Навигация
Технический проект участка термической обработки шевера
24189
знаков
29
таблиц
1
изображение
Министерство образования Российской Федерации
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Металловедение, термическая и пластическая обработка металлов»
Курсовой проект
По дисциплине «Оборудование и проектирование термических цехов»
Тема: "Технический проект участка термической обработки шевера"
Выполнил:
студент группы 23МВ
Розенберг Я.Д.
Проверил:
Сорокина Светлана Александровна
Нижний Новгород
2007
Содержание
Введение
1 Годовая программа участка
2 Технические требования к изделию
3 Обоснование выбора марки материала
4 Разработка технологического процесса термической обработки на проектируемом участке
4.1 Обоснование температур нагрева под операции термообработки
4.2 Расчет времени нагрева
4.3 Обоснование выбора способа охлаждения при закалке и отпуске
5 Выбор источника нагрева
6 Сменность работы участка и определение потребности в рабочей силе
7. Выбор и расчет оборудования участка
7.1. Основное оборудование
7.2. Дополнительное и вспомогательное оборудование
Площадь и планировка участка. Краткие сведения о здании цеха
9. Технические расчеты
9.1 Расчет расхода топлива
9.2 Расчет расхода воды, масла, солей и других материалов
9.3 Расчет освещения участка
9.4 Расчет вентиляции и отопления участка
9.5 Расчет расхода солей
Введение
Целью курсового проекта является реализация теоретических знаний, полученных при изучении дисциплин «Основы низко- и высокоэнергетических технологий» и «Оборудование и проектирование термических цехов», приобретение навыков по проектировании термических участков и отделений термической обработки металлоизделий.
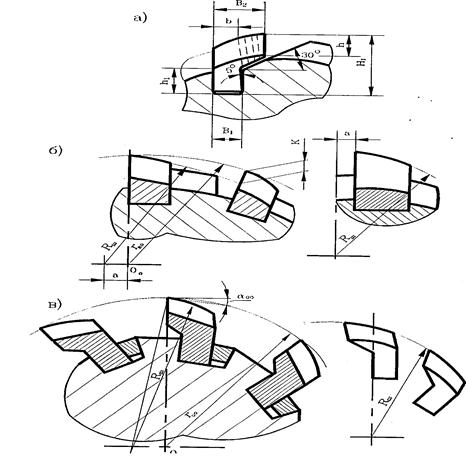
Проектируемый участок предназначен для термической обработки шевинговального инструмента (шевер). В данном проекте рассмотрена термическая обработка шевера выполненного из стали Р18, предназначенного для шевингования (отделочной обработки) незакалённых зубьев зубчатых колёс срезанием тонкой стружки. Целью термической обработки является получение необходимых физических характеристик детали.
1. Годовая программа участка
Годовая программа участка представлена в таблице 1, брак - 3%. Объемы годной продукции составляют 76339,3 кг.
С учетом брака она составляет:
![]() (кг)
(кг)
Таблица 1 - Производственная программа термического участка на 2007 год
| Наименование детали | Объем ТО, кг | Масса деталей подвергаемых ТО по операциям, кг | Промежуточные операции |
| Закалка + отпуск | Мойка | ||
| Шевер | 78700,32 | 78700,32 | 78700,32 |
2. Технические требования
Шеверы должны изготовляться ив соответствии с требованиями ГОСТ 8570 по рабочим чертежам, утвержденным в соответствующем порядке.
Шеверы должны изготавливаться из быстрорежущей стали по ГОСТ 19265-73. допускается изготовление шеверов из других марок быстрорежущей стали, обеспечивающих стойкость шеверов в соответствии с требованиями вышеуказанного стандарта.
Твёрдость шевера HRC 62…65.
На всех поверхностях шевера не должно быть трещин, забоин, выкрошенных мест, заусенцев и следов от коррозии.
Контроль параметров шевера должен производиться средствами контроля:
А) Твёрдость режущей части шевера проверяется по ГОСТ 9013-59 твердомером Роквелла или Винкерса по ГОСТ 23667-79.
Б) Параметры шероховатости поверхности шевера контролируют путем сравнения с образцовыми инструментами, поверхности которых имеют предельные значения параметров шероховатости при помощи лупы ЛП1–4х по ГОСТ 25706-83
В) Внешний вид шевера проверяется осмотром.
3. Обоснование выбора марки материала
Марка стали Р18 по ГОСТ 8570-80. Сталь Р18 относится к быстрорежущим сталям нормальной теплостойкости. Быстрорежущие стали наиболее характерны для режущих инструментов. Они сочетают высокую теплостойкость (500-650°С) в зависимости от состава и обработки) с высокими твердостью (до HRC 68-70), износостойкостью при повышенных температурах и повышенным сопротивлением пластической деформации. Быстрорежущие стали позволяют повысить скорость резания в 2 - 4 раза по сравнению со скоростями, применяемыми при обработке инструментами из углеродистых и легированных инструментальных сталей.
Быстрорежущие стали широко применяют для режущих инструментов, работающих в условиях значительного нагружения и нагрева рабочих кромок. Инструмент из быстрорежущих сталей обладает достаточно высокой стабильностью свойств, что особо важно в условиях гибкого автоматизированного производства. Большое количество избыточной карбидной фазы делает сталь Р18 более мелкозернистой, менее чувствительной к перегреву при закалке, более износостойкой.
Ввиду высокого содержания вольфрама сталь Р18 целесообразно
использовать только для изготовления инструментов высокой точности, когда стали других марок нецелесообразно применять из-за прижогов режущей части при шлифовании и заточке.
Химический состав стали Р18:
| Хим. Эл-т | C | Si | Mn | Ni | S,P | Cr | Mo | W | V | Co |
| Содержание | 0.73-0.78 | До 0,5 | До 0,5 | До 0,5 | До 0,03 | 3,8-4,4 | До 1 | 17-18,5 | 1-1,4 | До 0,5 |
Физические свойства стали Р18:
σв= 840 МПа
σт = 510 МПа
ψ = 10 %
КСU = 190 кДж/м2
ρ = 8800 кг/м3
| Т, ْ˚С | Модуль упругости Е, 10-5МПа | Коэф-т теплопроводности λ, Вт/м·град |
| 20 | 2,28 | |
| 100 | 2,23 | 26 |
| 200 | 2,19 | 27 |
| 300 | 2,10 | 28 |
| 400 | 2,01 | 29 |
| 500 | 1,92 | 28 |
| 600 | 1,81 | 27 |
| 700 | 27 |
Похожие работы
... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... и размеров получаемого сварного узла сложной пространственной формы. С институтом технической кибернетики Академии Наук Беларуси (ИТК НАН РБ), НПП «Сапр-оснастка» (г.Гомель), «ИНТЕРМЕХ» МСКТБ АТП, ИУНПП МикроЭкспрессИнт'л (г.Минск) продолжаются работы по созданию и развитию системы компьютерного проектирования оснастки различного уровня сложности, технологических процессов гальванопокрытий, ...
... 60) HRC60...64 биение не превышает 0,015 мм.3. От правильно выбранных установочных баз зависит точность обработки детали, рациональное использование приспособлений, возможность обработки на высокопроизводительном оборудование. Исходя из технологического процесса и условий базирования видно, что на протяжение всего технологического процесса и данного случая выполняется принцип постоянства ...
... хозяйства? 14. Каковы задачи и функции материально-технического обеспечения предприятия? 15. Как осуществляется планирование потребности в материальных ресурсах? 3.7 Совершенствование организации производства и оценка ее экономической эффективности Основные пути развития организационных резервов Многообразие производственно-технических условий работы промышленных предприятий ...
0 комментариев