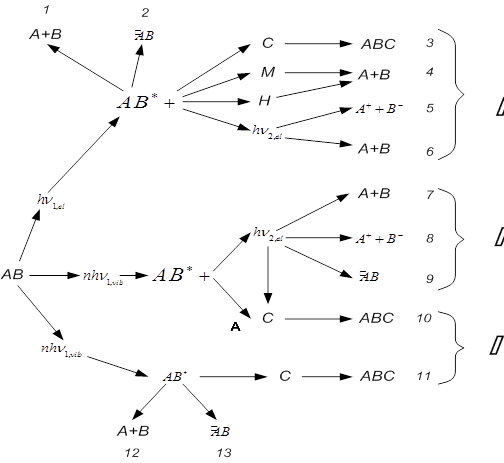
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии.
На явлении эрозии основан принцип электроэрозионной обработки (ЭЭО). При электроэрозионной обработке используют явление эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсов электрического тока. Заготовку и инструмент, изготовленные из токопроводящих материалов, подключают к источнику тока – генератору импульсов (ГИ) и помещают в диэлектрическую жидкость.
При сближении электрода – инструмента (ЭИ) и электрода – заготовки (ЭЗ) на расстояние в несколько микрометров (10…50 мкм) между микровыступами на Э-И и Э-З возникает Электрический разряд и образуется канал проводимости, в котором от катода к аноду движется поток электронов.
К этому потоку движутся более тяжелые частицы – ионы. Электроны быстрее достигают поверхности анода. Поэтому энергия электрического разряда смещается ближе к поверхности заготовки (ЭЗ). Температура электрического разряда достигает 10000…12000 ºC. При такой температуре происходят мгновенное оплавление и частичное испарение элементарного объема материала заготовки. При этом время протекания разряда чрезвычайно мало. Поэтому процесс выделения энергии сопровождается явлением микровзрыва. За счет этого оплавившиеся частицы металла выбрасываются в окружающую среду, охлаждаются диэлектрической жидкостью и застывают в виде малых шариков (0,01…0,005 мм), образуя шлам – продукт эрозии. В результате на поверхности анода образуется сферическое углубление – лунка. Поверхность катода также подвергается частичному эрозионному разрушению. [8]
Следующий разряд произойдет в том месте, где расстояние между инструментом и заготовкой окажется минимальным. Так образуется вторая лунка на поверхности заготовки. При воздействии серии электрических импульсов с анода удаляется слой материала. Непрерывность процесса обеспечивается за счет подачи ЭИ. Постоянство межэлектродного зазора обеспечивается автоматически с помощью следящих систем.
Обработанная поверхность представляет собой совокупность лунок, глубина которых определяет шероховатость поверхности. [6]
Помимо шероховатости обработанная поверхность характеризуется следующими показателями:
– вследствие мгновенного нагрева поверхности заготовки до температуры плавления металла и резкого охлаждения в среде диэлектрической жидкости возникают температурные напряжения, приводящие к возникновению микротрещин;
– за счет нагрева до высоких температур и возможного поглощения углерода из окружающей среды в поверхностном слое происходят структурные изменения и, с учетом быстрого охлаждения, твердость поверхностного слоя значительно повышается по сравнению с твердостью основного материала стальной заготовки;
– под действием высокой температуры в зоне оплавления основной материал вступает в химическую реакцию с отдельными элементами материалов электрода – инструмента и диэлектрической жидкости, что ведет к изменению химического состава поверхностного слоя.
При малой длительности импульсов (5…200 мкс) поверхности катода успевает достичь лишь малая доля ионов. Поэтому поверхность катода значительно меньше подвергается эрозионному разрушению по сравнению с поверхностью анода. Именно поэтому анодом делают заготовку (ЭЗ), а катодом – инструмент (ЭЗ). Такую полярность называют прямой. При большей длительности импульсов многие ионы успевают достичь поверхности катода, и, обладая большей энергией по сравнению с потоком электронов, вызывают интенсивную эрозию катода. В этом случае обработку осуществляют при обратной полярности: ЭИ является анодом, а ЭЗ – катодом. [7]
Похожие работы


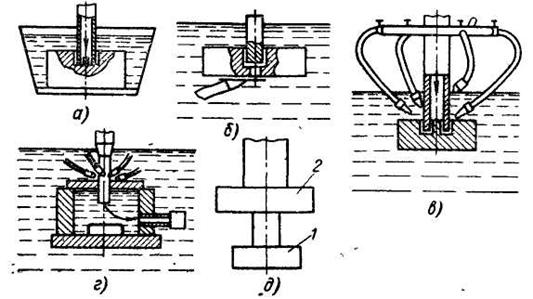

... поверхности, плавное их сопряжение. К недостаткам следует отнести возможность появления трещин, растягивающих напряжений, трудность получения поверхности с малой шероховатостью. Схема электроэрозионной обработки криволинейного отверстия: 1 – обрабатываемая заготовка; 2 – электрод-инструмент. 2. Электрохимическая обработка 2.1 Описание процесса Электрохимический метод обработки создан ...


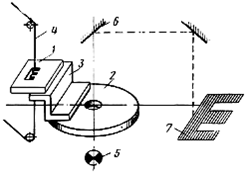
... потенциал ионизации. 4.3 Методика экспериментальных исследований Основной целью проведенных экспериментов было исследование влияния лазерного излучения на электропроводность диэлектрических жидкостей и изучение практической возможности реализации электроэрозионных явлений в диэлектрической среде. Эксперименты проводятся для исследования влияния следующих параметров: · ...
... в них электролита. Электрополирование производится в течение 10 мин, при этом величина заусенцев уменьшается с 10 – 12 мкм до 1,5 мкм. 3. Ультразвуковая обработка Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии ...


... , необходимых при подводе энергии через канал разряда, с относительным движением электродов, применяемым при комбинированном подводе энергии. К этим разновидностям относятся так называемая низковольтная электроискровая и электроимпульсная обработка тел вращения или обработка вращающимся электродом, анодно-механическая обработка с импульсным питанием и т. п. В зависимости от того, признаки какого ...
0 комментариев