Навигация
Сушка, сортировка и ремонт шпона
51066
знаков
10
таблиц
0
изображений
3.4 Сушка, сортировка и ремонт шпона
Сушка представляет собой процесс удаления влаги, которая содержится в порах и стенках клеток древесины. Под действием тепла влага переходит в парообразное состояние и удаляется. Основные факторы, влияющие па интенсивность сушки шпона: температура агента сушки и направление его потока, порода древесины, толщина шпона.
Сушка шпона производится на линии сушки и сортировки шпона VTS4 6200–8+2 в соответствии с технологическими режимами. Линия состоит из конвейеров, роликовой сушилки, влагомера RAUTЕ DMA 1600, сканирующего устройства дефектов MECANO VDA G3 1600, стопоукладчика рассортированного шпона.
Стопы листов сырого шпона рельсовыми тележками от линий лущения или автопогрузчиками из запаса и цепными конвейерами подаются к линиям сушки и сортировки, где производится сушка шпона до влажности; 6% с последующей автоматической сортировкой.
Теплоносителем в сушилках является термомасло, поступающее от термомасляной установки.
Сортировка шпона – одна из важнейших операций технологического процесса, определяющая сортовой выход готовой фанеры. Сортность листа определяется в зависимости от совокупности дефектов листа (пороков древесины и дефектов обработки). Сухой шпон сортируется в соответствии с требованиями НТД на продукцию. Отдельно отсортировывается влажный шпон и шпон, подлежащий починке.
После сушки и сортировки шпон выдерживается в стопах для выравнивания влажности в течение 24 часов. Объем шпона на выдержке составляет 400 м3.
После выдержки полноформатные листы, требующие ремонта, транспортируются к шпонопочиночным станкам ПШ-2А, где ремонтируются до требуемого сорта. Починка заключается в удалении из листов шпон дефектных мест с последующей заменой их вставками из качественного шпона. Для починки используются полоски шпона шириной не менее 45 мм, влажностью на 2–4% ниже влажности листа шпона.
Полоски вырезаются на специальном оборудовании и подсушиваются до получения требуемой влажности. Вставки должны быть подобраны по направлению волокон и цвету древесины, той же породы и толщины, что и подлежащие починке листы и плотно держаться в шпоне. Починенный шпон сортируется вручную в соответствии с требованиями стандартов на продукцию. Хранится такой шпон не более 8 часов.
Сушка шпона производится на линии сушки и сортировки шпона. Режимы сушки приведены в табл. 7.
Таблица 7.
| Порода древесины | Толщина шпона, мм | Формат шпона, мм | Влажность, % | Продолжительность прохождения шпона, мин при средней t, °C воздуха в сушилке | |
| начальная | конечная | ||||
| Береза | 1,55 | 1303x2740 ±10 | 60–90 | 4–8 | 185±10 °С 4,0 – 4,5 |
| Береза | 1,55 | 1600x3150 ± 10 | 60–90 | 4–8 | 185±10 °С 4,0–4,5 |
Температура шпона, выходящего из сушилки должна быть не более 35° С. Влажность высушенного шпона должна быть не более 4–6%. Листы шпона с повышенной влажностью отбираются на повторную пересушку.
Шпон должен храниться в помещениях при температуре от минус 4 °С до плюс 50 °С и относительной влажности воздуха не более 60%.
Шпон сортируется по сортам в соответствии требований стандартов на выпускаемую продукцию:
– ГОСТ 99–96 «Шпон лущеный. Технические условия»;
– ГОСТ 3916.1–96 «Фанера общего назначения с наружными слоями из шпона лиственных пород. Технические условия».
Количество подстопных мест зависит от потребности в сортах шпона, его направления и подразделяется на следующие сорта:
– шпон сорта I–III без починки;
– шпон на починку II, III сорта;
– шпон IV сорта:
– шпон для внутренних слоев;
– неформатный шпон;
– шпон повышенной влажности.
Шпон форматом 1300x2600 мм и 1600x3200 мм после ребросклеивания и шпонопочинки подлежит сортировке по качеству и соответствию сортности. Неформатный шпон ребросклеивается для внутренних слоев.
Уклон фиски уса должен быть в пределах от 1:15 до 1:20, шероховатость поверхности не должна превышать 320 мк.
На сборку пакетов рекомендуется подавать шпон, имеющий температуру не более +30 °С в зимний период и +35 °С в летний.
Шпон после сортировки выдерживается в стопах не менее 24 часов.
Оптимальные условия хранения шпона приведены в таблице 8.
Таблица 8. Оптимальные условия хранения шпона
| Наименование показателя | Единица измерения | Величина показателя для периода года | |
| холодного | теплого | ||
| Относительная влажность воздуха | % | 40–60 | 40–60 |
| Температура | Град.С | 17–19 | 20–22 |
| Скорость движения воздуха, не более | М/с | 0,3 | 0,4 |
Похожие работы

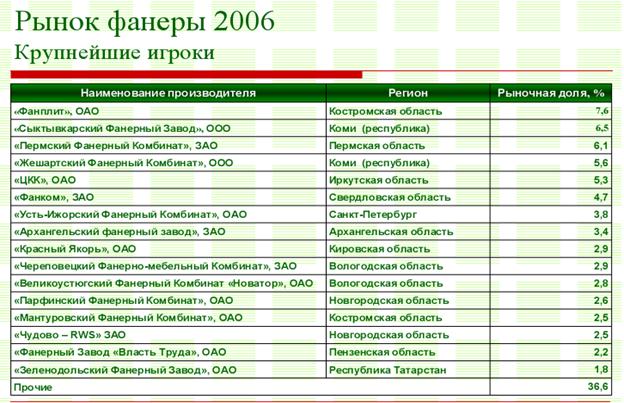


... эта тенденция будет нарастать, что повлечет за собой значительное расширение рынка сбыта для конкурентоспособных видов фанерной продукции. Предусматриваемая к выпуску настоящим проектом организации производства большеформатной фанеры в г. Глазове Удмуртской Республики экологически чистая березовая строительная фанера по своим потребительским качествам полностью соответствует требованиям мирового ...

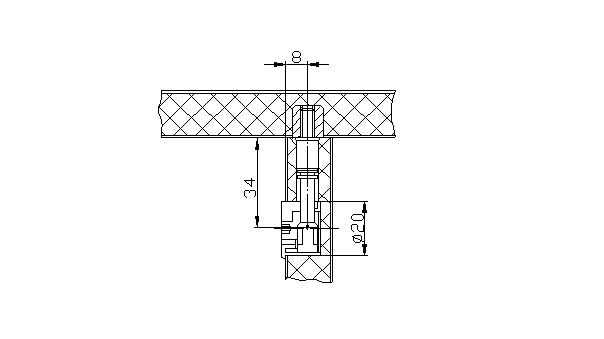
... стяжек и установочные размеры регламентируются ОСТ 13-78-79. Для изделия стяжка выбирается из каталога мебельной фурнитуры [ ]. 3. Разработка технологического процесса производства изделия 3.1 Описание технологического процесса Технологический процесс изготовления предложенной кровати несложен, трудоёмкость и материалоемкость имеют не большие показатели. Следовательно, кровать будет ...

... Общая площадь склада сырья. Аскл. = 70 м2*1,4 = 98 м2. 3. Площадь склада готовой продукции. Аг. = (12144,626*10*1,5*1,5)/1 = 273254,08 м2. ОХРАНА ТРУДА ПРИ ПРОИЗВОДСТВЕ ФАНЕРЫ. Клееные слоистые материалы. В процессе производства этих материалов на организм человека может воздействовать большое количество вредных и опасных факторов. К числу физических факторов относятся: повышенные ...
... и кромкой металлической линейки. Замер производится щупом (ГОСТ 8925) с погрешностью 0,2 мм. Измерение по ГОСТ 30427 8. ЭКОНОМИЧЕСКИЙ РАЗДЕЛ Проект реконструкции предусматривает частичную замену ныне действующего оборудования предприятия ОАО ”ФанДОК” на более производительное с увеличением объема производства. Годовой выпуск продукции до реконструкции составлял 36,5 тыс. м3 фанеры в ...
0 комментариев